Сварочный аппарат является неотъемлемым инструментом при проведении монтажных работ, где задействован металлопрофиль. На смену тяжелым трансформаторным пришли инверторные сварочники. Они имеют небольшой вес и более мобильны, поэтому полюбились многим мастерам. Во время эксплуатации могут происходить типичные и нетипичные поломки, поэтому важно знать, можно ли провести ремонт сварочного инвертора своими руками. Что для этого нужно и как проходит процесс устранения неполадок, будет рассмотрено в этой статье. Инверторный сварочный аппарат получил свое название в силу того, какие в схеме происходят преобразования. Сетевой ток, который поступает в него имеет частоту в 50 Гц, это означает, что импульс изменяется 50 раз в секунду. На выходе из инверторного сварочника частота тока близка к постоянному, т. е. происходит процесс выравнивания. Чтобы добиться этого применяется несколько модулей, которые собраны в одну или несколько схем. На входе находится первичный блок, который производит выравнивание, он состоит из диодного моста. После предварительного выпрямителя ток попадает на блок инвертора. Здесь в дело вступают транзисторные ключи, он обеспечивают преобразование постоянного тока в высокочастотный, максимальное его значение достигает 100 кГц. Высокочастотный ток поступает из транзисторной сборки на трансформатор. В этом блоке монтируется высокочастотный трансформатор, который понижает напряжение. При этом производится повышение силы тока, что важно для нормального горения электрода. В отдельных моделях инверторный сварочных аппаратов сила тока на выходе может достигать 300 ампер. Заключающим модулем является еще один выпрямительный модуль, после которого ток уходит к электродам. Этот модуль также собран на диодном мосте. При этом используются полупроводники большой мощности. Кроме основных элементов, есть и дополнительные, например, вся электроника нуждается в постоянном охлаждении, поэтому предусмотрен высокооборотистый вентилятор, который обеспечивает воздухообмен. Львиная доля поломок инверторных сварочных аппаратов приходится на неправильную их эксплуатацию. В некоторых случаях инверторный сварочный аппарат может храниться в ненадлежащем помещении, где есть повышенная влажность. Если она попадает на электронику, то это приведет к замыканию компонентов и выходу их из строя. Также не стоит использовать сварочный инверторный аппарат во время дождя или сразу после него. Каждый инверторный сварочный аппарат рассчитан на номинальную нагрузку и ее превышение может привести к выходу из строя силовых модулей. Такая причина может, например, крыться в обработке металла большой толщины высокими токами. Это приведет к перегреву и прогоранию транзисторных сборок или других элементов. Большинство инверторных сварочных аппаратов отлично справляются с пониженным напряжением, но в некоторых случаях оно может стать причиной выхода из строя одного из модулей. Стоит помнить, что при пониженном напряжении мощность инверторного агрегата также падает, что понижает его КПД, т. к. часть мощностей расходуется на повышение тока на выходе. В некоторых случаях причиной поломки может стать некачественное закрепление рабочего или подводящего кабеля. Если контакт ненадежный, тогда в этих узлах возникает перегрев, из-за которого также возможно возникновение замыкания. Недостаточное охлаждение в силу выхода из строя вентилятора или прикрытия вентиляционных отверстий также приводит к выходу из строя схемы. Обратите внимание! Агрегаты могут выходить из строя снова после того, как был произведен ремонт сварочных инверторов. Это связано с применением некачественных комплектующих. Их всегда стоит заказывать у проверенных продавцов, которые занимаются оптовыми поставками. Существует ряд неисправностей, с которыми сталкиваются при работе с инверторным сварочным аппаратом. Они устраняются довольно просто, поэтому на них стоит остановиться подробнее. Неустойчивость дуги у инверторного сварочного аппарат может проявляться в разбрызгивании металла или прожигании обрабатываемой поверхности. Причиной тому является неверный подбор силы тока на выходе для толщины конкретного металла и электрода. Некоторые производители электродов указывают на упаковках, какой ток может быть применен для конкретного электрода. Подходящее значение можно выбрать экспериментальным путем, просто покрутив ручку в меньшую сторону. Если есть уверенность в правильности показаний тока на выходном дисплее инверторного сварочного аппарата, тогда можно воспользоваться таблицей, которая приведена ниже. В некоторых случаях может наблюдаться частое прилипание электрода к заготовке. Такое явление обычно наблюдается у новичков, которые не имеют достаточного опыта работы с инверторным сварочным аппаратом. Но есть и другая причина такого процесса, она заключается в пониженном напряжении на входе. При этом агрегат не способе выдать требуемую силу тока для конкретного электрода, он разогревается и просто прилипает, а дуга даже не начинает горение. Также стоит проверить надежность подключения рабочих кабелей. В некоторых случаях плохой контакт может стать причиной прилипания электрода к поверхности заготовки. Устранить недостаток можно чисткой байонетных креплений рабочих кабелей. Для этого можно воспользоваться растворителем или мелкой наждачной бумагой. Важно проверить удлинитель, которым сварочный агрегат подключен к сети питания. Если сечение проводника заужено, то оно может быть причиной падения напряжения. Выявить это можно по нагреву кабеля. Обычно для таких целей подбирается удлинитель с сечением кабеля не меньше 2,5 мм2. Также стоит помнить, что при длине свыше 30 метров на проводниках наблюдаются потери, поэтому необходимо либо большее сечение, либо меньшая длина. Еще одной причиной прилипания электрода является качество и подготовка заготовок для сваривания. Если на них есть большое количество ржавчины, тогда перед работой ее лучше счистить шлифовальной машинкой. Ниже приведена таблица, которая позволит подобрать сечение провода и номинал автомата для конкретной силы тока сварочника. Проблема может проявляться в том, что питание в сети есть, а тока на выходе из инверторного агрегата нет, хотя все сигнальные огни могут светиться. В этом случае стоит обратить внимание на состояние агрегата. Если на панели управления загорелась лампочка рядом с пиктограммой термометра, тогда аппарат просто перегрелся. Поэтому стоит выждать время, пока вентилятор достаточно охладит внутренние компоненты. Важно внимательно осмотреть рабочие кабеля, если на них есть следы перебития или сильного изгиба, то такую проблему сразу стоит локализовать, заменив кабель или вырезав поврежденную часть. Другой неприятной неисправностью, которая может возникнуть во время ответственного процесса, является произвольное выключение сварочного агрегата. Проблема может заключаться не в самом сварочном аппарате, а в автоматическом выключателе, который установлен в сети питания. При превышении допустимой силы тока при потреблении он срабатывает, прекращая подачу. В некоторых случаях из строя может выйти предохранитель самого сварочного агрегата. Это происходит из-за резких всплесков в сети питания. Жучок можно поставить, если задача срочная, но лучше заменить предохранитель на новый. Внезапное отключение может произойти и после продолжительной работы. Это может говорить о несоблюдении режима сварка-отдых. Если это так, то срабатывает температурный датчик, который просто прекращает подачу в силу перегрева. Насильно работу продолжить не удастся, поэтому потребуется выждать период остывания. Есть и другие поломки, которые не имеют внешних проявления. Для их выявления есть общий алгоритм, которого следует придерживаться. Первым делом сварочный агрегат осматривается визуально. Выявляются повреждения корпуса, а также следы прогаров, которые могут возникнуть при коротком замыкании. Далее зажимаются все разъемные соединения и проверяются регуляторы и выключатели. Инспектируется предохранитель сварочного агрегата. Он не всегда имеет вид прозрачной колбы с нитью. Если проблема не была устранена, тогда потребуется дальнейший осмотр после разборки. Металлический корпус демонтируется, чтобы был доступ к внутренним компонентам. Их также необходимо осмотреть визуально. Неисправные элементы, обычно, сразу бросаются в глаза. Это могут быть вспухшие конденсаторы или расплавившиеся элементы. Стоит обратить внимание на потемнения, которые есть на плате. В некоторых случаях элемент внешне может выглядеть нормально, но на самом деле быть неисправным. Далее проверяется наличие напряжений, которые должны быть на схеме. Проверяется наличие напряжение на входе и после каждого блока. Для этого понадобится качественный мультиметр, который способен выдерживать большие токи. Когда выявлен виновный блок, необходимо произвести прозвонку и замеры каждого отдельного элемента, чтобы вычислить виновника. В этом отношении самым доступным и простым может оказаться ремонт сварочного инвертора Ресанта. На сварочники фирмы Ресанта 220 и другие есть много схем в свободном доступе, по которым можно определиться со строением. Несколько видео о ремонте инверторного агрегата можно посмотреть ниже. Самостоятельный ремонт инверторного сварочного аппарат подразумевает наличие основных знаний по схемотехнике, электронике и законами физики. В противном случае будет сложно разобраться с основными компонентами и причинами их выхода из строя. В большинстве случаев выход из строя каких-либо компонентов инверторного сварочника обусловлен неисправностью других компонентов, которые явно не проявляют недостатков. bouw.ru Сварочные инверторы всё более уверенно занимают нишу производственного сварочного оборудования, приходя на смену традиционной трансформаторной технике. В том, что этот тренд носит глобальный характер, сомневаться не приходится. Инверторное оборудование объективно успешней справляется со стоящими перед ним задачами. Превосходство сварочных инверторов над классическими преобразователями трансформаторного типа просматривается как в технологическом, так и в экономическом аспекте. Если вкратце перечислить преимущества, приобретаемые при внедрении инвертора, получится примерно следующее: К новым возможностям относится наличие специфических функций, среди которых hot start, anti sticking, arc force, и других, делающих процесс сварки доступным даже новичку. Есть возможность использования электродов, предназначенных для сварки, как переменным, так и постоянным током. Что касается обычно называемых недостатков, присущих данному виду оборудования, то в первую очередь, речь идёт о сравнительно высокой цене этих приборов. По этому поводу можно сказать следующее. Вспомните, как изменялись цены компьютерных и мобильных новинок буквально в течение нескольких лет. Дальнейшее совершенствование технологии и увеличение массовости производства неизбежно приведут к значительному снижению цен на сварочные инверторы. Принцип работы сварочного аппарата, построенного на основе инвертора, иллюстрирует схема. Структурная схема инвертора для сварки начинается с обозначения входящего тока и выпрямителя. Сетевое напряжение выпрямляется мостом из мощных диодов, установленных на радиаторы для рассеивания выделяющегося тепла. Форма выпрямленного напряжения, имеющая ярко выраженные пульсации, схематически изображена в квадрате схемы, соответствующем выпрямителю. Перед входом в инвертор, в общем-то, представляющем собой преобразователь напряжения, пульсации фильтруются с помощью конденсаторов большой ёмкости (на структурной схеме не показаны). При работе транзисторов выделяется большая мощность, поэтому их монтируют на массивных алюминиевых радиаторах. В свою очередь, работой транзисторов управляет высокочастотный генератор, основу которого составляет микросхема контроллера, работающего по принципу широтно-импульсного модулирования. В этой части, принципиальная схема сварочного инвертора повторяет схемы импульсных блоков питания, используемых в радиоэлектронной аппаратуре с прошлого века. Полученные в результате инвертирования высокочастотные импульсы поступают на трансформатор, где происходит снижение их амплитуды до уровня, на котором будет осуществляться сварка. Далее, трансформированное высокочастотное напряжение окончательно фильтруется конденсаторами и поступает на выходные клеммы сварочного инвертора. Частота генерируемого при работе инвертора тока достигает значения нескольких десятков килогерц. Именно высокая частота лежит в основе принципа работы аппарата инверторной сварки. Благодаря принципу высокочастотного преобразования удалось добиться снижения веса и уменьшения размеров сварочных аппаратов в несколько раз. В основном это обусловлено очень малой массой и габаритами высокочастотных трансформаторов, конденсаторов и дросселей. При вращении ручки потенциометра, устанавливается некий уровень опорного напряжения на входе логических элементов, построенных на операционных усилителях. Сигнал, поступающий по линии обратной связи с датчика тока, расположенного на выходе аппарата, сравнивается компаратором с уровнем заданного регулирующим потенциометром напряжения. При несовпадении уровней напряжения задающей цепи и сигнала датчика тока, происходит изменение амплитуды управляющего импульса, поступающего на контроллер. При этом происходит изменение скважности импульсов, генерируемых контроллером, что вызывает изменение режима переключения транзисторов и в конечном итоге, величины тока сварки. В качестве контроллера, формирующего регулируемые сигналы широтно-импульсной модуляции, обычно применяется микросхема TL494, производимая американской фирмой Texas Instruments, либо её аналоги. Приведённая структурная схема показывает только принцип работы и взаимодействия отдельных функциональных блоков. Детализованная электросхема каждого типа инверторов может иметь индивидуальные особенности. Чтобы понять, как работают инверторные сварочные аппараты в различных ситуациях, следует ознакомиться с принципом работы некоторых их функций. Эта функция призвана осуществлять форсирование дуги. В процессе работы сварщика иногда капля расплавленного электрода, не оторвавшись вовремя и не попав в сварочную ванну, зависает, уменьшая зазор. Это может грозить прилипанием электрода к детали. Принцип работы arc force заключается в кратковременном увеличении тока, который «сдувает» каплю металла. В начале работы, в процессе розжига дуги, электрод может прилипнуть к заготовке. Принцип функции anti stick состоит в том, что в этот момент происходит резкое снижение сварочного тока. После отрыва электрода режим работы аппарата возвращается к норме. Работа этой опции помогает легко зажечь электрическую дугу. Принцип данной автоматической функции прост. При разжигании дуги, в момент отрыва электрода от заготовки, происходит кратковременное увеличение значения сварочного тока, что способствует более надёжному розжигу дуги. Все функции способствуют более быстрой и надежной работе инвертора, что в итоге приводит к высокому качеству сварного шва. svaring.com Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре. Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет. Итак, в устройство инверторного сварочного аппарата входят следующие основные модули. Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр. Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора. Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления. Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания. Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту. Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений. Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля. Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр. Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата. Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов. Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео. Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода. Совет! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А. Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже. Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту. Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку. Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2). Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору. Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание. На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео. tehnika.expert
Апрель 1, 2017
Подача стабильного сетевого питания в городах и сельской местности кардинально отличается. Использование современной бытовой техники с её высоким энергопотреблением поставило сёла и дачные посёлки в условия работы аппаратуры при пониженных напряжениях в сети общего пользования. Любое строительство предполагает использование соединения металлов, поэтому сварочные инверторы, работающие при низких напряжениях сети, всегда будут востребованны вдали от городов. Мы рассмотрим модели инверторных аппаратов, работающих в этих условиях, и способы обеспечения их оптимальных характеристик. Принцип действия инвертора основан на преобразовании входного переменного тока частотой 50 Гц и напряжением 220/380 V в выходной ток повышенной мощности. Он и обеспечивает дугу короткого замыкания, в результате действия которой и достигается расплавление металла в месте соединения деталей. Оборудованием, которым достигается стабильное воздействие дуги, и является сварочный аппарат. В случае пониженных входных характеристик он действует как сварочный инвертор, работающий при низких напряжениях питающих сетей. Эти агрегаты ничем не отличаются от обычных, кроме схемотехнических решений и используемых полупроводниковых элементов. Аппараты для низкого напряжения отличаются малым влиянием входных параметров на процесс, обусловленный сваркой деталей. Это происходит за счёт того, что действует встроенный стабилизатор напряжения для сварочного инвертора, который сглаживает скачки. Любой инвертор использует напряжение на выходе для преобразования в мощный сварочный ток с целью сплавления металлов в одно целое по составу и прочностным характеристикам. Эти агрегаты состоят из следующих блоков:
Важно, что инвертор, работающий в режиме пониженного питания, особо нуждается в эффективном охлаждении, поэтому необходима периодическая очистка от пыли радиаторов охлаждения аппарата.
Колебания показателей в электросетях общего пользования могут быть от 150 В до 270 В, при номинальном питании 220 В. Это происходит за счёт перекоса нагрузки между фазами и устаревшим оборудованием, в котором отсутствует возможность регулирования стабильных параметров в сети. Такое положение характерно для сельской местности и имеет, к сожалению, повсеместный характер. Чтобы обеспечить работу сварочного инвертора в таких условиях, необходимы следующие обстоятельства: Стабилизатор входного напряжения должен обеспечивать потребляемую мощность в пределах от 5 кВт до 9.8 кВт и работать в широком диапазоне скачков питающих переменных токов. Нужно отметить, что большие габариты, вес и высокая цена не делают эту аппаратуру особо популярной. Поэтому наиболее востребованными являются встроенные в инвертор стабилизаторы питающих показателей, которые дают возможность уменьшить сетевую нестабильность путём подбора полупроводниковых элементов и режимов их работы. В модельном ряду многих производителей нет такого аппарата, который не мог бы работать хотя бы в пределах от 190 до 230 В, а некоторые агрегаты, рассчитанные на российский рынок, работают в гораздо более широком диапазоне входных показателей. Поскольку стабилизаторы для инвертора слишком дороги, следует сосредоточиться при выборе аппарата на схемотехнических решениях и качественной элементной базе. Необходимо убедиться в наличии осциллятора, а также в стабильности напряжения холостого хода при скачках в сети.
Важным является наличие в схеме полупроводниковых деталей от известных производителей и их нагрузочные параметры, такой критерий должен быть определяющим при выборе инверторного аппарата.
На рынке инверторов присутствуют немецкие, итальянские, китайские и российские аппараты, которые могут устойчиво выполнять свои функции как при повышении, так и при понижении параметров сети. Мы рассмотрим некоторые модели бюджетной и средней ценовой категории, которым присущи следующие качества: Инверторный аппарат Fubag IR 200 позволяет вести работу с электродами от 1.6 мм до 5 мм, позволяет варить при входном напряжении 150 В. Регулировка тока — от 5 А до 200 А, температура окружающей среды — от -10 оС до +40 оС, обладает горячим стартом и обеспечивает ровную стабильную дугу короткого замыкания. Сварочный аппарат Сварог ARC 160 стабильно работает от 160 В до 245 В входного электропитания с устойчивым розжигом дуги и номинальным током от 20 А до 160 А. Поддерживает режим сварки вольфрамовым электродом в защитной среде, но имеет малый ПВ — 40 %. Работает при пониженном значении сети также инвертор Интерскол ИСА 160, выдавая устойчивые показатели по току от 20 А до 160 А. Продолжительность работы при максимальном токе ПВ 100 %, есть функции горячего старта, антиприлипания и форсажа дуги. Пользуется спросом, благодаря своей стабильности, удобству работы и неприхотливости. Инвертор Aurora PRO Inter 200 продолжает работать даже при падении до 140 В, имеет многоуровневую защиту и выдаёт сварочный ток от 20 А до 200 А. Возможно использование 5 мм электродов на максимальном токе, его ПВ равен 60 %, а характерной особенностью является возможность подключения сетевого удлинителя длиной до 100 м при сечении провода не менее 2.5 мм2. Все эти приборы обладают классом защиты IP 21, весом не более 8 кг и относительно небольшой потребляемой мощностью. Конечно, при напряжении в сети ниже 180 В рассчитывать на сварку электродом в 5 мм не приходится, но электродом 3 мм можно работать и при 150 В.
Важно, что нестабильные условия заставляют инвертор работать в экстремальном режиме, поэтому перед покупкой необходимо убедиться в наличии обслуживающих ваш аппарат мастерских.
Мы рассмотрели работу сварочных инверторов при низком напряжении в электрической сети. Можно выбрать дорогостоящий стабилизатор, а можно подобрать сварочный аппарат с оптимальными характеристиками, выбор за вами, и он зависит от вида работ и финансовых возможностей. electrod.biz Сварка инверторным способом сегодня нашла широкое применение. При всей надежности инверторов нередки случаи выхода их из строя по разным причинам. В таких моментах остро встает вопрос о том, как произвести ремонт сварочного инвертора своими руками. Устройство сварочного инвертора. Сам ремонт сварочных инверторов не является большой проблемой. Для его проведения надо знать конструкцию аппарата и основные принципы ремонта оборудования такого типа. При ремонте потребуются элементарные знания основ электротехники и радиодела в части монтажа простых схем. Функциональные возможности сварочного инвертора. Инвертор представляет собой источник постоянного тока для зажигания и поддержания электрической дуги при сварке металлов. Принцип действия сварочных инверторов основан на том, что сварочный ток значительной силы получается путем высокочастотной трансформации, что позволяет значительно уменьшить габариты трансформатора, а также увеличить стабильность и регулируемость выходного тока. Весь процесс получения нужного тока включает следующие этапы: первичное выпрямление полученного из электросети тока; трансформация первичного постоянного тока в ток высокой частоты; увеличение силы тока при соответствующем уменьшении величины напряжения в высокочастотном трансформаторе; вторичное выпрямление тока выходной силы. Выпрямление тока производится с помощью диодных мостов соответствующей мощности. Изменение частоты осуществляется мощными транзисторами. Необходимая сила выходного тока обеспечивается высокочастотным трансформатором. Вернуться к оглавлению Сварочные инверторы состоят из нескольких основных блоков. Блок питания обеспечивает стабилизацию входного сигнала. Схема блока основана на многообмоточном дросселе с управлением при помощи транзисторов и накоплением энергии в конденсаторе. Кроме того, в системе управления дросселем применяются диоды. Блок питания располагается отдельно от других блоков и, как правило, отделен от них металлической перегородкой. Электрическая схема сварочного инвертора. Основой сварочного инвертора является силовой блок, который обеспечивает все преобразования от первичного тока, поступающего из блока питания, до выходного сварочного тока. Силовой блок состоит из следующих плат: первичный выпрямитель, инверторный преобразователь, высокочастотный трансформатор и вторичный выпрямитель. Первичный выпрямитель представляет собой диодный мост, на который подается электрический ток силой не более 40 А (наиболее распространено 25-32 А) напряжением 200-250 В частотой 50 Гц. Инверторный преобразователь представляет собой силовой транзистор мощностью не менее 8 кВт (при токе 32 А) с рабочим напряжением до 400 В. Сигнал с преобразователя выходит частотой до 100 кГц (чаще всего 50-55 кГц). Высокочастотный трансформатор имеет ленточные обмотки и увеличивает ток до 200-250А при напряжении во вторичной обмотке не более 40 В. Вторичный выпрямитель собирается на базе мощных диодов с рабочим током не менее 250 А на рабочее напряжение до 100 В. Предусмотрено обязательное охлаждение при помощи радиаторов, а также устанавливаются вентиляторы. Для стабилизации выходного сигнала на выходном плато установлен дроссель. Вернуться к оглавлению Сварочный инвертор в разрезе. Блок управления собран на базе задающего генератора или широкоимпульсного модулятора. Если схема собрана на основе генератора, то в его качестве используется микросхема. Помимо нее, на плато управления размещаются резонансный дроссель и резонансные конденсаторы в количестве 6 или 10 штук. Каскадная схема управления обеспечивается трансформатором. Схемы защиты обычно собраны на плато силового блока для защиты соответствующего элемента. Для защиты от перегрузок используется схема на базе микросхемы 561ЛА7. В системе защиты выпрямителей и преобразователя применяются снабберы на основе конденсаторов К78-2 и резисторов. Тепловая защита элементов силового блока обеспечивается установкой термовыключателей. Вернуться к оглавлению Большинство поломок сварочных инверторов вызвано нарушениями эксплуатации аппаратов. Частой причиной коротких замыканий в электрических схемах является попадание влаги. Непредсказуемые последствия может вызвать концентрация пыли внутри инвертора. Нередко причиной ремонта аппарата становится попытка производства работы, на которую инвертор не рассчитан. Например, малогабаритный аппарат не способен обеспечить разрезания железнодорожного рельса — это вызовет незапланированные перегрузки. Упрощенная схема силовой части сварочного инвертора. Из бытовых причин следует особо отметить сильное снижение напряжения в сети. Такое может наблюдаться всюду, но особенно актуально для загородных работ и в сельской местности. Снижение электрического напряжения до 190 В может крайне отрицательно сказаться на работоспособности инвертора. Достаточно часто выход из строя инвертора вызван некачественным закреплением подводящего или отходящего кабеля в контактных колодках (клеммных зажимах). При ослаблении контакта в месте соединения наблюдается зона перегрева, а иногда и искрение. Ремонт сварочных инверторов из-за выхода из строя элементов схемы чаще всего происходит при использовании некачественных деталей. Помимо этого, повреждение в электрических схемах может возникнуть по причине перегрева силовых элементов, т.е. если их охлаждение недостаточно. Вернуться к оглавлению Среди множества возможных неисправностей следует выделить основные виды. Прежде всего, это случаи, когда при наличии входного напряжения отсутствует ток на выходе инвертора. Такая неисправность объясняется перегоранием предохранителей или нарушением целостности электрической цепи, которое может возникнуть в любой зоне инвертора. Схема сварочного инвертора с системой мягкого поджига. Другой вид неисправности: выходной сварочный ток не достигает нужных значений даже при максимальных установках. Эта неисправность инвертора может быть вызвана как недостаточным входным напряжением и потерями в контактных зажимах, так и неисправностями, возникшими в силовом блоке. Частые самопроизвольные отключения инвертора свидетельствуют о том, что в электрической цепи есть короткое замыкание или имеет место чрезмерный перегрев элементов силового блока. При этом система защиты работает нормально и обеспечивает аварийное отключение. Нестабильность сварочной дуги и отсутствие регулировки сварочного тока указывает на наличие неисправностей в силовом блоке или блоке управления. Повышенный шум, издаваемый инвертором, указывает на наличие перегрузок и может привести в последующем к выходу его из строя. Система защиты инвертора работает с нарушениями. То же самое можно говорить в случае, когда ощущается нагрев самого аппарата. В последнем случае к возможным причинам добавляется слабое закрепление кабеля в контактной колодке. Вернуться к оглавлению Любой ремонт инвертора для сварных работ следует начинать с внешнего осмотра. Визуально определяется наличие механических повреждений корпуса и следов от короткого замыкания (почернение, прожоги). Затем проверяется качество закрепления кабелей в контактных колодках (на входе и выходе инвертора). Схема блока входного выпрямителя. Независимо от результатов проверки, следует подтянуть зажимные элементы отверткой или ключом. Следует проверить целостность предохранителей с помощью тестера и, при необходимости, заменить. Если причина неисправности не устранилась, то снимается крышка корпуса инвертора. После снятия крышки проводится визуальный осмотр с целью выявления обрывов электрической цепи или следов воздействия короткого замыкания. Измеряется величина входного напряжения и сила входного тока, а также их значения на выходе из сварочного инвертора с помощью тестера или мультиметра. При отсутствии явных неисправностей проводится поблочный контроль целостности электрической цепи. Проверка начинается с блока питания и переходит постепенно на другие блоки. Вернуться к оглавлению Проверка силового блока и блока управления заключается в проверке основных элементов. Наиболее частой неисправностью силового блока является выход из строя силового транзистора, поэтому и проверку этого блока следует начинать с него. Обычно неисправный силовой транзистор имеет явные следы повреждения (деформация корпуса, следы прогара). Если визуального осмотра недостаточно, то транзистор следует прозвонить мультиметром. Вышедший из строя транзистор подлежит замене. Установка его на плато проводится с применением термопасты КПТ-8. Неисправность транзистора, как правило, сопровождается выходом из строя одного из драйверов. Эти транзисторы управления (или микросхемы) следует проверить с помощью омметра. Все неисправные детали необходимо отпаять и заменить на новые. Диодные мосты выпрямителей обычно более надежны, чем транзисторы, но и их следует проверить. Для более точного определения неисправности с плато следует снять диодный мост полностью и прозвонить в состоянии, когда все диоды соединены между собой. При показаниях сопротивления близких к нулю следует искать конкретный диод, вышедший из строя. Неисправный диод заменяется. Следует иметь в виду, что при установке аналога надо выполнить условие — в инверторах обычно используются быстродействующие диоды, и менять их необходимо тоже на быстродействующие диоды той же мощности. При замене особое внимание необходимо уделить креплению радиатора охлаждения. При их соединении с диодом следует использовать теплопроводную пасту КПТ-8. Ремонт блока управления связан с проверкой параметров деталей, выдающих сигналы сложных видов. Это вызывает проблемы в диагностировании неисправностей с применением осциллографов. Ремонт блока следует доверить специалистам. Если при перегреве элементов в силовом блоке не происходит отключения аппарата, то неисправность следует искать в термовыключателях. Для этого вначале надо проверить надежность их крепления к детали, на которой контролируется температура. В случае если выясняется, что термовыключатель не срабатывает, его необходимо заменить. Вернуться к оглавлению При проведении проверки и ремонта инверторов возникает потребность в следующем инструменте и измерительных приборах: Выход из строя сварочного инвертора не всегда является большой проблемой. Если правильно проанализировать причины выхода его из строя и найти неисправность, то ремонт можно произвести своими силами. moiinstrumenty.ru По поводу транса, можно изготовить новый, а можно сделать вольт-добавочный к старому. То есть намотать второй транс, в котором будет нужное число витков первички при условии 1 витка во вторичке. Точнее сказать, будет просто первичка и 2 свободных окна для того чтобы через них просунуть провод идущий от вторички оригинального транса до выходного выпрямителя. При этом добавочный транс надо пересчитать так чтобы он на 1 виток выдал недостающие 8 вольт. Если у вас там косой мост, то транс должен выдать 16 вольт амплитуды или чуть больше (допустим заполнение 0.5) Коэфф. трансформации 18. Значит в первичке 18 витков однослойной намотки проводом хотя-бы 2Х0.8 мм. Для таких витков брать сердечник Е65, не меньше. Но с 18 витками в первичке такой транс будет жить только от 50 кГц и выше, при этом феррит будет греться и нуждаться в обдуве. Как и основной транс - однозначно обдувать т.к. сварочная нагрузка и постоянная нагрукза совсем разные вещи. Чтобы феррит грелся меньше можно взять сдвоенный Е65 или Ш20Х28. (4 половинки) или удвоить витки, 36 первички на 2 вторички. Это уже конечно многовато но что поделать, такое у нас число неудобное. Первичку надо включить параллельно первичке оригинального транса, после датчика тока, чтобы ток этого транса тоже измерялся. И самое главное, самый важный момент - полярность вторички. Включение должно быть согласным. Определить "попал или не попал" можно по росту напряжения ХХ на выходе, если полярность верная, оно должно вырасти. А вот если она неверная, оно упадет и цеплять нагрузку ни в коем случае нельзя - бахнет силовая часть. Если напряжение ХХ ограничивается электроникой, тогда придется смотреть осциллом амплитуду импульсов на входе выходного выпрямителя, перед дросселем. Или подать на вход 120-150 В от латра, чтобы работать ниже порога ограничения. Сварочник включайте в сеть последовательно с 200-300 Вт лампочкой. До тех пр пока не убедитесь что все верно. Пусть он с двумя трансами и лампочкой на ХХ поработает. Если лампочка будет явно светиться, значит где-то ошибка. Ждите, что-то нагреется valvol.ru Для того чтобы разобраться в работе сварочного инвертора затронем немного тему возникновения сварочной дуги. Рассмотрим вольт – амперную характеристику электрической дуги, возникающей при сварке (далее ВАХ). Ниже показана вольт – амперная характеристика дуги в общем виде: Как мы можем наблюдать из графика при малых токах, до 80 А, характеристика имеет падающий характер. Этим свойством необходимо пользоваться, потому что, если посмотреть на график, чем выше напряжение, прикладываемое к искровому промежутку, тем легче будет возникать электрическая дуга. Это значит, что дуга загорится от меньшего значения тока, чем на прямолинейном участке ВАХ. Как раз с целью облегчения зажигания дуги в сварочных инверторах применяют осцилляторы и прочие устройства, повышающие напряжения сварочных аппаратов. Для сварочных аппаратов инверторного типа стандартное напряжение колеблется, как правило, в промежутке от 70 В до 95 В и зависят от вольтдобавочной конструкции. Приблизительный график ВАХ инвертора должен выглядеть примерно так: Стабильный поджиг, а также поддерживание стабильного горение электрической дуги обеспечивает высокое напряжение холостого хода (ХХ). При обеспечении такой ВАХ легко поджигаются и хорошо горят электроды всех марок, также электроды для сварки цветных металлов, нержавейки и чугуна. Конечно выше показанная идеализированная ВАХ, но нужно стремится к получению именно такой характеристики. Мы рассмотрели участок только до 100 А, но главное на этом участке добиться значения ВАХ похожей на характеристику сварочной дуги, так как от этого зависит устойчивость дуги и качество сварочного шва. В итоге можно сформулировать первое требование к работе сварочного инвертора – это крутопадающая ВАХ. Если это условие не выполнено, то сварочный аппарат с достойными параметрами не получится. Теперь рассмотрим участок от 80 А до 800 А. На этом участке дуга будет являться стабилизатором напряжения. Этот участок является наиболее подходящем для переноса расплавленного металла к свариваемому изделию. На данном участке напряжение дуги не зависит от тока, а зависит от ее длины. Величину данного напряжения можно вычислить по формуле: Где: UД – напряжение, В; а – коэффициент, он постоянен и выражает сумму падений напряжений на катоде и аноде и не зависим от длины дуги, В; b –напряжение среднее на единицу длины, В/мм; L – длина дуги, мм; Для стальных электродов коэффициенты а и b можно принять а=10 В, b=2 В/мм, соответственно напряжение для дуги длиной L=4 мм будет равно: U=10+2*4=18 В При атмосферном давлении и при сварке металлическим электродом будет гореть устойчиво при напряжении 18 – 28 В. Это и будет вторым требованием к нормальной работе сварочного инвертора. Итак, во всем рабочем диапазоне от 80 А до максимального значения тока, рабочее напряжение не должно уменьшатся менее 18 В, а чтоб поддержать гарантированно стабильную работу не ниже чем 22 – 24 В. Рассмотрим третий участок кривой работы сварочного инвертора. Этот отрезок очень важен для обеспечения бесперебойной работы инвертора, ограничения тока КЗ, безопасной работы силовых ключей и так далее. В разных конструкциях преобразовательных устройств он может формироваться по разному. В инверторах с ШИМ модуляцией, ограничения тока силовой цепи реализовывают через обратную связь (ОС). В качестве датчика ОС применяют трансформатор тока. При достижении максимального тока импульс с трансформатора тока поступает на вход блока ограничения тока (БОТ), который выдает команду на прерывание импульсов силовых ключей. На осциллограмме это будет выглядеть как уменьшение скважности импульсов (длительность импульса в открытом состоянии уменьшится), что приведет к уменьшению напряжения, но ток будет расти. Крутизна такого участка будет зависеть от быстроты реакции контроллера на изменения в нагрузке. Для резонансных инверторов этот участок ВАХ имеет более пологий наклон. Это зависит от добротности L – C цепочки – чем она выше, тем более крутой угол наклона кривой. Поэтому при правильной настройке сварочного аппарата можно обойтись без токовой ОС. Как видим резонансные преобразователи не боятся режима КЗ. И это будет третье требование к сварочным инверторам. Также нужно обратить внимание на такие виды защит как: elenergi.ruКак отремонтировать сварочный инвертор своими руками. Напряжение на выходе сварочного инвертора
Ремонт сварочных инверторов

Чем отличается сварочный инвертор

Причины неисправностей


Распространенные неисправности
Неустойчивая дуга


Нет тока на выходе
Внезапное выключение

Другие неисправности


Резюме
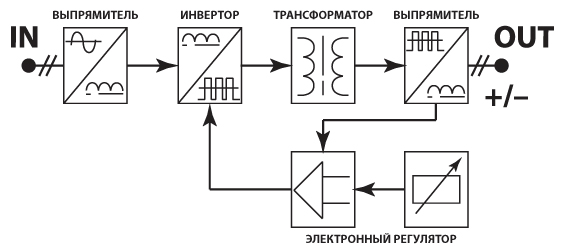
Принцип работы сварочного инвертора с пояснениями на схеме преобразователя
Преимущества инверторной техники

Пояснения на схеме

 В инверторе, поступающее постоянное напряжение преобразуется в переменное, имеющее высокую частоту. Преобразование осуществляется за счёт переключения с большой частотой мощных ключевых полевых транзисторов, созданных по IGBT технологии.
В инверторе, поступающее постоянное напряжение преобразуется в переменное, имеющее высокую частоту. Преобразование осуществляется за счёт переключения с большой частотой мощных ключевых полевых транзисторов, созданных по IGBT технологии.Управление током
 Регулирование сварочного тока инвертора производится посредством электронного регулятора с обратной связью, изображённого на схеме. С помощью потенциометра, расположенного на лицевой панели сварочного инвертора, выбирается требуемая величина тока сварки.
Регулирование сварочного тока инвертора производится посредством электронного регулятора с обратной связью, изображённого на схеме. С помощью потенциометра, расположенного на лицевой панели сварочного инвертора, выбирается требуемая величина тока сварки. То есть, принцип регулирования заключается в том, что схема всегда стремится поддерживать соответствие между значениями заданного и фактического тока, что обеспечивает его стабильность.
То есть, принцип регулирования заключается в том, что схема всегда стремится поддерживать соответствие между значениями заданного и фактического тока, что обеспечивает его стабильность.Автоматические функции сварочного оборудования
ARC FORCE
ANTI STICK
HOT START
Неисправности и методика ремонта инверторных сварочных аппаратов своими руками
Устройство сварочного инвертора

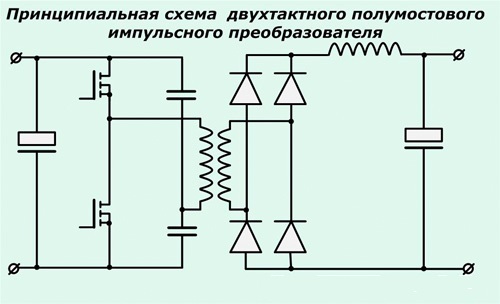 Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих. 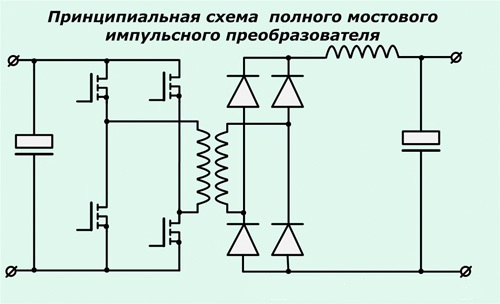
Как работает инвертор
Причины поломок инверторов
Особенности ремонта

Основные неисправности агрегата и их диагностика
Аппарат не включается
Нестабильность сварочной дуги или разбрызгивание металла

Сварочный ток не регулируется
Большое энергопотребление
Электрод прикипает к металлу
Горит перегрев
Сварочный инвертор, работающий при пониженном напряжении
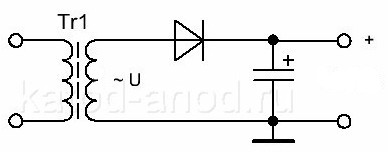
Принцип работы сварочного инвертора

Обеспечение эффективной работы инвертора
Рекомендуемые инверторы для работы при пониженном электропитании

Итоги
Ремонт сварочных инверторов своими руками: основные виды неисправностей

Общие сведения об инверторах

Конструкция инверторов

Блоки управления и защиты

Причины выхода из строя инверторов

Основные виды неисправностей

Общий порядок ремонта сварочных инверторов

Ремонт силового блока инвертора
Необходимый инструмент
Power Electronics • Просмотр темы
Подключите сварочник через Латр. Подайте на вход напряжение от 210 до 240 и нагрузите его чуток, но так чтобы латр не сдох.(3 лампочки 12В 60 Вт последовательно) Если выходное напряжение будет изменяться и при 240 будет больше 32 вольт, значит ограничение не со стороны электроники, а чисто физически - трансом. Если будет явна стабилизхация напряжения при росте входного, тогда все проще. Надо в принципиальной схеме поменять резистор в цепи ОС по напряжению, если таковая есть. ![]() Вероятно транс, который вы добавили, в случае неверной полярности включения вторички (или первички, не важно. Первичку проще перепаивать, она тоньше).
Вероятно транс, который вы добавили, в случае неверной полярности включения вторички (или первички, не важно. Первичку проще перепаивать, она тоньше).Сварочный инвертор, вольт-амперная характеристика, дуга




интернет-магазин светодиодного освещения
Пн - Вс с 10:30 до 20:00
Санкт-Петербург, просп. Энгельса, 138, корп. 1, тк ''Стройдвор''









Поделиться с друзьями: