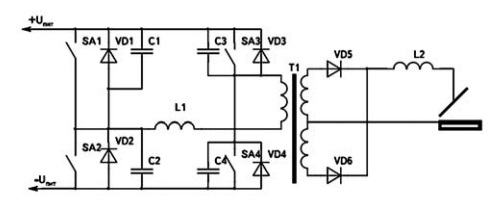
Читать все новости ➔ В настоящее время на рынке в большом количестве представлены инверторные сварочные инверторы, которые позволяют совершить качественный скачок в электросварке. Сварочные инверторы - это современные сварочные аппараты, которые в настоящее время почти полностью вытесняют на второй план классические сварочные трансформаторы, выпрямители и генераторы. Принцип действия сварочного инвертора Переменный ток от питающей сети частотой 50 Гц поступает на выпрямитель. Выпрямленный ток сглаживается фильтром, затем полученный постоянный ток преобразуется инвертором с помощью специальных транзисторов в переменный, но уже высокой частоты 20...50 кГц. Затем переменное напряжение высокой частоты понижается до 70...90 В, а сила тока соответственно повышается до необходимых для сварки 100...200 А. Высокая частота преобразования является основным техническим решением, которое позволяет добиться колоссальных преимуществ сварочного инвертора, если сравнивать с другими источниками питания сварочной дуги. Рис. 1 Устройство сварочного инвертора показано на рис.1, на котором обозначено: УК - устройство контроля температуры, отключающее инвертор при перегреве; В - сетевой выпрямитель; Ф - фильтр; ТП - транзисторный преобразователь напряжения; ВВ - выходной выпрямитель; ВИП - контролер входного напряжения, отключающий инвертор при слишком высоком или слишком низком напряжении в питающей сети; УУ - устройство управления. Упрощенная схема силовой части сварочного инвертора показана на рис.2. Как видно из рис.2, силовая часть включает в себя мостовой инвертор, работающий на высокочастотный трансформатор Т1, напряжение с которого выпрямляется диодами VD5 и VD6. Рис. 2 В инверторном сварочном аппарате сила сварочного тока нужной величины достигается путем преобразования высокочастотных токов, а не преобразованием напряжения низкой частоты 50 Гц, как это происходит в традиционных сварочных аппаратах. Предварительные преобразования электрических токов позволяют использовать трансформатор с очень малыми габаритами. К примеру, чтобы получить в инверторе сварочный ток 160 А, достаточно трансформатора, масса которого 250 г, а в обычных сварочных аппаратах для этого необходим трансформатор с медной обмоткой и массой более 18 кг. Преимущества сварочных инверторов Главным достоинством инвертора является минимальный вес. Кроме того, возможность применять для сварки электроды как переменного, так и постоянного тока. Что важно при сварке цветных металлов и чугуна. Инверторный сварочный аппарат имеет широкий диапазон регулировки сварочного тока. Это дает возможность для применения аргон с дуговой сварки неплавящимся электродом. Помимо этого в каждом инверторе есть функции: Технические преимущества: Технологические преимущества: Возможность сварки сложных металлоконструкций сварщиками невысокой квалификации. Недостатки сварочных инверторов Из недостатков сварочных инверторов можно назвать высокую стоимость (в 2-3 раза больше, чем у трансформаторов). Если опыт сварщика достаточно высок или не требуется особого качества работ, то при покупке сварочного аппарата можно обойтись и меньшими деньгами. Как и любая электроника, инверторы боятся пыли, поэтому производители рекомендуют хотя бы раза два в год вскрывать аппарат и удалять пыль. Если он работает на стройке или производстве, то чаще, по мере загрязнения. И как любая электроника, сварочные инверторы не любят мороза. Так, при температуре ниже минус 15°С эксплуатация инвертора возможна не во всех случаях, в зависимости от того, какие комплектующие использовал производитель. Поэтому в таких условиях, нужно смотреть на технические характеристики, заявленные заводом-изготовителем. Хранение сварочного инвертора в гараже также нежелательно (резкие перепады температур приводят к появлению конденсата на платах, что может повредить отдельные узлы). Проблема эксплуатации сварочных инверторов при температурах ниже нуля, к сожалению, очень слабо освещена производителями. Ремонт традиционных сварочных аппаратов обычно дешевле. При выходе их строя «сердца» инвертора (модуля IGBT) придется отдать от 1/3 до половины стоимости самого аппарата. Поломка происходит в случаях резкой перегрузки, например, когда сварщик пытается как можно быстрее разрезать очень толстый и прочный металл (например, рельсу), а также при больших скачках напряжения в питающей сети. В подобных случаях защита аппарата (тепловое реле) просто не успевает сработать. И еще одно, длина каждого из сварочных кабелей при подключении сварочного аппарата не должна превышать 2,5 м, но к этому нужно просто привыкнуть. После зажигании дуги напряжение от инвертора делится между проводами и дугой. Чем длиннее провод, тем больше его сопротивление, а чем больше его сопротивление, тем больше будет падение напряжения на них, а не на дуге. То есть получится, что инвертор «не тянет», и дуга зажигается и туг же гаснет. Можно увеличивать сечение провода, уменьшая, тем самым, сопротивление, но в конечном итоге вы все равно упретесь в размеры клемм подсоединения к инвертору, и тогда начнут гореть они. Производители оптимизируют все размеры и толщину стандартных проводов, так что «стандартные» сварочные провода со стандартными клеммами и оптимальным сопротивлением как раз и будут до 2,5 м длины. Чем выше напряжение, тем меньше потерь при передаче одинаковой мощности по проводам того же сечения. Для передачи электрической энергии от розетки 230 В к инвертору с одинаковыми потерями потребуется гораздо меньший по толщине (и соответственно цене) провод, чем для более низкого напряжения на его выходе к дуге. Но тут также не стоит использовать провод меньшей толщины, чем подвод к розетке - все-таки сварочные аппараты, особенно в момент зажигания дуги, - это одна из самых больших нагрузок для бытовой проводки. Передняя панель сварочного инвертора показана на рис.3. Рис. 3 Сварочные инверторы - качество и удобство сварочных работ Дуговая сварка - ответственная работа. Для её проведения сварщик должен обладать достаточным практическим опытом и знанием теории. Сварочные инверторы упростили процесс и решили многие возникавшие вопросы. Первая решённая проблема - это поджигание дуги У прежних сварочных трансформаторов выходное напряжение пропорционально зависит от входного. Низкое напряжение, распространённое в наших сетях, не даёт возможности поджечь дугу, электрод начинает «залипать». Инверторы предотвращают «залипание» электродов и легко создают устойчивую дугу. При работе с обычными аппаратами возможно «пережечь» или «недожечь» металл. Это обусловлено тем, что они плохо держат требуемую величину тока сварки. Ведь она меняется и зависит от напряжения сети. Когда металл «пережжён», сварочный шов ослабляется, в нём образуются отверстия и раковины. При «недожоге» также происходит ослабление шва. У сварочного инвертора ток задается по шкале сварочного тока и остаётся неизменным. Начинающему сварщику трудно научиться удерживать дугу. После образования дуги электроду даётся наклон примерно в 15°С, и его нужно перемещать относительно стыка деталей. Наклон может быть как в сторону движения электрода, так и в противоположную. Наряду с продольным движением его необходимо перемещать перпендикулярно шву. С этим связана длина дуги. Основные виды электродов разработаны для работы с короткой дугой. Поэтому нужно постоянно двигать электрод в перпендикулярном направлении таким образом, чтобы от электрода до свариваемых деталей был промежуток примерно в два его диаметра. Сварочные инверторы способны строго поддерживать заданный ток, и к тому же он постоянный. Эти факторы позволяют не особо критично относиться к длине дуги, что облегчает работу сварщика, особенно начинающего, причём качество шва в данном случае с длиной дуги уже не связано. Когда нет возможности расположить детали горизонтально, нужно помнить, что расплавленный металл подвергается земному притяжению так же, как и капля веды. При работе с потолочными и вертикальными швами нужно своевременно остановиться и выждать, когда расплавленная капля внутри шва слегка остынет, и сразу же «поджигать» рядом следующую дугу, двигаясь выше и выше вдоль шва. Такую сварку называют «прихватками». Применяя сварочный инвертор, овладеть «прихватками» не составляет труда даже новичку. Опыт показывает, что сварочный инверторы облегчают «поджиг», контролируют дугу, устраняют «залипание», не требуют специальных навыков для обращения с собой. Всё это делает инверторы выгодными для применения и в сфере профессионального строительства, и домашнего ремонта. На что обращать внимание при выборе сварочного инвертора Защита от скачков напряжения Практически все сварочные аппараты инверторного типа имеют встроенную защиту от скачков напряжения. Оптимальный уровень защиты - допустимо отклонение напряжения на ±20...25%. Т.е. при скачках напряжения в сети в диапазоне от 170 В до 270 В ваш аппарат будет защищен. Как правило, указанную защиту имеют дорогие модели для промышленного использования. У аппаратов для бытового применения этот показатель обычно составляет 10...15%. Вентиляция Пыль - это главный враг сварочного инвертора. В основном пыль всасывается вентилятором охлаждения, без которого обойтись никак нельзя. Естественно, производители придумывают различные способы вентиляции с целью уменьшения попадания пыли на наиболее чувствительные узлы. Одним из таких методов является туннельная вентиляция, когда радиатор располагается вдоль всего корпуса, а основные узлы находятся внутри радиатора. Но это уж для очень грязных производств. В большинстве случае платить за супервентиляцию не стоит. Лучше всего просто снять корпус, после чего убрать пыль продувкой и мягкой кистью. Это самый надежный способ. Всем, у кого есть собственный настольный компьютер (у них похожая проблема), такая процедура должна быть знакома. Наличие запасных частей Поинтересуйтесь на сервисе наличием печатных плат (их отказ - это наиболее частая и дорогая поломка) на интересующий вас аппарат. Если платы только под заказ, то это хороший признак, так как запчасть редко запрашивается. Если сервис на вопрос о запчастях затрудняется сказать что-либо вразумительное: когда она может быть, цена, откуда завозится и т.п., то от покупки лучше воздержаться. Возможные неисправности сварочных инверторов и способы их устранения приведены в таблице. Температурный диапазон эксплуатации инвертора С температурой, которая выше нуля, все более-менее просто: чем выше окружающая температура, тем быстрее сработает защита аппарата. К тому же предельно допустимая для инвертора температура окружающей среды в +40°С - это достаточно редкое явления в наших широтах. А вот работа при низких температурах - это скользкая тема. Внутренности инвертора - это различные микроконтроллеры, транзисторы, конденсаторы и т.д. Каждый элемент имеет свой рабочий диапазон температур, разумеется, что чем шире диапазон, тем он дороже. А вот при каких температурах все будет работать в сборе - это может и должен сказать сам производитель. К сожалению, подобную информацию часто трудно найти. Либо ее нет совсем, либо производитель делает ссылку на соответствие определенным стандартам. В Европе это стандарт EN 60974-1 «Arc welding equipment. Part 1: Welding power sources». Аналогичный российский - ГОСТ P МЭК 60974-1-2004. Указанные стандарты предполагают температуру эксплуатации при ручной дуговой сварке от -40°С до +40°С. Однако если производитель в паспорте ссылается на указанный стандарт, то еще не факт, что ваш инвертор запуститься при -15°С и ниже. Желательно заглянуть в каталог и на сайт производителя. В Европе каталог считается очень весомым документом (вспомните большие штрафы за недобросовестную рекламу). В принципе, широко известно, что электроника не «любит» температур ниже 0°С. У инвертора при предельно низких температурах обычно загорается лампочка «перегрузка», и аппарат не запустится. Гораздо хуже, если аппарат все- таки заработает и нагреется, в результате чего, после его выключения, внутри образуется конденсат, что может быть опасным для некоторых узлов. Если в паспорте вашего аппарата четко не указан температурный диапазон эксплуатации, то лучше воздержитесь от сварки на морозе. Бытовой сварочный инвертор При покупке не стоит опасаться термина «бытовой». Понятия бытовой, профессиональный и промышленный инструмент пока не являются терминами юридически и технически унифицированными (да и вряд ли такое возможно). В то же время, брэндовые производители при классификации своей продукции придерживаются примерно следующих правил: под термином «бытовой» понимают обычно непрерывную работу оборудования (инструмента) на протяжении 15...30 мин с дальнейшим перерывом примерно до одного часа. Профессиональный инструмент предполагает эксплуатацию с 8-часовым циклом, а промышленный (industrial) можно эксплуатировать в 3 смены с небольшими технологическими перерывами. Прочие технические характеристики бытового и профессионального инструмента практически одинаковы. Т.е. вы одинаково качественно сможете проварить шов как бытовым, так и промышленным аппаратами. Но длина шва за единицу времени работы бытового инвертора будет меньшей. В то же время вполне логично, что бытовой инструмент большой мощности и (или) для каких-либо специальных задач не выпускается, только профессиональный. Рекламные уловки Некоторые торговцы пытаются акцентировать внимание покупателя на стандартных функциях инвертора: Hot start (горячий старт), Anti-Slicking (антиприпипание при выключении, эффект примерзания) и Arc-Force (форсаж дуги - антиприлипание при сварке). Названные функции тесно связаны с инверторной технологией. Более того, инвертор, в частности, для того и изобретался. Поэтому «выпячивание» подобных плюсов носит сугубо рекламный характер (если не сказать хуже). У инверторной технологии есть еще ряд других возможностей, которые не всегда используются. Например, возможность её использования для зарядки аккумулятора. К сожалению, её предоставляют не все производители, хотя технически это несложно и недорого, а для стран СНГ было бы очень актуально. Запас по мощности Все данные по производительности сварочных аппаратов приводятся из расчета 220...230 В в питающей сети. И даже если ваш аппарат рассчитан на работу в диапазоне 170...270 В - производительность его при 170 В будет значительно ниже, чем при 230 В. То есть некий запас по мощности очень даже пригодится. При нынешнем состоянии электроэнергетики, чтобы без проблем варить электродом 3 мм, надо брать аппарат с возможностью сварки до 4 мм. Не всегда высокая цена соответствует хорошему качеству. Поскольку работающий сварочный инвертор можно собрать дома или в гараже, то цена сварочного аппарата сильно зависит от серийности производства. Обычно, чем крупнее производитель, тем более интересную цену он может предложить. Но всегда есть исключения. Поэтому для выбора действительно достойного сварочного аппарата лучше обратить внимание на другие косвенные признаки: наличие сервиса, каталогов, сайта, инструкций на языке страны покупки, четкость инструкции и т.п. Сертификат - это последний документ куда надо смотреть (в 90% случаев производителем все равно будет Китай, даже если написано что-либо иное). Особенно это касается российских торговых марок. Почти все российские торговые марки, присутствующие на Украине, - это таким образом «замаскированная» китайская продукция. В зависимости от того, где будет работать сварочный аппарат, нужно покупать бытовой или профессиональный инвертор. Разница между ними в продолжительности времени работы, как это уже указывалось ранее. Есть также промышленные инверторные сварочные аппараты, которые предназначены для работы продолжительное время в тяжелых условиях. Для дома достаточно сварочного инвертора с максимальным сварочным током 160 А. Но это при напряжении в сети хотя бы 210 В. Поэтому при низком сетевом напряжении лучше купить инвертор на 200 А. Практически все мировые лидеры в области сварочного производства ориентированы преимущественно на разработку и производства инверторных сварочных источников питания. Из наиболее известных производителей можно отметить итальянские Selco и Helvi, французский Gysmi, корейский Power Man, немецкий Fubag, также есть российский инверторный сварочный аппарат «Торус». Автор: Петр Николаенко, г. ДнепропетровскИсточник: Электрик №5/2016 meandr.org
Появление инверторов стало настоящим прорывом в области сварочной техники. От классических аппаратов они отличаются компактностью, малым весом, бесшумностью и возможностью получать швы высокого качества даже при минимальном опыте работы сварщика. На сегодняшний день именно инверторы считаются лучшим приобретением как для бытового, так и для профессионального применения. Однако, несмотря на все свои достоинства, даже такая техника периодически ломается.
Сварочные инверторы, в отличие от классических аппаратов, классифицируются не как электротехнические, а как электронные устройства. В них реализуется другой принцип преобразования электрического сигнала (и свои характеристики сигнал меняет несколько раз). Сначала переменный электрический ток выпрямляется с помощью полупроводников и становится постоянным. Затем для дополнительного сглаживания он пропускается через фильтр. На следующем этапе сигнал поступает в транзисторный инвертор (другое его название – модулятор) и опять преобразуется в переменный токс частотой порядка 100 кГц. После этого он проходит через трансформатор, понижающий напряжение и повышающий силу тока. Далее сигнал поступает в высокочастотный фильтр и на последнем этапе – в выпрямитель.
Применение высокочастотных преобразователей позволило снизить вес и размеры сварочных аппаратов. Электронная «начинка» дает возможность с высокой точностью регулировать и поддерживать на необходимом уровне параметры электрической дуги. Основными элементами инверторов являются диодные мосты, транзисторы (MOSFET или IGBT) и платы управления. Они делают конструкцию устройств достаточно сложной, но удобной в использовании. Для поддержания высоких эксплуатационных качеств аппаратов используются электронные системы управления и контроля работы мощных транзисторов, параметров питающей сети и выходного тока.
Все поломки сварочных инверторов могут возникать по трем причинам:
Можно выделить несколько наиболее часто встречающихся видов поломок инверторных сварочных аппаратов:
Инверторы обоснованно считаются надежной и функциональной сварочной техникой, но несколько слабых мест у них все же есть. Одним из них можно назвать их электронные компоненты. Они делают аппараты чрезвычайно удобными и эффективными, но одновременно уязвимыми перед водой и строительной пылью. Для обеспечения длительного срока службы, инверторные устройства необходимо оберегать от влаги и пыли.
Вторым слабым местом аппаратов являются охлаждающие вентиляторы. В случае их поломок инверторы будут перегреваться с последующим возможным выходом из строя.
vistek-weld.ru Рекомендуем приобрести: Установки для автоматической сварки продольных швов обечаек - в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации. Сварочные экраны и защитные шторки - в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России! Для понимания принципов построения сварочного источника инвертора необходимо немного затронуть процессы возникновения горения сварочной дуги. Начнем с вольтамперной характеристики дуги (в дальнейшем ВАХ). На рис.1 показана ВАХ дуги в общем виде. Как видим при малых токах, примерно до 80А характеристика дуги имеет падающий вид, или если на пальцах - при возростании тока напряжение дуги падает. Это очень интересное свойство душ которое можно и нужно ислользовать! Исходя из приведенного графика можно сделать однозначный вывод - чем выше напряжение, приложенное к искровому промежутку, тем легче процесс возникновения дуги, дуга загорится при токе намного меньше, чем если мы будем пытаться её зажечь на прямолинейном участке ВАХ! Именно с целью облегчения зажигания дуги применяются осцилляторы и различные устройства повышающие выходное напряжение сварочных аппаратов. Стандартное напряжение холостого хода (XX) для инверторных сварочных аппаратов колеблется от 70В до 95В, и зависит только от конструкции вольтодобавки. Основной источник обычно имеет пологопадающую характеристику с крутопадающим хвостовым участком, ограничивающим максимальный ток короткого замыкания (КЗ). Приблизительный график ВАХ сварочного инвертора должен иметь вид, как на рис. 2. Как видим высокое выходное напряжение XX обеспечивает стабильный поджиг и поддерживание устойчивого горения дуги на всех режимах работы. При такой ВАХ сварочного инвертора, легко поджигаются и устойчиво горят электроды всех марок, в том числе электроды для сварки нержавеющих сталей, цветных металлов и чугуна. На рис. 2 показан приблизительный график ВАХ, и реальная ВАХ может значительно отличаться, но в идеале нужно стремиться именно к получению похожей выходной характеристики сварочного аппарата. Мы рассмотрели только участок ВАХ дуги для токов менее 100А, но именно от того, насколько характеристика источника на этом участке будет похожа на характеристику дуги, зависит устойчивость дуги, и как следствие качество сварного шва. Вот мы и сформулировали первое требование к сварочному инвертору - крутопадающая ВАХ. Это обязательное условие, если оно не будет выполнено, то у нас врядли получится сварочный аппарат с достойными параметрами. Рассмотрим следующий участок ВАХ дуги, который начинается после 80А, и продолжается примерно до 800А. На этом участке ВАХ, дуга является стабилизатором напряжения, именно этот участок является наиболее подходящим для переноса расплавленного металла от электрода к свариваемому изделию. Напряжение в дуге на этом участке не зависит от приложенного тока, а зависит только от длины дуги. Uд=a+b*L где Uд - напряжение дуги, В;а - постоянный коэфициент, выражающий сумму падений напряжения на катоде и аноде дуги, не зависящий от длины дуги, В;b - среднее падение напряжения на единицу длинны дуги, В/мм;L - длина дуги, мм. Для стальных электродов можно в среднем принять а=10В и b=2В/мм. Тогда напряжение дуги длинной L=4mm составит: U= 10+2*4=18В. При атмосферном давлении, дуга при сварке металлическим электродом горит устойчиво при напряжении 18 - 28В. Это и будет следующее требование к нашему источнику. Во всём рабочем диапазоне, от 1=80А до Imax, напряжение не должно быть меньше 18В, а для стабильной работы не менее 22-24В! А теперь рассмотрим третий, хвостовой участок ВАХ сварочного инвертора. Этот отрезок кривой очень важен для стабильного горения дуги, для ограничения тока КЗ, для ограничения мощности инвертора, для безопасной работы силовых ключей! В разных конструкциях преобразователей он формируется различными способами, и как следствие, имеет разный наклон. В инверторах с ШИМ, ограничение максимального тока силовых ключей организовано через ОС, в качестве датчика может применяться токовый трансформатор. При достижении граничного тока, импульс с токового трансформатора поступает на вход ограничения тока в блок управления, и прерывает управляющий импульс, поступающий на силовые ключи. На осциллограмме это выглядит, как сужение управляющего импульса. И чем больше нагрузка, тем короче становится импульс управления. Напряжение на выходе начинает понижаться, хотя ток растёт. Крутизна этого участка зависит от времени запаздывания реакции контроллера на изменение нагрузки. Для резонансных инверторов, этот участок ВАХ имеет более пологий наклон, его величина зависит только от добротности резонансной LC цепочки, и чем она выше, тем более крутой этот угол. Как видите, если аппарат правильно настроен, то можно обойтись без ОС по току! Ограничение мощности будет происходить автоматически. Именно поэтому считается, что резонансные преобразователи не боятся режима КЗ! И это правда! Вот сформировалось и третье основное требование - ограничение максимального тока силовых ключей! Это самое важное требование! Эти три условия должны быть выполнены в обязательном порядке!. Все остальные требования к сварочному источнику не столь важны. Необходимо о них рассказать. Это:а) безопасность, сварщик должен быть уверен, что не попадёт под действие напряжения опасного для жизни;б) наличие защиты от режима длительного КЗ;в) наличие защиты от перегрева силовых частей аппарата;г) защищённость от влаги и пыли;д) наличие системы поджига и стабилизации горения дуги. Источник: Назаров В.И. и др. "Сварочный инвентор. Теория и практика". Рыбинск, 2008 www.autowelding.ru 30 сентября 2015 Просмотров: 4327 Сегодня рынок сварочных аппаратов прочно удерживают сварочные инверторы. Принцип работы сварочного инвертора существенно отличается от старых аппаратов (трансформаторных). Такие агрегаты захватили рынок относительно недавно, в середине нулевых, причинами успеха стали их достоинства и резко снизившаяся цена из-за удешевления электроники. Конструкция сварочного инвертора. До появления сварочного инвертора для сварки использовали аппараты с мощными трансформаторами, которые выдавали ток до 500 А. Они были громоздкими и тяжелыми, их масса достигала 20, а иногда и 25 кг. Современные инверторы занимают мало места и весят на порядок ниже. Но для того чтобы понять принцип работы сварочного инвертора, необходимо знать принцип сварки как процесса. Схема инверторного сварочного аппарата. Как уже было сказано выше, сварочный аппарат дает на выходе большой ток. Этот ток позволяет получить электрическую дугу, которая имеет высокую температуру и плавит металл. Дуга возникает между металлической поверхностью (той, что требуется заварить) и электродом. Капли расплавленного дугой металла заливают щель свариваемых деталей. После застывания металла, которое происходит очень быстро, образуется шов, который обладает высокой прочностью. Такая дуговая сварка является основной, на ее долю приходится более 80% всех соединений. Главное в сварке — это ток, который раньше получали при помощи мощных трансформаторов, однако уже середина 70-х годов прошлого века была отмечена изобретением инверторного сварочного аппарата. Он имеет малые габариты и массу, питается от бытовой сети в 220 В (или промышленной в 380 В), а на выходе дает широкий диапазон необходимых токов. Вкратце принцип работы инвертора можно описать так: ток от сети (переменный, с частотой 50 или 60 Гц) идет на выпрямитель, где преобразуется в постоянный. Далее идет фильтр, который «сглаживает» постоянный ток. После фильтра следует инвертор, который преобразует постоянный ток в переменный высокой частоты. Далее напряжение понижается, и на выходе получается высокое значение переменного тока. Регулируя частоту, можно регулировать ток в широком диапазоне. Принцип работы сварочного аппарата. В инверторах происходит увеличение рабочих частот с 50/60 Гц до 60 — 80 кГц (при этом увеличение рабочих частот в 4 — 6 раз позволяет снизить массу и габариты устройства в 2 — 3 раза). Повышение частоты (рабочей) происходит в контуре с мощными силовыми ключевыми транзисторами. Однако для работы транзисторов, которые на выходе дают большой ток высокой частоты, следует подать постоянный ток на вход. Постоянный ток получается после прохождения переменного тока питания (от внешней сети) выпрямителя. Электрическую схему можно условно разделить на 2 части: силовую и управления. Описание начинается с силовой части. Итак, сетевой выпрямитель представляет собой мощный диодный мост, который преобразует переменный ток в постоянный. Для фильтрования применяются конденсаторы (часто электролитические). Фильтр необходим для сглаживания импульсов, которые происходят после прохождения диодного моста. При этом значение напряжения на выходе фильтра будет примерно в 1,4 раза выше входного напряжения диодного моста (т.е. на корень из 3). При этом важно знать то, что подобные схемы чувствительны к перепадам напряжения. При повышении входного напряжения более чем на 10% выходное повышается на 15%, этого достаточно, для того чтобы схема сгорела. Также важным конструктивным элементом выпрямителя является радиатор, который охлаждает диодный мост. Это связано с тем, что диоды и резисторы в диодном мосту сильно нагреваются под воздействием больших токов. Помимо радиатора, на диодный мост устанавливается и термопредохранитель, в задачи которого входит немедленное отключение питания при нагреве моста более чем на 80 — 90°С. Принципиальная электрическая схема сварочного инвертора. Перед выпрямительным узлом устанавливают фильтр ЭМС (электромагнитная совместимость), он защищает сеть от высокочастотных помех и представляет собой дроссель и связку конденсаторов. Инвертор же представляет собой сборку транзисторов (часто из 2 штук) по схеме «косой мост». Коммутация постоянного напряжения в переменное происходит переключением транзисторов, частота которых может составлять десятки или сотни килогерц. Полученный на выходе ток имеет прямоугольную форму. Защиту транзисторов от сгорания обеспечивают RC-цепи, которые называют демпфирующими. Чтобы получить высокий ток на выходе инвертора, после косого моста стоит понижающий трансформатор напряжения. За ним находится мощный силовой выпрямитель, тоже диодный мост, который преобразует переменный ток в постоянный. Именно постоянный ток на выходе генерируют инверторы. Все силовые контуры имеют охлаждение и термодатчики, которые отключают аппарат при превышении допустимого значения температуры. Чтобы обеспечить плавный запуск аппарата, используют стабилизаторы напряжения. Мягкий пуск необходим из-за того, что после зарядки конденсаторов фильтра на выходе получается большое значения тока, которое может сжечь силовые транзисторы. Для управления силовой частью используют контроллер ШИМ. Он выдает сигналы на полевой транзистор. Выходные сигналы полевого транзистора попадают на трансформатор разделительный, у которого 2 выходные обмотки. С обмоток выходные сигналы поступают на силовые ключевые диоды (из силовой части). Также для закрытия силовых транзисторов применяется «обвязка» из 2 транзисторов. Для контроля выходного силового сигнала в системе управления применяется схема с использованием операционного усилителя, который подает входной сигнал ШИМ-контроллеру. На узел операционного усилителя, помимо выходных сигналов, заводятся сигналы со всех защитных контуров, в результате чего прекращается генерация сигнала управления и схема перестает работать (отключается). Способы подключения сварочного инвертора. Инверторы имеют следующие преимущества: Стоит отметить и короткие кабели питания, т.е. нельзя использовать удлинители. Обычно кабель питания имеет длину порядка 2 метров. Это вызвано тем, что в них наводятся помехи, которые вредят работе инвертора. В результате инверторы жестко привязаны к точкам подключения. Автор:
Иван Иванов Поделись статьей: Оцените статью: Похожие статьи masterinstrumenta.ru Сварочные инверторы постепенно вытесняют традиционные сварочные аппараты с рынка бытовых и строительных услуг. Принцип работы сварочного инвертора на порядок выше производственных характеристик классических агрегатов сварного промысла. Процесс замещения идет стремительно, и, без сомнения, наступит день, когда такие аппараты полностью заменят традиционное сварочное оборудование. Конструкция сварочного инвертора. Слово «инверторный» подразумевает тип источника питания, а не методику сварки электродугового плана, как многие думают. Инверторы появились не вчера. Это произошло в 70-х годах прошлого столетия. Все эти годы устройства совершенствовались: производители начинили свою продукцию электроникой, добавили множество полезных функций. Со временем аппараты стали более надежными, что не отразилось на цене — напротив, она заметно снизилась. Устройство сварочного инвертора включает два преобразователя энергетического потока, работающих на основе электричества повышенной интенсивности и управляемых микропроцессором с электронной начинкой. Принципиальная схема сварочного инвертора. В процессе работы сварной агрегат преобразует поступающий постоянный ток в силу переменного тока более высокой частоты. Процесс преобразования называют «инвертированием». В его основе — ступенчатое увеличение энергии тока до максимального при выходе. Принцип работы инвертора подразумевает несколько ступеней: Основное техрешение инверторного сварочного аппарата — высокая частота тока. Именно благодаря ей достигается колоссальное преимущество работы с инвертором по сравнению с традиционными ресурсами питания сварной дуги. Для примера принципа работы можно взять сварочный агрегат мощностью в 160 А, которого достаточно для работы на электроде 4 мм. Если придется включать его в сеть на даче или в гараже, то лучше проверить напряжение сети, рассчитанной на 220 В. При заниженном напряжении возможно залипание электрода. Если напряжение в сети слишком низкое, то система может не запуститься. В этом случае придется брать другой сварочный инвертор большей мощности или приспосабливаться варить более тонким электродом. Вернуться к оглавлению Блок-схема полумостового инвертора. Для сварки инвертором под рукой надо иметь: Этапы сварного дела со сварочным инвертором: Чтобы шов получился красивым, правильным и прочным, нужно при работе этот шов хорошо видеть, не загораживать его электродом. Вернуться к оглавлению Важное достоинство инвертора — его легкость. При довольно высокой мощности дуги вес аппарата редко достигает 10 кг, а средний его вес — 5 кг. Работать с инвертором удобно из-за высокого КПД, доходящего почти до 100%. Способы подключения сварочного инвертора. Еще одно удобство использования инвертора — в низком потреблении энергии. Аппарат работает на вдвое заниженном количестве энергии по сравнению с традиционными сварочными агрегатами. Инверторный аппарат удачно сочетает максимальные характеристики напряжения и энергии тока, что позволяет работать при сварке в различных режимах. Удобство работы заключается еще и в том, что, в отличие от обычного трансформатора, у инвертора постоянно контролируется процесс происходящего электронным микропроцессором, который подстраивает электрические параметры под нужный режим сварочной работы. Принцип работы инвертора таков, что недостатков в его использовании нет. Конечно, как и прочие приборы, они нередко выходят из строя. Основная неисправность — поломка микропроцессора, что происходит из-за халатного отношения к аппарату в плане хранения и неправильной эксплуатации. Если следовать правилам работы с агрегатом, то инвертор станет незаменимым помощником и дома, и на производстве. Он будет отлично работать, не ломаясь, до тех пор, пока не будет разработан и предложен покупателю более современный и совершенный по техническим характеристикам агрегат. expertsvarki.ru Без сварочного инвертора сегодня вряд ли обойдется производство, строительство или быт, поскольку при соединительных работах различной степени сложности помогает присутствие сварочного аппарата. Под обличием сварочного инвертора скрываются инверторные преобразователи напряжения на широкий диапазон мощностей, от единиц ватт до десятков киловатт. Принцип работы сварочного инвертора позволяет понять его устройство и другие важные моменты, а поэтому считаем необходимым подробный обзор данного приспособления. Особенность сварочного инвертора заключается в возможности его работы на статическую нагрузку. За минувшие несколько десятилетий инверторные преобразователи токов стали использоваться в условиях построения электросварочных аппаратов, конструкция которых располагает нагрузкой в виде электрической дуги. Но обо всем по порядку. Принцип работы любого сварочного аппарата построен на преобразовании переменного тока напряжением 220В или 380В с частотой 50 Гц в постоянный рабочий параметр с соответствующими характеристиками по напряжению холостого хода, рабочему параметру, а также подающей вольтамперной характеристике. Однако принцип работы рассматриваемого сварочного инвертора отличается от сварочных выпрямителей, которые основаны на диодно мостовых схемах сварочных выпрямителей. В том случае, если на обыкновенных выпрямителях производится однократное выпрямление переменного рабочего параметра после понижающего трансформатора, то в случае с использованием сварочного инвертора применяется многократное преобразование по напряжению, частоте, а также выпрямлению. Разумеется, что качественные технические параметры выпрямленного тока производятся выше. Принцип работы рассматриваемого сварочного аппарата разбирается на основании работы последовательного инвертора. На рисунке находится изображение структурной схемы. Глядя на изображение схемы, можно понять, что нагрузочные сопротивления, а также коммутационные элементы (ёмкостные, индукционные) включаются в последовательную цепь. Управляющий модуль строится на работе 2 тиристоров. Преобразованием переменного сварочного тока занимается первичный сетевой выпрямитель, после чего постоянный ток проходит на фильтр, при этом показатель напряжения остается неизменным. Постоянный рабочий параметр сглаживается посредством сетевого фильтра, после чего производится его подача на частотный преобразователь для последующего преобразования в переменный высокочастотный параметр. Частота сварочного тока может достигать пределов 50-100 кГц. Высокочастотный параметр подается на импульсный трансформатор, после чего сварочный трансформатор производит понижение рабочего параметра высокой частоты до предела напряжения холостого сварочного тока. Выпрямление высокочастотного рабочего параметра сварки производится на выходе рассматриваемого устройства во вторичном выпрямляющем блоке. Силовой выпрямительный блок располагает сглаживающими ёмкостными фильтрами для последующего улучшения качественных показателей выпрямителей тока. В свою очередь, управляющий модуль производит контроль, а также изменение характеристик работы рассматриваемого инверторного аппарата. Принцип работы практически любого сварочного инвертора, в том числе и преобразователя, заключается в области применения импульсного резонанса. Данное направление является новым в области электротехники, с появлением которого стало возможным уменьшение габаритов громоздких сварочных устройств, функционирование которых основано на классической электротехнике. Нужно заметить, что любое оборудование, основанное на принципиальные инверторные преобразования рабочего параметра, остается на порядок дороже выпрямителей, а также силовых трансформаторов. Сложные принципиальные схемы управления и преобразования позволяют снизить их надежность, а все остальные преимущественные стороны работы инверторов могут поспорить с соединительными работами во многих отраслях. Рисунок состоит из трех основных блоков: Разные решения модульного блока, который имеют принципиальные схемы инвертора, становятся доступными для понимания благодаря всматриванию в предоставленные схемы. Двухполярные импульсы в мостовом типе образуются за счет парной эксплуатации ключевых транзисторов (VT1-VT3; VT2-VT4), сквозь которые проходит половина тока от моста. Разумеется, показатель напряжения будет составлять половину от ёмкости «С». В этом случае полумостовой модуль снаряжен емкостным делителем на транзисторах, а также в первичной обмотке будет составлять 0,5 от значения на входе устройства. В результате этого при питании от выпрямителя на входе установки напряжение будет составлять 150В. Рисунок данной схемы при значительных рабочих токах используются мощные транзисторы. Потребление рабочего параметра сети повышено, если производить сравнение с полным мостом. На изображение данной схемы ключевые транзисторы VT1-VT2 функционируют одновременно на отпирании, а также запирание. Показатель напряжение в транзисторах не достигает 0,5 напряжения на входе. При закрытии транзисторов энергия поглощается конденсатором «С», расположенным на входе посредством диодов VD1-VD2. Однако среди недостатков «косого полумоста» стоит выделить особым образом подмагничивание стержня трансформатора путем использования составляющей константы рабочего параметра на выходе. Принципиальные схемы устройства и работы аппарата инверторного типа дают возможность максимально качественно понять, каким образом функционируют данные полезные установки. goodsvarka.ru Подача стабильного сетевого питания в городах и сельской местности кардинально отличается. Использование современной бытовой техники с её высоким энергопотреблением поставило сёла и дачные посёлки в условия работы аппаратуры при пониженных напряжениях в сети общего пользования. Любое строительство предполагает использование соединения металлов, поэтому сварочные инверторы, работающие при низких напряжениях сети, всегда будут востребованны вдали от городов. Мы рассмотрим модели инверторных аппаратов, работающих в этих условиях, и способы обеспечения их оптимальных характеристик. Принцип действия инвертора основан на преобразовании входного переменного тока частотой 50 Гц и напряжением 220/380 V в выходной ток повышенной мощности. Он и обеспечивает дугу короткого замыкания, в результате действия которой и достигается расплавление металла в месте соединения деталей. Оборудованием, которым достигается стабильное воздействие дуги, и является сварочный аппарат. В случае пониженных входных характеристик он действует как сварочный инвертор, работающий при низких напряжениях питающих сетей. Эти агрегаты ничем не отличаются от обычных, кроме схемотехнических решений и используемых полупроводниковых элементов. Аппараты для низкого напряжения отличаются малым влиянием входных параметров на процесс, обусловленный сваркой деталей. Это происходит за счёт того, что действует встроенный стабилизатор напряжения для сварочного инвертора, который сглаживает скачки. Любой инвертор использует напряжение на выходе для преобразования в мощный сварочный ток с целью сплавления металлов в одно целое по составу и прочностным характеристикам. Эти агрегаты состоят из следующих блоков: Колебания показателей в электросетях общего пользования могут быть от 150 В до 270 В, при номинальном питании 220 В. Это происходит за счёт перекоса нагрузки между фазами и устаревшим оборудованием, в котором отсутствует возможность регулирования стабильных параметров в сети. Такое положение характерно для сельской местности и имеет, к сожалению, повсеместный характер. Чтобы обеспечить работу сварочного инвертора в таких условиях, необходимы следующие обстоятельства: Стабилизатор входного напряжения должен обеспечивать потребляемую мощность в пределах от 5 кВт до 9.8 кВт и работать в широком диапазоне скачков питающих переменных токов. Нужно отметить, что большие габариты, вес и высокая цена не делают эту аппаратуру особо популярной. Поэтому наиболее востребованными являются встроенные в инвертор стабилизаторы питающих показателей, которые дают возможность уменьшить сетевую нестабильность путём подбора полупроводниковых элементов и режимов их работы. В модельном ряду многих производителей нет такого аппарата, который не мог бы работать хотя бы в пределах от 190 до 230 В, а некоторые агрегаты, рассчитанные на российский рынок, работают в гораздо более широком диапазоне входных показателей. Поскольку стабилизаторы для инвертора слишком дороги, следует сосредоточиться при выборе аппарата на схемотехнических решениях и качественной элементной базе. Необходимо убедиться в наличии осциллятора, а также в стабильности напряжения холостого хода при скачках в сети. На рынке инверторов присутствуют немецкие, итальянские, китайские и российские аппараты, которые могут устойчиво выполнять свои функции как при повышении, так и при понижении параметров сети. Мы рассмотрим некоторые модели бюджетной и средней ценовой категории, которым присущи следующие качества: Инверторный аппарат Fubag IR 200 позволяет вести работу с электродами от 1.6 мм до 5 мм, позволяет варить при входном напряжении 150 В. Регулировка тока — от 5 А до 200 А, температура окружающей среды — от -10 оС до +40 оС, обладает горячим стартом и обеспечивает ровную стабильную дугу короткого замыкания. Сварочный аппарат Сварог ARC 160 стабильно работает от 160 В до 245 В входного электропитания с устойчивым розжигом дуги и номинальным током от 20 А до 160 А. Поддерживает режим сварки вольфрамовым электродом в защитной среде, но имеет малый ПВ — 40 %. Работает при пониженном значении сети также инвертор Интерскол ИСА 160, выдавая устойчивые показатели по току от 20 А до 160 А. Продолжительность работы при максимальном токе ПВ 100 %, есть функции горячего старта, антиприлипания и форсажа дуги. Пользуется спросом, благодаря своей стабильности, удобству работы и неприхотливости. Инвертор Aurora PRO Inter 200 продолжает работать даже при падении до 140 В, имеет многоуровневую защиту и выдаёт сварочный ток от 20 А до 200 А. Возможно использование 5 мм электродов на максимальном токе, его ПВ равен 60 %, а характерной особенностью является возможность подключения сетевого удлинителя длиной до 100 м при сечении провода не менее 2.5 мм2. Все эти приборы обладают классом защиты IP 21, весом не более 8 кг и относительно небольшой потребляемой мощностью. Конечно, при напряжении в сети ниже 180 В рассчитывать на сварку электродом в 5 мм не приходится, но электродом 3 мм можно работать и при 150 В. Мы рассмотрели работу сварочных инверторов при низком напряжении в электрической сети. Можно выбрать дорогостоящий стабилизатор, а можно подобрать сварочный аппарат с оптимальными характеристиками, выбор за вами, и он зависит от вида работ и финансовых возможностей. Сергей Одинцов electrod.biz Для работы сварочного инвертора требуется напряжение электрической сети, не сильно отличающееся от 220 В. Дело в том, что в случае его снижения до 200 В и ниже прибор попросту отключится. Кроме того, напряжение будет проседать и в сам момент сварки, что сделает невозможным проведение работ. Для проведения сварки рекомендуется приобрести стабилизатор, предназначенный для сварочного аппарата. Он должен иметь: Как показывает практика, наиболее подходящими в таком случае являются электромеханические модели. Дело в том, что, несмотря на невысокое быстродействие, такие устройства не создают разрыва фазы в момент регулировки. Именно эта особенность является ключевой для различных электронных компонентов инверторов. Стабилизаторы релейного типа создают весьма продолжительный разрыв фазы, а это отрицательно сказывается на работе сварочного оборудования. Для бытового инвертора малой мощности можно выбрать прибор, мощность которого составляет 3 кВт и более (в случае если не планируется сварка на максимальных токах). Если предполагается задействование в работе мощного сварочного инвертора в сетях с пониженным напряжением, то лучше отдать предпочтение моделям на 10 кВт. Узнать больше: Мы предлагаем приобрести стабилизаторы напряжения, цены Вас удивят! www.stabilizators.ru Наверное, очень многим знакома ситуация, когда при сварке металла бытовым аппаратом электрод «залипает», и не образуется сварочная дуга. Это происходит по причине недостаточного напряжения в сети, ведь варить электродом диаметром 3 мм можно только при напряжении не менее 200 В, а 2 мм – 180 В. Но иногда при замере напряжения в розетке можно обнаружить и гораздо более низкие показатели – до 160-150 В. Проблема низкого напряжения в сети во многих населенных пунктах может быть связана с различными причинами: Решить эти проблемы иногда можно обращением организацию, поставляющую электроэнергию, с просьбой переключить вас на другую фазу или провести их регулировку, но далеко не всегда это возможно. Добиться же замены трансформатора и разводящих проводов на более мощные очень сложно. Что же делать, если не хватает напряжения в сети для сварки, а она очень нужна, например, при строительстве дома или ремонтных работах? И когда переход на меньший диаметр электрода не решает проблемы или невозможен? Из сложившегося положения есть несколько вариантов выхода. Во-первых, можно приобрести бензиновый или дизельный генератор, к которому подключить сварочный инвертор, для которого не хватает напряжения. Этот вариант довольно дорогостоящий, ведь генератор нужен очень большой мощности, которой должно хватить для сварки. В противном случае, есть большой риск вывести из строя дорогостоящий генератор, при постоянной пиковой его нагрузке. Во-вторых, можно приобрести стабилизатор напряжения для сварочного инвертора. Этот прибор поможет выровнять как пониженное, так и повышенное напряжение для обеспечения нормального процесса сваривания и предохранения инвертора от выхода из строя. Большинство инверторов способны работать в диапазоне напряжений +/- 30% от номинального, то есть, 160-280 В, чего вполне хватает в большинстве случаев. Но даже если у вас напряжение 140-150 В, есть возможность использовать стабилизатор после установки повышающего трансформатора. Последний будет поднимать напряжение на заданную фиксированную величину, а стабилизатор выровняет его до нужных параметров. Популярное среди «народных умельцев» решение по установке одного лишь трансформатора без стабилизатора категорически не рекомендуется. Это связано с тем, что падение напряжения в сети может быть временным явлением, а после исправления неполадок оно может внезапно вернуться к нормальному. В этом случае, трансформатор все равно будет повышать напряжение, в результате чего оно может достигнуть даже 300 В. Это приводит не только к повреждению бытовых приборов, но и выгоранию тонкой старой проводки, возникновению пожаров и пр. Если же вы установите стабилизатор после трансформатора, то он выровняет возросшее напряжение или отключит систему, если не сможет справиться со слишком большим скачком. Поэтому стоит задуматься о покупке не только стабилизатора напряжения для сварочного инвертора, но и большого стабилизатора для установки на всю бытовую сеть. Такое решение, хотя и будет существенно дороже, но поможет избавиться от проблем со скачками напряжения навсегда, сохранит вашу технику и продлит срок ее службы, а также может уберечь ваш дом от пожара. welding-gear.ru www.samsvar.ruДостоинства, недостатки и принцип работы сварочного инвертора. Напряжение сварочного инвертора на выходе
Особенности сварочных инверторов — Меандр — занимательная электроника
 Можно вспомнить проста неподъемные сварочные трансформаторы и выпрямители, выпускавшиеся ранее. При прочих равных вес сварочного инвертора на порядок меньше, чем у любого другого сварочного аппарата, а это заметно повышает производительность сварки.
Можно вспомнить проста неподъемные сварочные трансформаторы и выпрямители, выпускавшиеся ранее. При прочих равных вес сварочного инвертора на порядок меньше, чем у любого другого сварочного аппарата, а это заметно повышает производительность сварки.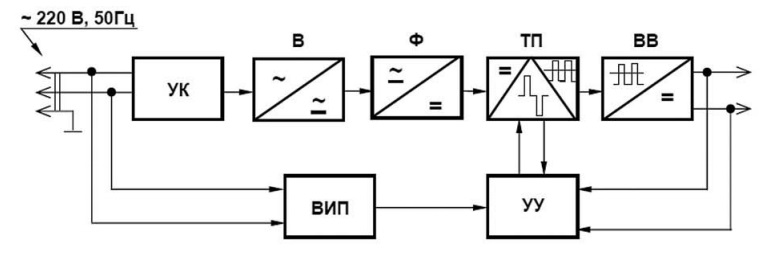

Неисправность Причина неисправности Методы устранения Нестабильное горение дуги или сильное разбрызгивание металла при сварке Неправильно подобран сварочный ток. Сила тока должна соответствовать рекомендуемым значениям, указанным на пачке электродов или 25-40 А на 1 мм диаметра электрода Установите силу тока соответствующую диаметру электрода Постоянное прилипание электрода, при правильном выборе силы сварочного тока Низкое напряжение питающей сети, напряжение должно соответствовать 220 В ±15% Приобрести стабилизатор напряжения мощностью не менее 3 кВт Не зажаты кабельные вставки в панельных гнездах Зажмите их поворотом по часовой стрелке Сечение провода питающей сети менее 2,5 мм2 Используйте провод сечением не менее 2,5 мм2 Подгорание контактов в соединениях питающей сети Устраните причину подгорания контактов Чрезмерно длинный удлинитель - более 40 м В данном случае лучше применять провод сечением не менее 4 мм2. Сварки нет, хотя сварочный инвертор включен, индикатор сети горит Нет контакта или плохой контакт зажима «массы» и детали Восстановите контакт Обрыв сварочных кабелей Восстановите целостность сварочных кабелей. Отключение напряжения при сварке Автоматический выключатель питающей сети неисправен или не соответствует номиналу по току (менее 25 А) Поменяйте автоматический выключатель Загорается индикатор перегрева при сварке Превышен параметр «продолжительности нагрузки». Индикатор перегрева включается при нагреве свыше 80°С Прекратите сварку и дайте аппарату остыть до отключения индикатора Возможно, Вам это будет интересно:
Основные причины и виды поломок сварочных инверторов
Принцип работы и основные составные части сварочных инверторов
 Компактный сварочный инвертор
Полупроводниковые приборы стали применяться в электронных устройствах еще в 60-х годах ХХ века. Немногим позднее был разработан и опробован на практике тиристорный импульсный преобразователь напряжения, предназначенный для проведения сварочных работ. По сути, он и являлся первым сварочным инвертором.
Компактный сварочный инвертор
Полупроводниковые приборы стали применяться в электронных устройствах еще в 60-х годах ХХ века. Немногим позднее был разработан и опробован на практике тиристорный импульсный преобразователь напряжения, предназначенный для проведения сварочных работ. По сути, он и являлся первым сварочным инвертором.
Почему ломаются инверторы?
 Электронная «начинка» сварочного инвертора
Электронная «начинка» сварочного инвертора Основные виды поломок сварочных инверторов
 Ремонт сварочного инвертора
Ремонт сварочного инвертора Заключение
Немного теории и основные требования к сварочному инвертору
Принцип работы сварочного инвертора и его устройство (видео)

Что такое инвертор

Подробное описание работы


Достоинства инверторов

Недостатки инверторов
 Загрузка...
Загрузка... что необходимо знать о сварочных аппаратах (видео)

Инвертор: устройство и принцип действия

Работа с инвертором: оборудование и этапы сварки

Преимущества работы со сварочным инвертором

Принцип работы сварочного инвертора: что полезно знать?
Ближе к сути
Принцип работы (рис. 1)

Структурная схема
Двухконтактный модуль (мостовая схема — рис. 2)

Двухконтактный модуль (полумостовая схема – рис. 3)

Инверторный модуль (косой полумост — 4)

Стабилизатор напряжения для сварочного инвертора
Сварочный инвертор для пониженного напряжения
Принцип работы сварочного инвертора
Обеспечение эффективной работы инвертора
Рекомендуемые инверторы для работы при пониженном электропитании
Итоги
Можно ли пользоваться сваркой через стабилизатор напряжения?
Особенности выбора стабилизатора
Не хватает напряжения для сварочного аппарата

интернет-магазин светодиодного освещения
Пн - Вс с 10:30 до 20:00
Санкт-Петербург, просп. Энгельса, 138, корп. 1, тк ''Стройдвор''









Поделиться с друзьями: