В статье будет рассмотрена классическая схема сварочного инвертора. На сегодняшний день они очень популярны, цена их достаточно доступна. У них очень много положительных качеств, в частности, простота работы и малый вес. Но, как и остальные электронные устройства, сварочный аппарат может выйти из строя. И чтобы провести качественный ремонт, необходимо хотя бы в общих чертах иметь представление о его устройстве, из каких элементов состоит схема инвертора. Без этого вы не сможете отремонтировать сварочники, в схеме которых используются инверторные преобразователи. Поэтому необходимо очень много теории узнать об этом устройстве. По сути, это блок питания, принцип его действия похож на тот, который используется в персональных компьютерах. Преобразование электрической энергии происходит по одинаковым принципам, несмотря на то, что размеры и функции этих устройств различные. Можно выделить несколько этапов, которые протекают в сварочном инверторе. Первым делом происходит преобразование переменного напряжения, которое поступает от сети 220 В, в постоянное. О том, как это происходит, будет рассказано немного ниже, равно как и приведена электрическая схема сварочного инвертора. Затем происходит преобразование этого напряжения в переменное, но с более высокой частотой. Вы знаете, что в электрической сети частота тока 50 Гц. В инверторных сварочных аппаратах происходит повышение вплоть до 80 тысяч Гц. Затем необходимо снизить значение напряжения с высокой частотой. На последнем этапе происходит преобразование этого низкого напряжения с частотой порядка 80 тысяч Гц. Это краткое описание, на самом деле все этапы можно разбить на более мелкие составляющие. Но для понимания принципа функционирования этого достаточно. А теперь о том, почему были выбраны схемы именно инверторного типа. Посмотрите на сварочные аппараты, которые использовались ранее, в том числе и самодельные. Их основное предназначение – снижение переменного напряжения, которое поступает от бытовой электросети до безопасного значения, но с большим вторичным током. По этой причине первичная обмотка мотается более тонким проводом, нежели вторичная. От толщины провода зависит то, какой ток вы получаете в обмотке. Ниже приведена принципиальная схема сварочного инвертора в статье. Внимательно ее изучите, чтобы иметь представление о том, какие элементы входят в нее. Для сварки порой обходимо несколько сотен ампер. Из-за того, что мощность таких трансформаторов очень высокая, а работают они только при частоте тока 50 Гц, кроме того, у них очень большие габариты. Как вы понимаете, частота входящего и выходящего тока одинакова. Другими словами, если подали на первичную обмотку 50 Гц, со вторичной снимите электрический ток с такими же параметрами. Но вот благодаря инверторным сварочным аппаратам, в которых увеличивается рабочая частота на значение порядка восьмидесяти тысяч герц, а в некоторых аппаратах и больше, можно во много раз уменьшить размеры трансформаторов, которые применяются при преобразовании электрического тока. Если увеличить рабочую частоту, то можно уменьшить трансформатор как минимум в четыре раза. Следовательно, суммарный вес всего сварочника будет очень маленьким. Себестоимость этого аппарата также уменьшается, так как происходит экономия меди и стали, которые используются при изготовлении трансформаторов. Но чтобы получить такое значение частоты, необходимо применять инверторные схемы. Они состоят из мощных полевых транзисторов, которые работают в режиме ключа. С их помощью происходит переключение тока с необходимой для работы частотой. Обратите внимание на то, что работать полевой транзистор может лишь при постоянном напряжении. Стоит отметить, что схема сварочного инвертора «Ресанта» во многом схожа с той, которая используется в других аппаратах. Поэтому прежде чем подать на них питание, необходимо выпрямить поступающий ток. Для этого используется выпрямитель, в котором находятся мощные диоды. Они соединены по мостовой схеме. После этого происходит отсечка переменной составляющей при помощи электролитических конденсаторов. Это происходит на первой ступени преобразования. Полевые транзисторы подключаются к трансформатору. С его помощью получается понизить напряжение. Как упоминалось выше, эти транзисторы производят переключение тока с частотой иногда даже более 80 тысяч Гц. Понятное дело, что трансформатор тоже должен быть рассчитан на работу при таких параметрах. Габариты этого устройства очень маленькие, не сравниться ему с теми, которые применяются в обычных трансформаторных сварочных аппаратах. А вот мощность у него такая же. Понятное дело, что появляется еще множество различных элементов, которые необходимы для стабильной работы сварочного аппарата. А теперь более подробно о том, как работает каждый блок обычного сварочного инвертора. В нем имеется две основных части – силовая и схема управления. В этом блоке происходит преобразование переменного тока, который поступает от сети 220 Вольт. В нём имеется несколько полупроводниковых диодов с большой мощностью, а также электролитические конденсаторы и дроссель. Это вкупе дает то, что переменный ток с рабочей частотой 50 Гц становится постоянным. Конденсаторы необходимы для того чтобы отсечь переменную составляющую, которая все равно остается в выпрямленном напряжении. Обратите внимание, что существует несколько вариантов схем для выпрямления напряжения. Если подключение необходимо производить к трехфазной сети, то схема соединений полупроводниковых диодов будет несколько иной. Поэтому нужно определиться с тем, какая вам необходима схема сварочного инвертора. Своими руками такое устройство можно собрать достаточно просто. Обратите внимание также, что практически в полтора раза увеличивается напряжение после того как оно поступит на фильтр, собранный на электролитических конденсаторах. Другими словами, если происходит питание от сети 220 Вольт, то на выводах конденсаторов, если произвести замер, будет 310 В. Для сглаживания пульсаций тока, чтобы не возникало высокочастотных помех, а также для избегания попадания их в электрическую сеть, необходимо установить специальный фильтр. Обычно он собирается на дросселе, который намотан на кольцевом сердечнике, а также в схему включены несколько конденсаторов. Обычно для реализации инвертора используют два мощных транзистора, которые работают в режиме ключа. Стоит отметить, что они обязательно монтируются на алюминиевом радиаторе. Также имеется дополнительное принудительное охлаждение при помощи вентилятора. Благодаря этим транзисторам происходит коммутация постоянного напряжения, которое впоследствии поступает на импульсный трансформатор. Причем переключение происходит с частотой около 80 кГц. Но имеется отличие от переменного тока, который протекает в бытовой электросети. Во-первых, само значение частоты во много раз превосходит его. Во-вторых, форма импульса этого переменного напряжения, которое вырабатывается полевыми транзисторами, прямоугольная, а не синусоида. Чтобы обезопасить транзисторы от чрезмерного превышения напряжения, необходимо использовать цепи, состоящей из сопротивлений и конденсаторов. Стоит отметить, что принципиальная электрическая схема сварочного инвертора не обходится без этих элементов. Высокочастотный трансформатор, на который подается напряжение от транзисторов, работающих в ключевом режиме, позволяет снизить его значение до 65 вольт в среднем. Но при этом ток может составлять порядка 130 А. Можно даже провести аналогию с катушкой зажигания, которая используется в автомобилях. В сварочных инверторах на первичную обмотку подается высокое напряжение, но ток у него очень маленький. Снимается с вторичной обмотки напряжение с меньшим значением, но ток при этом увеличивается. Обратите внимание на то, что автомобильная катушка зажигания работает по обратному принципу. То есть низкое напряжение с большим током подается на первичную обмотку. А с вторичной снимается высокое напряжение, но с меньшим значением тока. Но стоит взглянуть на то, из каких компонентов состоит еще эл. схема сварочного инвертора. На выходе также установлен выпрямитель, который собирается из полупроводниковых диодов большой мощности. У них очень высокое быстродействие, они открываются и закрываются за время, которое намного меньше, чем 50 наносекунд. Обратите внимание при проектировании сварочных инверторов на то, что нужно подбирать эти полупроводниковые элементы с таким расчетом, чтобы их параметры удовлетворяли режиму работы. Простые диоды не справятся с поставленной задачей, так как они не смогут своевременно открыться и закрыться. Сразу же начнется чрезмерный нагрев и, как следствие, выход из строя. По этой причине необходимо при проектировании или же при ремонте производить установку диодов, которые имеют очень малое время переключения. fb.ru Современные сварочные аппараты с целью уменьшения габаритов и массы, строятся исключительно по инверторной схеме, с мощными полевыми транзисторами в качестве силовых переключающих элементов. Несмотря на множество различных моделей таких аппаратов, суть работы и принцип действия почти одинаковы. Данная статья будет полезна для понимания функционирования схем инверторов, а так-же для их самостоятельного ремонта. В качестве примера выбран отечественный сварочный инвертор "ТОРУС”. Устройство сварочного аппарата "ТОРУС-200” "ТОРУС-200” – сварочный аппарат инверторного типа представляет собой источник постоянного тока с защитой от КЗ и тепловой защитой. Преобразователь источника тока выполнен по полномостовой схеме с частотой преобразования около 100 кгц. Регулировка тока производится изменением скважности управляющих импульсов при постоянной частоте. Четыре ключа преобразователя располагаются на отдельных радиаторах. Каждый ключ состоит из четырёх параллельных полевых транзисторов IRFP460. Трансформатор преобразователя намотан проводом-литцендратом в шёлковой оплётке прямо на сердечник, т.е. без каркаса. Рядом установлен дроссель, который включен последовательно первичке трансформатора, причём намотка обоих выполнена одним куском провода, т.е. "по месту”. Выходной выпрямитель выполнен по двухтактной схеме (со средним выводом вторичной обмотки). Каждое плечо выпрямителя смонтировано на отдельном радиаторе и состоит из двух диодных сборок 60CPQ150 или четырёх 30CPQ150. Выпрямитель, питающий преобразователь состоит из моста GBPC3508W, установленного на радиатор и шести параллельных электролитических конденсаторов 470 мкф 400в. Принципиальная схема: Схема мягкого включения представляет собой реле задержки включения полного заряда конденсаторов выпрямителя питания преобразователя. Исполнительный элемент – э.м. реле замыкающее мощный резистор. 1. Блок питания электроники, который выполнен как отдельны модуль и представляет собой стандартный БП на 15в. 2. Схема "мягкого включения”. 3. Блок конденсаторов зарядно-разрядной цепи преобразователя. 4. Схема управления преобразователем. Также, на передней панели аппарата установлена платка индикации, выключения и регулировки тока. Схема управления преобразователем состоит из: 1. Тактового генератора на микросхеме TL494. Он выдаёт две фазы тактовых импульсов с частотой около 100 кгц. Функции ШИМ не используются и микросхема выдаёт импульсы постоянной скважности. В этой микросхеме есть два компаратора, к которым подключены датчики тепловой защиты (терморезисторы на дросселе и радиаторе выходного выпрямителя). 3. Два выходных драйвера на микросхемах IR2112. На входы драйверов поступают тактовые импульсы, скважность которых изменяется в драйвере от импульсов, поступающих с компараторов схемы регулировки тока и защиты от КЗ. Выходы драйверов нагружены на импульсные трансформаторы, со вторичных обмоток которых управляющие импульсы поступают на ключи преобразователя. Рекомендации по самостоятельному ремонту сварочного аппарата Для ремонта сварочного аппарата, как и любого другого электронного устройства крайне желательно иметь некоторые познания в электронике и хотя бы минимальный опыт ремонта. Если ни того, ни другого нет, но есть много желания и денег, тогда можно попробовать. Из приборов необходим осциллограф и стрелочный авометр. Любой ремонт начинается с вскрытия и внешнего осмотра внутренностей. Конструктивно "Торус” состоит из следующих модулей: 1. Модуль входного выпрямителя 2. Модуль выходного выпрямителя.. 3. Плата управления ключами. 4. Корпус с вентилятором. Модуль входного выпрямителя. Входной выпрямитель – это мощный диодный мост, установленный на радиатор, который крепится к плате управления снизу. Мост GBPC3508W крайне надёжен и чтобы его спалить надо ещё постараться. Тем не менее и его проверить не лишнее. Все знают как звонится мост и нового тут не выдумать. Для неопытных можно посоветовать отпаять от него провода, чтобы в случае КЗ не вводить себя в заблуждение. Радиатор с мостом лучше сразу снять с платы чтобы в дальнейшем облегчить работу с ней. Модуль ключей. Модуль ключей состоит из четырёх групп по четыре транзистора в группе. Каждая группа смонтирована на отдельном радиаторе на изолирующей прокладке. Кроме ключей в модуль входят шесть электролитических конденсаторов сглаживающего фильтра выпрямителя, питающего преобразователь (входного выпрямителя). Чаще всего неисправный транзистор сразу виден: треснутый или взломанный корпус, прогоревшие выводы, но иногда внешних признаков неисправности нет и тогда для выявления неисправного транзистора следует применить стрелочный авометр. Включаем его в режим измерения сопротивления на предел Ком х1 и выбираем любую группу. Я думаю, не лишним будет напомнить, что все измерения следует проводить на выключенном из сети аппарате. Измеряем сопротивление между стоком и истоком. Для тех, кто не знает цоколёвки транзистора IRFP460: если расположить корпус выводами вниз и маркировкой к себе, то слева направо будут затвор, сток, исток. Между стоком и истоком есть встречно-параллельный диод, он и должен звониться, т.е. в одну сторону высокое, в другую низкое сопротивление. Короткое замыкание – неисправность одного или нескольких транзисторов в группе и если таковое есть, то неисправный транзистор выявляется только путём выпаивания. Если группа звонится как положено (в одну сторону), то это не всегда означает, что все транзисторы в группе исправны. Их надо по отдельности проверить на "открываемость”. Это можно сделать не выпаивая каждый транзистор. Сначала отпаиваем по одному концу выравнивающих резисторов от каждого затвора, ставим минусовой щуп на исток первого транзистора, плюсовой на сток. Тестер должен показать высокое сопротивление. Теперь на мгновение прикасаемся плюсовым щупом (не снимая минусового) к затвору и снова перекидываем его на сток. Сопротивление должно упасть почти до нуля и это означает, что транзистор открылся. Пинцетом или скальпелем замыкаем затвор со стоком или истоком и снова замеряем сопротивление сток-исток, которое должно увеличиться почти до бесконечности (но надёжнее для запирания транзистора подать но затвор обратное напряжение, т.е. минус на затвор, плюс на сток) и это означает, что транзистор закрылся. Если это так, переходим к другому транзистору, в противном случае перепроверяем и выкусываем неисправный транзистор, поскольку так легче подготовить место для монтажа исправного транзистора.Если все транзисторы в группе исправны, припаиваем к затворам концы выравнивающих резисторов, помечаем группу как исправную и переходим к следующей группе. Для ремонта, проверки и поиска возможных аналогов радиоэлементов, изучите их даташиты. Когда все транзисторы проверены и неисправные заменены исправными, модуль ключей можно условно считать исправным. Условно – это потому, что окончательная проверка будет при наличии управляющих сигналов. В недавнем времени ключи стали снабжать снабберами (конденсаторами, впаянными между стоком и истоком каждого транзистора), которые защищают транзисторы от пробоя. Экономичность аппарата при этом несколько снижается, зато надёжность возрастает многократно. При прозвонке транзисторов конденсаторы можно не отпаивать, т.к. на результаты измерений они не влияют. Модуль выходного выпрямителя. Модуль выходного выпрямителя состоит из платы с двумя радиаторами, на которых смонтированы силовые диодные сборки. В зависимости от применяемых сборок, их количество на радиаторе может быть разным – две или четыре. Также, в модуль входят дроссель и трансформатор. Диодные сборки выходного выпрямителя выходят из строя крайне редко. В двухсотой модели применяются две сборки 60CPQ150 или четыре 30CPQ150, а в каждой сборке по два диода по 60 и 30 ампер (соответственно) максимального тока каждый. В сумме это 240 ампер постоянного тока. Запас в 40 ампер довольно надёжен, к тому же максимальный импульсный ток едва ли не на порядок больше.Все знают как звонятся диоды. Если группа звонится накоротко, нужно искать пробитый диод. Без выпаивания здесь не обойтись и для этого удобно использовать паяльник с отсосом. Когда все диоды проверены и неисправные заменены, модуль можно пометить как исправный и приступить к проверке платы управления. Плата управления ключами – это самый сложный из всех блоков аппарата и от его правильной работы зависит надёжность аппарата и целостность его компонентов. Предварительную проверку работоспособности платы управления можно произвести без её демонтажа, т.е. прямо по месту. Первым делом отключаем питание преобразователя, для чего отпаиваем от входного моста один из толстых проводов идущих от платы управления (переменное 220в) и изолируем его оголённый конец изолентой. Поскольку для оценки работоспособности платы управления необходимо оценивать быстроменяющиеся сигналы, без осциллографа (и навыка работы с ним) здесь не обойтись. Вставляем вилку питания в розетку и внимательно слушаем. Вращается вентилятор и через 3-5 секунд слышится щелчок. Его издаёт реле схемы "мягкого” включения. Если щелчка нет или он слышен сразу после включения, значит схема "мягкого” включения неисправна. Также, если щелчка не последовало, стоит проверить наличие питающего напряжения +15в. Источник этого питания приклеен к плате управления и подпаян к ней четырьмя проводами: два из которых – переменное 220в и другие два – плюс и минус 15в. Если питания нет, демонтируем источник питания и ремонтируем или заменяем его, поскольку он стандартный. Схема "мягкого” включения очень проста и основана на срабатывании эм. реле K2 в результате открывания транзистора VT5 после заряда конденсатора C22 в его базовой цепи. Контакты реле S3 закорачивают резистор R40, который гасит ток заряда конденсаторов фильтра входного выпрямителя. Этот резистор очень слаб и часто выходит из строя. Этот резистор, даже если он исправен, я заменяю на более мощный для повышения надёжности аппарата. Отсутствие задержки срабатывания реле может быть вызвано обрывом ёмкости заряда C22, пробоем транзистора VT5 и пробоем аналога динистора VD4 в цепи базы транзистора. Если аппарат до Вас побывал в чьих-то "умелых” руках не лишнее проверить фазировку управляющих сигналов: если витые пары перепутаны местами, то есть угроза нарваться на сквозной ток, а если перепутаны провода в паре, то ключ не будет открываться. Мне попадались аппараты буквально "перепаханные” "умельцами” и эти аппараты пришлось проверять досконально. Ситуация усложнена ещё и тем, что качество сборки аппаратов полукустарное и не всегда можно отличить пайку производителя от пайки "умельца”. Для несведущих могу уточнить: на затвор должны поступать положительные (относительно истока) импульсы амплитудой около 15в. Одновременно должны открываться группы 1 и 4 в одном такте и 2 и 3 в другом такте. Синфазность сигналов можно определить при помощи двухканального осциллографа. Если сигналы управления с платы управления приходят на каждый затвор с нужной амплитудой и в нужной фазе, можно попробовать включить аппарат. Для того, чтобы подстраховаться от последствий невыявленной неисправности, питание преобразователя включим через лампу накаливания 150-200вт - удобнее включить её в разрыв переменной цепи моста входного выпрямителя. Подпаиваем все провода, отпаянные ранее с учётом лампы и включаем аппарат в сеть и смотрим на лампу. В первый момент лампа может ярко вспыхнуть (заряжаются ёмкости фильтра), но постоянно она должна светиться слабо. Яркое свечение свидетельствует о коротком замыкании в схеме или цепи нагрузки. .Когда все неисправности устранены, лампу отпаиваем, припаиваем к мосту провод питания и включаем аппарат в сеть. Измеряем напряжение на выходных клеммах – нормальный уровень напряжения должен быть около 60 постоянных вольт. В случае, когда плата управления не выдаёт запускающих импульсов, её для удобства работы лучше отделить от всех узлов, т.е.отпаять витые пары от ключей, предварительно промаркировав группы и провода, отпаять датчики перегрева и заизолировать концы проводов, отпаять и отсоединить мост входного выпрямителя, отпаять шнур сетевого питания. Далее припаиваем шнур сетевого питания, лучше через лампочку 50-100вт и включаем его в розетку. В первую очередь следует проверить наличие питания +15в на ножках 3,6,9 микросхем DD2 и DD3 и прямоугольных тактовых импульсов на ножках 10 и 12 тех же микросхем. Я пару раз сталкивался с выгоранием резистора в цепи питания DD3, правда после этого и саму микросхему пришлось заменить. Если тактовые импульсы на ногах 10 и 12 (т.е. на входах) есть, но нет импульсов на ножках 1 и 7 (т.е. на выходах) нужно ногу 11 посадить на общий провод и если микросхема исправна, импульсы на выходах должны появиться. Нет импульсов – смело заменяй микросхему. В нормальном состоянии на ноге 11 микросхем DD2 и DD3 может быть не точный ноль (т.е. микросхема закрыта) и чтобы проверить неисправна микросхема или закрыта, нужно подать на ногу 11 точный ноль. Если на входы драйверов (DD2 и DD3) не поступает тактовых импульсов, то их нужно искать на выводах 9 и 10 микросхемы ШИМ - DD4. В случае их отсутствия проверяем питание +15в на выводах 8, 11, 12. Можно проверить, не светится ли красный индикатор на передней панели аппарата и если это так, то скорее всего выключен тумблер рабочего режима. Также, можно проверить, не замкнут ли один из двух датчиков перегрева (на радиаторе выходного выпрямителя и на дросселе). Если все усилия тщетны – заменяем микросхему. Вы добились управляющих импульсов на выходах обоих драйверов. Казалось бы – вот оно, счастье, но за этим счастьем может последовать фейерверк, когда Вы попробуете зажечь дугу. Дело в том, что ещё есть схема регулировки тока и защиты по току и если эта защита не работает, то Вы рискуете пойти по второму кругу поиска неисправностей. Схема регулировки и защиты реализована на микросхеме DD1 и её обвязке. Датчиком тока является кольцевая катушка L1 сквозь которую проходит толстый провод питания преобразователя. На выводах 1 и 7 микросхемы DD1 формируются прямоугольные импульсы закрытия драйверов. Проверить работу схемы можно разными способами. Я пользуюсь следующим: отпаиваю один конец катушки L1 и вместо неё припаиваю источник переменного напряжения 3в. Это может быть трансформатор от сетевого адаптера или что-нибудь оригинальное. Подаю переменные 3в и смотрю сигналы на выводах 1 и 7 микросхемы DD1 – короткие прямоугольные импульсы с частотой 50гц. При этом кольцевые трансформаторы издают тихие звуки (отдалённо напоминающие голос кузнечика), а запускающие импульсы прерываются с частотой 50гц. Автор статьи: В.А. Третьяков. el-shema.ru electronics-lab.ru Устойчивая тенденция к снижению цен на сварочные аппараты инверторного типа привела к значительному росту популярности этого оборудования как среди профессионалов, так и среди тех, кто к сварочным работам прибегает только для своих нужд. Вполне объяснимо, что многих пользователей, имеющих подобный аппарат, интересует его устройство и принцип действия, ведь информация такого рода поможет отремонтировать оборудование в случае его неисправности или даже усовершенствовать недорогую модель с «урезанным» функционалом. Как мы увидим далее, разобраться с этими вопросами совсем не сложно, достаточно владеть элементарными познаниями в электротехнике. Инверторный сварочный аппарат. Электрическая схема различных моделей сварочных инверторов может отличаться некоторыми деталями, но в общих чертах все эти аппараты работают по одному принципу. Главная задача каждого из них — преобразовать поступающую из сети электрическую энергию так, чтобы на выходе получить ток большой величины. Процесс преобразования подразделяется на несколько этапов: Схема дросселя сварочного инвертора. Тот, кто хоть немного разбирается в компьютерном «железе», наверняка знает, что подобным же образом работает импульсный блок питания персонального компьютера. Центральным моментом этой схемы является увеличение частоты переменного тока, именно эту задачу и выполняет инвертор. Для чего это необходимо? Дело в том, что габариты и вес трансформатора зависят не только от его мощности, но и от частоты тока, для преобразования которого он сконструирован. Чем ниже частота, тем более массивным и крупным получается трансформатор. Зависимость эта весьма существенна. Так, например, с четырехкратным увеличением частоты переменного тока размеры трансформатора сокращаются в два раза. Инверторная схема поднимает частоту электротока с 50 Гц до 60-80 кГц, так что выигрыш в весе и размерах получается вполне ощутимый. В результате мы получаем легкий и компактный сварочный аппарат, для производства которого необходимо гораздо меньше материалов, в том числе дорогой меди. Далее мы детально рассмотрим основные блоки аппарата инвертора и их взаимосвязи. Вернуться к оглавлению Схема инверторного сварочного аппарата. Особенность схемы инвертора состоит в том, что для ее работы необходим постоянный ток. Поэтому переменный ток обычной электросети, поступающий с напряжением 220 В и частотой 50 Гц, в первую очередь подвергается выпрямлению. Электрическая схема выпрямителя включает диодный мост и два конденсатора, в задачу которых входит сглаживание пульсаций. Из-за большой мощности тока диодный мост во время работы достаточно сильно нагревается, поэтому его оснащают радиатором с термопредохранителем. Последний осуществляет размыкание схемы при нагреве до температуры в 90 градусов. На выходе диодного моста получается пульсирующий постоянный ток напряжением 220 В, но на конденсаторах оно увеличивается в 1,41 раза и составляет уже 310 В. С учетом возможности скачков исходного напряжения в сторону увеличения в сетевом выпрямителе инверторного сварочного аппарата устанавливают конденсаторы, выдерживающие напряжение до 400 В (соответствует исходному напряжению в 280 В). К источнику электроэнергии сетевой выпрямитель подключается через фильтр электромагнитной совместимости, который препятствует попаданию высокочастотных помех от работы инвертора в электросеть. Схема источника питания инверторного сварочного аппарата. Сразу после включения сварочного аппарата поступающий на конденсаторы зарядный ток может достигать такой величины, которой будет достаточно для вывода диодного моста из строя. Чтобы этого не случилось, все типы сварочных инверторов оснащаются схемой плавного запуска. Она реализована посредством реле и резистора, мощность которого составляет около 8 Вт, а сопротивление — около 50 Ом (в различных моделях сварочных инверторов характеристики резистора могут отличаться от указанных). Резистор включен в цепь выпрямителя, и в момент включения сварочного аппарата он ослабляет пусковой ток. После того как оборудование выйдет на рабочий режим, срабатывает реле, которое замыкает выводы резистора так, что ток течет уже «мимо» него. Вернуться к оглавлению В электрическую схему инвертора, которым оснащаются сварочные аппараты данного типа, входят два ключевых транзистора, которые подключаются по принципу «косого моста». Их особенность состоит в том, что они могут переключаться с очень высокой частотой, от 60 до 80 кГц. При этом поступающий в инвертор постоянный ток превращается в переменный, имеющий такую же частоту. От обычного тока в электросети он отличается еще и характеристикой: она является не синусоидной, а прямоугольной. Ключевые транзисторы устанавливают на радиаторе, что позволяет избежать их перегрева. Защита от чрезмерно высоких напряжений обеспечивается демпферными RC-цепями. Вернуться к оглавлению Принцип работы инвертора. Главной частью любого сварочного аппарата является понижающий трансформатор. Его конструкция в инверторных аппаратах почти не отличается от обычной, но при этом он является более компактным. Еще одно важное отличие — наличие дополнительной вторичной обмотки, которая используется для питания схемы управления. На первичную обмотку высокочастотного трансформатора поступает продуцируемый инвертором переменный электроток напряжением 310 В и частотой в несколько десятков килогерц. На выходе вторичной обмотки, имеющей меньшее количество витков, напряжение уменьшается до 60-70 В, а сила тока возрастает до 110-130 А. Ему остается пройти еще одну, последнюю ступень. Вернуться к оглавлению Поступающий от высокочастотного трансформатора ток необходимо превратить в постоянный — именно такой ток нужен для сварки. С этой целью сварочный аппарат инвертор оснащается выходным выпрямителем, электрическая схема которого состоит из сдвоенных диодов с общим катодом. От обычных диодов они отличаются высоким быстродействием. Цикл открытия-закрытия у этих элементов составляет всего 50 наносекунд (эта характеристика называется временем восстановления). Это качество необходимо для работы с токами сверхвысокой частоты. Диоды выходного выпрямителя также установлены на радиаторе, а для их защиты данный блок оснащается RC-цепью. Вернуться к оглавлению Способы подключения сварочного инвертора. В момент включения устройства от сетевого выпрямителя подается питание на схему управления через 15-вольтовый стабилизатор. После того как схема управления запустит в работу ключевые транзисторы инвертора, на дополнительной вторичной обмотке высокочастотного трансформатора появляется напряжение. Оно выпрямляется диодами и через все тот же стабилизатор начинает питать схему управления, при этом происходит ее отключение от сетевого выпрямителя. Вернуться к оглавлению Координацию работы преобразователя тока сварочного аппарата инверторного типа осуществляет схема управления. Ее основным элементом является микросхема ШИМ-контроллера. В задачу этой микросхемы входит переключение ключевых транзисторов инвертора. Управление их работой ШИМ-контроллер осуществляет не напрямую, а посредством двух последовательно расположенных элементов: полевого транзистора и разделительного трансформатора. Преобразование тока в сварочном инверторе. С полевого транзистора на первичную обмотку разделительного трансформатора поступает высокочастотный (около 65 кГц) ток с прямоугольной характеристикой. Трансформатор преобразует напряжение этого тока до той величины, которая необходима для управления ключевыми транзисторами инвертора. Сигналы на них поступают от двух вторичных обмоток разделительного трансформатора, при этом каждая из обмоток подключена к одному транзистору. Кроме указанных элементов, электрическая схема платы управления и контроля содержит вспомогательные транзисторы, которые помогают ключевым транзисторам инверторной схемы закрываться, и стабилитроны, защищающие их от перепадов напряжения. Также здесь имеется анализатор-ограничитель тока. Главным элементом анализатора является трансформатор, который включен в цепь первичной обмотки высокочастотного трансформатора, установленного в силовом блоке. Анализатор-ограничитель контролирует силу тока в преобразователе сварочного аппарата и использует сигналы, поступающие с первичной обмотки силового трансформатора, для подстройки сварочного тока и формирования импульсов, транслируемых к микросхеме ШИМ-контроллера. Для регулирования силы тока сварки в электрическую схему блока управления включен переменный резистор, сопротивление которого задается поворотом ручки, выведенной на контрольную панель сварочного аппарата инвертора. Вернуться к оглавлению Функциональные возможности сварочного инвертора. Кроме всего перечисленного, в задачу схемы управления сварочного аппарата входит отслеживание напряжения в сети и на выходном выпрямителе. Для этого ее электрическую схему комплектуют операционным усилителем. Часть его элементов подключается к сетевому выпрямителю с целью выявления скачков напряжения в электросети. В случае нарушений эти элементы воспроизводят сигналы защиты по току и напряжению, которые поступают в суммирующий модуль, а затем — в генератор импульсов ШИМ-контроллера. Работа генератора, следовательно, и всей схемы, при этом блокируется. Аналогичным образом контролируется рабочее напряжение на выходе преобразователя. Его величина может отклоняться от нормы в случае нарушения в работе диодного моста сетевого выпрямителя или других элементов. В этом случае также происходит отключение схемы управления. Блокировка схемы сопровождается подачей напряжения на сигнальный диод, который оповещает пользователя сварочного аппарата о неполадках. Вернуться к оглавлению Как любое оборудование, инверторные аппараты для сварки могут выходить из строя. Часто наблюдается следующий симптом: аппарат кажется вполне исправным (горит «нормальная» индикация, слышна работа вентилятора в корпусе), но искра при контакте электрода с металлом не появляется. Иногда при этом можно слышать непривычный гул. В некоторых случаях ремонт устройства можно осуществить своими силами, не привлекая специалистов сервисной компании. Схема сварки тонкого металла при помощи инверторной сварки. По инструкции в первую очередь следует проверить с помощью мультиметра состояние термопредохранителей, установленных на радиаторах различных элементов в силовом блоке. Температура, при которой их контакты размыкаются, обычно составляет 90 градусов. Отдельные типы таких предохранителей являются одноразовыми, после срабатывания их приходится менять. Другие размыкают цепь при перегреве, но при остывании радиатора снова восстанавливают соединение. Подобные элементы могут устанавливаться на первичных обмотках силовых трансформаторов. Их срабатывание часто приводит в заблуждение электротехников-любителей, которые думают, что в обмотке произошел обрыв. Если вы обнаружили неисправный термопредохранитель, можно попробовать закоротить его контакты. Этот вариант подойдет в качестве временного «лечения», он позволит вам закончить работу, если она является срочной. Поскольку защита от перегрева теперь частично отсутствует, сварочный аппарат следует эксплуатировать очень осторожно, вполсилы. А по завершении работы следует сразу двигаться в магазин радиодеталей для приобретения запчасти. Еще одно «чувствительное» место сварочных инверторов — выходной выпрямитель, точнее, входящие в его состав диоды. Токи, с которыми им приходится работать, достигают 130 А и иногда становятся причиной пробоя в этих диодах. В неработоспособности выходного выпрямителя легко убедиться с помощью мультиметра, но без «прозвонки» каждого диода по отдельности определить, какой из них пробит, невозможно. Диоды (здесь применяются три сдвоенных диода) придется выпаивать и снимать с радиатора, к которому они прикручены шурупами. Радиатор тоже придется снимать. Управление сварочным инвертором. Выпаивать диоды и другие элементы бывает непросто. В современных сварочных инверторах пайку делают очень качественно, с большим количеством припоя, особенно в тех местах, где имеются токи большой силы. Кроме того, используется припой без содержания свинца, температура плавления которого выше, чем у обычного свинцово-оловянного. Поэтому для выпаивания диодов и других элементов лучше воспользоваться мощным паяльником на 50 Вт, 40-ваттного может не хватить. Задача усложняется тем, что нужно отпаять три вывода одновременно, поэтому без хорошего прогрева тут не обойтись. Для удаления припоя можно воспользоваться десольдером или медной оплеткой. После того как пробитый диод будет выявлен (в сдвоенных диодах могут быть пробиты обе части), следует купить новый, такой же или аналогичный. Пользователю следует обратить внимание на важное обстоятельство: диоды выходного выпрямителя являются быстродействующими, время их восстановления составляет всего 50 нс. Только такие элементы могут работать с переменным током частотой в 60-80 кГц. Обычные диоды устанавливать сюда нельзя. В зарубежных спецификациях быстродействующие диоды могут обозначаться как Hyper-Fast, Ultra-Fast, Stealth Diode, Super-Fast, High Frequency Secondary Rectifier и др. Перед монтажом диодов или ключевых транзисторов на радиатор следует нанести свежий слой теплопроводной пасты (КПТ-8 или аналогичную). Пасту нужно наносить в достаточном количестве, но и не слишком обильно. Она обеспечивает теплоотвод от элемента в направлении медного или алюминиевого радиатора. Пайку диодов следует выполнять очень тщательно. Из-за большой силы тока в некачественных соединениях будет наблюдаться сильный нагрев и значительные потери мощности. Бывает, что по неосторожности при демонтаже радиатора были повреждены медные дорожки и «пятачки» платы, их наращивают медным луженым проводом и хорошенько пропаивают. moiinstrumenty.ru
Март 27, 2017
Сварочные аппараты, обладающие громоздкой конструкцией, постепенно уходят в прошлое. Сегодня вместо огромных трансформаторных устройств, которые к тому же значительно понижали напряжение в электрической сети, можно приобрести сварочный инвертор небольших размеров для работы от генератора. Им будет весьма удобно пользоваться там, где нет свободного доступа к обычной электросети. Использовать данное оборудование будет легко даже начинающим сварщикам. Однако для того, чтобы полностью разобраться в подобной конструкции, следует тщательно изучить принцип работы сварочного аппарата. Прежде всего необходимо учитывать, что в инверторном сварочном аппарате электрический ток преобразуется несколько иначе по сравнению с трансформаторной конструкцией. Если в последней все напряжение подается сразу на трансформатор довольно крупных размеров, то здесь ток меняется в ходе нескольких основных этапов. В роли ключевого преобразователя все равно выступает трансформатор, однако его габариты значительно меньше – по величине он не больше сигаретной пачки. Еще одним существенным отличием является система управления электронного типа. Благодаря ее использованию удается сделать сам сварочный процесс значительно легче, а швы получаются ровными и аккуратными. За счет этих двух ключевых характеристик инвертор получает положительные отзывы. Принцип работы сварочного инвертора заключается в следующем: входное электрическое напряжение 220 В с частотой порядка 25 Гц поступает в устройство и проходит через выпрямитель, становясь из переменного постоянным. Амплитуда тока одновременно с этим сглаживается за счет установки специального фильтра. В некоторых случаях его не устанавливают, а вместо него пользуются стандартной схемой на базе конденсаторов из электролитов. Когда электрический ток прошел через это, он подается на манипулятор полупроводникового типа, где вновь становится переменным, однако с более высокой частотой. Каждая модель имеет собственный показатель работы этого элемента, однако он никогда не будет превышать 100 кГц. Затем напряжение вновь проходит через выпрямитель, доходя до того, чтобы можно было сваривать металлические элементы. Работа сварочного инвертора базируется на преобразователях высокочастотного типа. Сварочным аппаратом, имеющим подобные устройства в своей конструкции, можно получить ток, сила которого будет достигать 160 А, причем для этого понадобится трансформатор, максимальная масса которого будет составлять всего лишь 250 г. Для сравнения: классический сварочный аппарат для кузовных работ трансформаторного типа весил бы порядка 18 кг, а это не слишком удобно, если от него будет требоваться определенная мобильность. Работа с помощью инверторного аппарата для проведения сварных работ подразумевает установку нескольких диодных мостов. С их помощью осуществляется сглаживание импульсов переменного тока, как правило, этого удается добиться благодаря использованию специальных конденсаторов электролитического типа. Напряжение, проходящее через диодный мост в процессе работы устройства, вызывает довольно сильный нагрев этого элемента, потому он располагается на специальных охлаждающих конденсаторах.
Инверторный сварочный аппарат имеет также специальный термопредохранитель, который включается в работу только в том случае, когда диодные мосты разогреваются до температуры минимум 90 градусов.
В непосредственной близости от выпрямительного моста устанавливаются электролитические конденсаторы, чья емкость может находиться в пределах от 140 до 800 мкФ. Еще одним немаловажным элементом является фильтр, отсекающий разного рода радиопомехи. В большинстве случаев сварочный инвертор для работы от генератора или же от обыкновенной электрической сети предусматривает наличие двух довольно мощных транзисторов. Они позволяют сформировать переменный ток большой частоты, которая может составлять порядка нескольких десятков кГц. Чтобы не допустить выбросов напряжения, в инверторе располагают защитные цепи, в которых находятся резисторы и конденсаторы. Подготовка сварочного аппарата к работе подразумевает подключение его к электросети и проверку наличия напряжения на выходе. Стоит отметить, что конструкция потребляет много электрического тока, поэтому следует предварительно позаботиться, чтобы во время работы она была подключена к источнику питания, снабженного заземлением, – это необходимо для соблюдения техники безопасности. Главным положительным качеством является то, что сварщику не придется прилагать много усилий, чтобы переместить инвертор с одного места на другое. Однако на этом положительные характеристики аппарата не заканчиваются. При необходимости в работе с ними можно пользоваться электродами, разработанными и для постоянного, и для переменного тока. Этот момент является очень важным, когда возникает необходимость соединить между собой чугунные, стальные заготовки и конструкции, выполненные из цветных металлов. Почти все модели оснащены дополнительными опциями, которые позволяют сделать работу гораздо более удобной и простой. В частности, они помогут освоиться со сваркой человеку, который только начинает постигать ее азы. Дуга в сварочном аппарате инверторного типа зажигается гораздо лучше по сравнению с другими аналогичными устройствами во многом за счет того, что выходное напряжение почти не зависит от входного, как это наблюдается в традиционных аппаратах. При использовании трансформаторной конструкции слишком слабый ток приведет к тому, что электрод будет постоянно прилипать. Настройка на сильный ток в этом случае способна вызвать пережиг заготовок. Работая с инвертором, подобных дефектов аппарата вы наблюдать не будете, однако сварные соединения получатся довольно прочными. В них не будет трещин, раковин, шлаковых скоплений и так далее. Немаловажной особенностью аппарата инверторного типа является необязательность соблюдения единой длины дуги на протяжении формирования всего сварного шва. В традиционном трансформаторном оборудовании расстояние от электрода до соединения должно быть приблизительно одинаковым – около двух диаметров электрода, в противном случае это приведет к изменению силы тока, что в конечном счете станет причиной получения шва более низкого качества.
В инверторных аппаратах напряжение и сила тока всегда находятся в строго определенных рамках. Еще одним положительным качеством является то, что у инверторов ток постоянный. Длина дуги здесь играет не слишком серьезную роль, что очень важно при проведении работ, особенно если этим занимается сварщик, который только открывает для себя все премудрости сварки.
На сегодняшний день инверторы довольно активно используются как в промышленном производстве, так и в бытовых условиях. Их небольшие размеры и способность работы от генератора позволяют получить качественные соединения даже в довольно труднодоступных местах, где может полностью отсутствовать электроснабжение. electrod.biz Резонансные сварочные инверторы Несмотря на то что резонансные преобразователи, в основном, не получили применения в ИИСТ промышленного производства, интерес к резонансным топологиям не ослабевает [12]. Авторы работы [13] предложили полумостовой резонансный конвертер с Т-образным формирующим контуром (LCL-T converter), ориентированный на использование в зарядных устройствах, источниках сварочного тока, источниках питания лазеров и других источниках питания, которые должны обеспечивать нагрузку стабильным током. Рис. 11. Резонансный LCL-T-конвертер [13] Рис. 12. Нагрузочная характеристика лабораторного образца LCL-T-конвертера [13] Схема конвертера приведена на рисунке 11.Если переключение силовых транзисторов происходит на резонансной частоте LCL-контура, то конвертер ведёт себя по отношению к нагрузке как источник тока, — в этом главная его особенность. Вместе с тем на холостом ходе выходное напряжение такого конвертера теоретически стремится к бесконечности. Поскольку на практике необходимо иметь ограниченное выходное напряжение, для решения этой проблемы авторы предложили простую схему, которая с помощью дополнительных диодов VD3 и VD4 ограничивает напряжение на первичной обмотке трансформатора на уровне напряжения питания 2Vd. Коэффициент передачи конвертера по току составляет: Рис. 13. Резонансный сварочный инвертер LCC-типа [14] При коротком замыкании на выходе конвертера ёмкость Ср замкнута и собственная частота контура равна: При этом характеристическое сопротивление контура Характеристическое сопротивление для случая холостого хода: Добротность контура на холостом ходе: Коэффициент передачи конвертера по напряжению равен: где k = wRS/wS нормированная частота коммутации ключевых транзисторов.Данный тип преобразователя сочетает в себе положительные свойства как «последовательного» (series-loaded resonant converter), так и «параллельного» (parallel-loaded resonant converter) конвертеров. Важным моментом при разработке LCC-конвертера является выбор оптимального соотношения резонансных емкостей CP/CS. При малой величине СР требуется большая кратность изменения коммутационной частоты, при большой ёмкости СР на холостом ходе силовые транзисторы коммутируют значительный реактивный ток. Поэтому выбор этой ёмкости носит компромиссный характер. Обычно отношение выбирается от 0,3 до 1.Авторами был разработан сварочный инвертор на основе LCC-конвертера с максимальной мощностью 3 кВт и диапазоном тока нагрузки 40...150 А. Регулирование и стабилизация тока осуществляется изменением частоты коммутации от 25 до 50 кГц, причём конвертер работает всегда на правом, высокочастотном склоне АЧХ резонансного контура, при максимальном коэффициенте заполнения. Типичная зависимость коэффициента передачи по напряжению LCC-конвертера от относительной частоты показана на рисунке 14. Конденсаторы C1- С4 выполняют функции бездиссипативных демпферов, снижающих потери транзисторов «на выключение». Рис. 14. АЧХ LCC-конвертера Fnorm ~ нормированная частота(Fnorm = Fswitch/Fresonance)Для реализации, режима ZVS при выключении транзисторов необходимо контролировать время их выключенного состояния. С этой целью используются два датчика напряжения VS1 и VS2. Для измерения тока нагрузки во вторичной обмотке установлен двухобмоточный трансформатор тока СТ1. Напряжение VIo пропорциональное току нагрузки, подаётся на инвертирующий вход усилителя ошибки Е/А контроллера UC1861. Трансформатор тока СТ2 используется для защиты силовых транзисторов, с его помощью контролируется ток в формирующем контуре. Датчик выходного напряжения VSo необходим для ограничения тока контура на холостом ходе, с тем чтобы при отсутствии нагрузки контроллер устанавливал максимальную частоту коммутации. Если не вводить ООС по выходному напряжению и не детектировать состояние холостого хода, контроллер установит минимальную частоту коммутации, которая близка к собственной резонансной частоте ненагруженного контура. Это, в свою очередь, приведёт к циркуляции большого тока в контуре и, следовательно, большим потерям проводимости транзисторов. В «последовательном» резонансном преобразователе (без конденсатора Ср) такой ситуации не возникает.
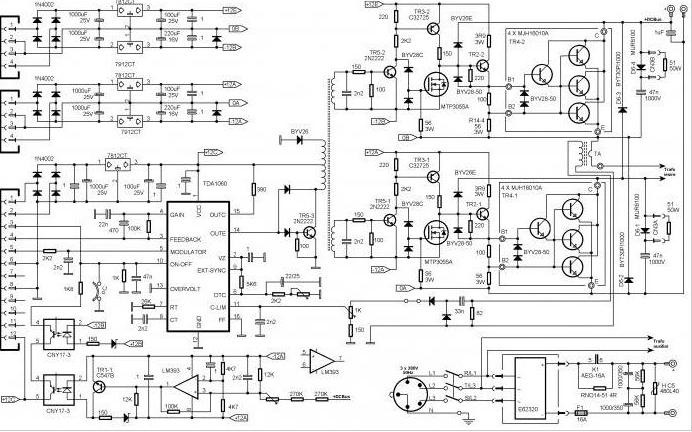
В опытном образце сварочного инвертора использовались транзисторы типа IRGNI115U06, IRGKI115U06 и диоды Шоттки в выходном выпрямителе. Использован силовой трансформатор кабельного типа с магнитопроводом. набранным из нескольких ферритовых колец, обмотками W1 = 12 витков, W2 = 2 витка и площадью поперечного сечения Sc = 8 см2. Индуктивность намагничивания составила 2,85 мГн, индуктивность рассеивания - 3,4 мкГн. Индуктивность выходного дросселя Lo -12 мкГн. Семейство экспериментальных статических ВАХ опытного образца приведено на рисунке 15. На рисунках 16 и 17 показаны характерные осциллограммы токов и напряжений на силовом транзисторе и первичной обмотке трансформатора (конденсаторе Ср) при токе нагрузки, близком к минимальному, и напряжении питания 300 В. Рис. 15. Статические вольтамперные характеристики экспериментального образца LCC-конвертера [14] Рис. 16. Ток коллектора и напряжение «коллектор-эмиттер» силового транзистора [14] Рис. 17. Ток и напряжение первичной обмотки силового трансформатора [14]Масштаб: Vcp - 50 В/дел., Iw1 - 5 А/дел., развёртка -10 мкс/дел. Сварочные инверторы с коррекцией коэффициента мощностиЦелесообразность применения активных корректоров коэффициента мощности (ККМ) в составе сварочных инверторов достаточно давно и активно обсуждается. Эта проблема имеет две составляющие -экономическую и техническую. С экономической точки зрения, применение ККМ в составе ИИСТ низшего ценового диапазона (бытового уровня) нецелесообразно, поскольку такой сварочный инвертор сразу попадает в другую ценовую категорию, но при этом проигрывает конкурентам по комплексу технических параметров и, скорее всего, по уровню надёжности и качества. Профессиональные ИИСТ промышленного назначения имеют другой порядок цен, поэтому использование ККМ в их составе не столь заметно увеличивает себестоимость.Ряд производителей ИИСТ заявляют о наличии ККМ в составе выпускаемого оборудования. Например, фирма Miller Electric оснащает корректором коэффициента мощности свои сварочные инверторы Max-star 150 и ХМТ 350 Series [15]. В ИИСТ СТРАТ 160КС российского производства также используется активный ККМ и стабилизатор сети [16]. Представляют интерес технические характеристики сварочного инвертора Miller ХМТ 350: многофункциональный аппарат с поддержкой сварочных процессов MIG/MAG и STICK/TIG, с универсальным питанием от сети с напряжением 208...575 В. При питании от однофазной сети максимальный сварочный ток составляет 300 А при выходном напряжении 32 В и ПН 60%. Коэффициент мощности данного ИИСТ составляет 0,95 при КПД 87% (ток нагрузки 400 А, питание от трёхфазной сети). Цена производителя за модель в базовой конфигурации - 3523 долл. США.Преимущества ИИСТ с активным ККМ по сравнению с оборудованием без коррекции коэффициента мощности очевидны. Во-первых, снижается среднеквадратичное значение тока, потребляемого ИИСТ от питающей сети, что позволяет использовать такие сварочные инверторы в маломощных сетях при сохранении заявленного максимального сварочного тока. Во-вторых, повышается стабильность выходного тока и напряжения инвертора, что важно для профессионального оборудования. В-третьих, устраняется влияние ИИСТ на других потребителей, питающихся от той же первичной сети. Несинусоидальный ток, генерируемый нелинейной нагрузкой, протекая по импедансу питающей сети, порождает искажения формы напряжения сети. В спектре потребляемого тока содержатся не только высшие гармоники сетевой частоты, но и гармоники комбинационных частот. Источники сварочного тока, работающие в режимах импульсной модуляции тока дуги (обычно используются частоты модуляции в сотни герц), потребляют ток, в спектре которого, кроме высших гармоник, содержатся также гармоники с частотами ниже основной. Это приводит к «мерцанию» напряжения первичной сети с частотой единицы-десятки герц. В трёхфазных сетях применение ККМ нормализует величину тока, текущего в нулевом проводе. Авторы обсуждаемых далее работ отмечают улучшение качества сварного соединения, уменьшение разбрызгивания металла и снижение пульсаций тока нагрузки с частотой, кратной частоте напряжения питающей сети.Реализации ИИСТ с активным ККМ сопутствует ряд проблем. Кроме усложнения и удорожания ИИСТ возникают специфические вопросы взаимного влияния двух регулируемых преобразователей, работающих фактически на общую нелинейную нагрузку. При этом оба преобразователя могут иметь многопетлевую ООС по току и напряжению, индивидуальные алгоритмы управления, выполняют различные функции и отличаются по динамическим характеристикам. Авторы работы [17] исследовали взаимное влияние К КМ на функционирование сварочного инвертора. Блок-схема устройства приведена на рисунке 18. В качестве ККМ использовался простейший и наиболее распространённый тип преобразователя — однотактный од-нотранзисторный регулятор повышающего типа (boost converter), работающий в режиме прерывистого тока индуктора ККМ. Рис. 18. Сварочный инвертор с активным ККМ [17]Напряжение питания на выходе ККМ составляло 400 В, что позволило авторам увеличить коэффициент трансформации силового трансформатора до 5 : 1 и снизить токовую нагрузку на силовые транзисторы сварочного инвертора. Наличие ККМ не ухудшило динамические свойства сварочного инвертора, взаимное влияние «сварочной» и ККМ-секции отсутствовало.Более схемотехнически сложный вариант ККМ использован авторами работы [18] - это управляемый входной выпрямитель на IGBT-транзис-торах VT1 - VT4 (см. рис. 19). Инвертор [18] также состоит из двух независимых блоков, управляемых от собственных контроллеров. Рис. 19. Сварочный инвертор с активным мостовым выпрямителем в качестве ККМ [18]Экспериментальный образец сварочного инвертора испытывался при токе до 180 А и продемонстрировал меньшее разбрызгивание металла и более высокое качество шва. В составе полумостового инвертора (транзисторы VT5, VT6) применён оригинальный силовой трансформатор с повышенной собственной ёмкостью обмоток, которая вместе с индуктивностями трансформатора и монтажа образует фильтр низких частот с частотой среза порядка 600 кГц, что значительно меньше, чем в случае традиционной конструкции трансформатора. Силовой трансформатор с характеристикой ФНЧ эффективно подавляет помехи со стороны сварочной дуги, не пропуская их на сторону первичной обмотки. Это, по мнению авторов, повышает стабильность работы ККМ-и ШИМ-контроллеров и снижает вероятность выхода из строя силовых транзисторов. Рис. 20. Сварочный инвертор с активным ККМ, трёхфазным питанием и инжекцией 6-ой гармоники питающего напряжения в управляющий сигнал [19]При питании инвертора от трёхфазной сети структура ККМ усложняется. В этом случае простейшим является активный корректор на основе однотранзисторного повышающего регулятора, работающий в режиме прерывистого тока индуктора (DCM, discontinuous conduction mode) на фиксированной частоте преобразования. Подобная структура сварочного инвертора с активным ККМ использована авторами работы [19] и показана на рисунке 20. Элементы Cf и Lf образуют помехоподавляющий фильтр. Индуктивности Lb — индукторы, входящие в состав схемы ККМ. Сварочный преобразователь представляет собой готовое изделие — источник сварочного тока для полуавтоматической сварки в среде защитного газа С02. Особенностью данного ККМ является использование нового алгоритма управления транзистором VT1 корректора: в управляющий ШИМ-сигнал вводится напряжение, пропорциональное уровню шестой гармоники напряжения питающей сети. Целью авторов являлось снижение уровня пятой гармоники потребляемого нагрузкой тока до уровня, соответствующего требованиям стандарта IEC-555-2, при использовании максимально простой и относительно эффективной схемотехники силовой части ККМ. Транзистор VT1 управляется сигналом d(t) следующего вида: где Рис. 21. Сварочный инвертор с активным ККМ с векторным регулированием [20]Экспериментальный образец сварочного инвертора с активным ККМ обеспечивал максимальную мощность в нагрузке 10 кВт при КПД 91% и коэффициенте нелинейных искажений (к.н.и.) потребляемого тока порядка 6%. При снижении тока нагрузки КПД падает и растут искажения потребляемого тока. Для оптимизации режима работы силовых транзисторов VT1 - VT6 при переходе ИИСТ в режим холостого хода ЦПОС выключает транзисторы VT1 - VT6, и ККМ функционирует в режиме обычного неуправляемого диодного выпрямителя. Несмотря на то что на холостом ходе кн.и. потребляемого тока достигает 70,8%, эффективный потребляемый ток составляет всего 0,39 А, и реализованный режим работы ККМ на холостом ходе можно считать оптимальным. Инвертор разрабатывался для ручной сварки штучным электродом и продемонстрировал высокую стабильность параметров и хорошие динамические свойства. 22. Активный ККМ понижающего типа со свойствами источника тока [21]Авторами статьи [21] был разработан трёхфазный активный ШИМ-выпрямитель со свойствами источника тока для питания сварочного инвертора. Блок-схема предложенного активного ККМ показана на рисунке 22. На входе ККМ используется LC-фильтр, состоящий из элементов Lf и Cf и предназначенный для снижения гармоник потребляемого тока. Наличие подобного фильтра приводит к нежелательным последствиям: дополнительному фазовому сдвигу между потребляемым током и его образцовым значением, возникновению паразитных резонансных колебаний тока, особенно в переходных режимах, и циркуляции реактивных токов из-за наличия конденсаторов Cf. Обычно для устранения этих недостатков используется обратная связь по фазному току и/или напряжению, что требует установки соответствующих датчиков. Кроме этого, необходимо обеспечить устойчивую работу ККМ-контроллера при многопетлевой ООС. Применение ШИМ-выпрямителя со свойствами источника тока позволяет исключить датчики фазного тока. Для реализации алгоритма работы активного ККМ и защиты полупроводниковых приборов от перегрузки по току достаточно контроля тока в выходной шине корректора (датчик Cs1). Использованный авторами алгоритм с контролем квадратурных компонент вектора фазного тока позволил независимо регулировать активную и реактивную составляющие потребляемой полной мощности, стабилизировать выходное напряжение +Vd и погасить паразитные колебания тока во входном фильтре LfCf.Разветвлённый алгоритм управления силовыми транзисторами VT1 - VT6 корректора реализован с помощью микроконтроллера MC68HC916Y1 фирмы Motorola. Функционирование разработанного активного ККМ проверялось совместно со сварочным инвертором промышленного производства Wallius SFC 150. выполненного по мостовой схеме и рассчитанного на питание от однофазной сети и максимальный сварочный ток 150 А. Штатный диодный выпрямитель ИИСТ типа Wallius SFC 150 был заменён на рассмотренный выше активный ШИМ-выпрямитель, но при этом конденсатор входного фильтра ёмкостью 1500 мкФ. входящий в состав промышленного инвертора, был сохранён. Выходное напряжение ККМ составило 320 В. Частота преобразования ККМ равна 5 кГц, сварочного инвертора - 20 кГц.Доработанный ИИСТ Wallius SFC 150 испытывался при токе нагрузки 85 А как в установившемся, так и в переходных режимах. Было экспериментально подтверждено практически полное отсутствие паразитных колебаний тока во входном фильтре, возможность независимого регулирования активной и реактивной мощности, потребляемой ИИСТ, хорошая динамика тока дуги и отсутствие взаимного влияния активного ККМ и сварочного инвертора. Получена величина коэффициента мощности, близкая к единице.Все рассмотренные выше примеры сварочных инверторов с активным ККМ имеют одинаковую структуру: отдельная секция ККМ со своим управляющим контроллером и отдельная, самостоятельная секция — сварочный инвертор со своим блоком и алгоритмами управления. Такая двухступенчатая структура позволяет оптимизировать как ККМ, так и «сварочную» часть устройства, но ценой усложнения конечного изделия, повышения его стоимости, ухудшения эффективности и массогабарит-ных показателей. По этим причинам сегодня активно разрабатываются интегральные решения, совмещающие функции коррекции коэффициента мощности и источника сварочного тока в одной силовой части. Рис. 23. Сварочный инвертор с интегрированным ККМ [22]Блок-схема одного из таких ИИСТ с интегрированной функцией ККМ показана на рисунке 23 [22]. Функцию ККМ выполняет часть схемы, включающая в себя «бустерные» индуктивности Lb, выпрямитель VD1 -VD6, ёмкость фильтра Cd и ведущее плечо моста на транзисторах VT1, VT3- Нововведением является подключение общей точки соединения конденсаторов входного фильтра Cf (обозначена Neutral) к выходу ведущего полумоста (точка N). При достаточно большой ёмкости Cf потенциал в точке N равен потенциалу нулевого провода трёхфазной питающей сети. Сварочный конвертер состоит из моста на транзисторах VT1 - VT4 с блокирующим конденсатором СЬ и насыщающимся дросселем Ls, а также силового трансформатора Т1 и вторичного выпрямителя VD7, VD8 с выходным фильтром LoCo. Контроллер ШИМ управляет работой только «сварочного» преобразователя, для чего используется ООС по току и напряжению нагрузки. Используется алгоритм псевдо-ШИМ-ФС, который иллюстрируется рисунком 24, где Vge1 - Vge4 - напряжения на затворах силовых транзисторов, ILb — ток в индуктивности Lb, Vnm — напряжение между точками М и N. Рис. 24. Диаграммы токов и напряжений в ИИСТ с интегрированным ККМ [22]Рассмотрим кратко работу преобразователя в установившемся режиме. Для определённости будем анализировать ток индуктивности Lb фазы А, а также интервал фазного напряжения 0° - 60° при условии VA > О, Vc > О, VB < 0, где VA, B,C~ напряжение соответствующей фазы. На интервале времени t0...t1 ключи VT1 и VT2 замкнуты, дроссель Ls насыщен и VNM = Vd. Дроссели Lb-A и Lb-C заряжаются линейно нарастающим током через диоды VD1 и VD3. Дроссель Lb-B при этом отдаёт накопленную энергию в конденсатор Cd за счёт тока, текущего через диод VD5. Таким образом, к дросселю Lb-A приложено напряжение сети VA, к дросселю Lb-B - напряжение Va + Vb и k дросселю Lb-C - напряжение Vc.В момент времени t1 сначала выключается транзистор VT1 в режиме ZVS благодаря наличию демпферного конденсатора С1: ток первичной обмотки заряжает С1 и разряжает С2. После полного перезаряда указанных емкостей током первичной обмотки открывается диод VD3, создавая условия для включения транзистора VT3 также в режиме ZVS. На интервале t1...t2 ток первичной обмотки течёт через открытый транзистор VT2 и диод VD3, быстро спадая из-за того, что напряжение на конденсаторе СЬ приложено навстречу э.д.с. первичной обмотки. Как только ток первичной обмотки уменьшится до критической величины, дроссель Ls выходит из насыщения и предотвращает тем самым смену направления тока первичной обмотки.Поскольку ток первичной обмотки уменьшился практически до нуля, в момент времени t2 выключение транзистора VT2 происходит в режиме ZCS. После защитного интервала (dead time) где М = Vd/E - коэффициент передачи повышающего ККМ-конвертера по напряжению, Е — амплитуда входного напряжения. В данном конвертере М = 1,5...2,5, что соответствует к.н.и. порядка 8... 12% и коэффициенту мощности 0,99.Поскольку регулируются только выходные параметры, при уменьшении тока нагрузки увеличивается напряжение питания моста Vd, которое необходимо ограничить на безопасном уровне. Мощность, потребляемая от сети, равна: В то же время мощность в нагрузке составляет: Для мостового преобразователя соотношение между входным и выходным напряжением описывается формулой: где TON - время включенного состояния транзистора, L - индуктивность «бустерного» дросселя Lb, n - коэффициент трансформации силового трансформатора T1, V0 -напряжение нагрузки, Ts - период рабочей частоты конвертера, RL — сопротивление нагрузки. Из выражений (33) и (34) можно получить зависимость напряжения питания моста от параметров нагрузки и коэффициента заполнения импульсов управления силовыми транзисторами: Выражение (36) показывает, что возможно косвенное регулирование напряжения Vd за счёт ООС по выходному напряжению, в результате чего напряжение питания моста в данной конструкции не превышает 800 В. Экспериментальный образец ИИСТ с интегрированным ККМ испытывался при токе нагрузки 250 А и напряжении 40 В; получено значение коэффициента мощности порядка 0,99 и стабильные выходные параметры. Заключение На основании представленного материала можно проследить основные тенденции и направления развития в разработке силовой части сварочных инверторов. Во-первых, в современной мощной преобразовательной технике практически не применяются демпферные цепи, формирующие оптимальную траекторию переключения силовых транзисторов, на основе неэффективных RC- или RCD-цепей. Как правило, применяются бездиссипативные цепи с возвратом энергии в источник питания ключевого преобразователя, и разработчики стараются максимально использовать паразитные реактивные «элементы» преобразователя при разработке бездиссипа-тивных демпферов. Во-вторых, можно отметить рост числа публикаций, посвященных применению активных корректоров коэффициента мощности в составе сварочного инвертора, несмотря на увеличение стоимости такого решения и снижение общей эффективности ИИСТ с ККМ. Использование сложных алгоритмов инжекции гармоник и векторного управления активными ККМ естественным образом приводит к использованию цифровых методов обработки контролируемых параметров и управления силовой частью. Активно разрабатываются интегральные решения типа «активный ККМ + ИИСТ» на базе единой силовой части. И в-третьих, новые схемотехнические решения, например трёхуровневые преобразователи, адаптируются для применения в качестве источников сварочного тока.Литература 1. Петров С. Схемотехника промышленных сварочных инверторов. Современная электроника. 2007. № 8. С. 42-47.2. Dudrik J., Bauer P. DC source for arc welding with soft-switching current-mode controlled DC-DC converter. Intern. Rev. of Electrical Engineering (IREE). April 2006. PP. 162-169. 3- Trei nso CMC, PereiraAA, Farms VJ., VieiraJ В., de breitas L.C. A 1,5 kW operation with 90% efficiency of a two transistors forward converter with non-dissipative snubber. PESC98 Record. Japan L998. Vol. 3. PP. 696-700.4. РудыкСД., Турчанинов BE., ФлоренцевСМ. Мощный однотактный преобразователь постоянного напряжения с «мягкой» коммутацией силового ключа. Электротехника. 1999. № 4- С. 55-58.5. MachinN.,DekterJ. New lossless clamp for single ended converters. Proc. Telecommunications Energy Conf. INTELEC 1997. Melbourn, Austria. PP. 35-39- www.rtp.com.au/pa-pers/wl 329.pdf.6. Vogman V. Nondissipative clamping benefits DC-DC converters. Power Electronics Technology. September 2005. PP. 26-32.7. Mecke H., Fischer W., Werter F. Soft switching inverter power source for arc welding. EPE97 Conf. 1997. Trondheim. PP. 4333-4337.8. Morimoto K, Ahtned N., Lee H.W. Advanced high power DC-DC converter using novel type half-bridge soft switching PWM inverter with high frequency transformer for arc welder. IEEE PEDS 05. 2005. Issue 16-18. Vol. l.PP. 113-118.9. Morimoto K, Dot Т., ManabeH, NakaokaM., Lee H.W. Advanced high power DC-DC converter using novel type full-bridge soft-switching PWM inverter with high frequency transformer link for arc welding application. Proc. of ICPE. 2004. PP. II191-п 197.10. Frohleke N., Schniedermann M. Enhanced analysis and design issues of a 3-Ievel DC-DC converter with zero voltage and zero current switching. 9th European conf. on power electronics and applications (EPF01). Graz, Austria. August 2001. PP. 1-10.11. Canutes F. Novel DC-DC converters for high-power distributed power systems. Dissertation for degree of doctor of philosophy in electrical engineering. Virginia Polytechnic Inst, and State Univ. 2003.12. Horvath M., BorkaJ. Up-to-date, integrated, multifunctional energy converters of welding technologies. Proc. of EPE-PEMC Conf. 2006. Portoroz, Slovenia. 2006.Vol.T2-11 l.PP. 70-75.13- Borage M., TUvari S., Kotaiah S. LCL-T resonant converter with clamp diodes: a novel constant-current power supply with inherent constant-voltage limit. IEEE Transactions on Industrial Electronics. 2007. Vol. 54. No. 2. PP. 741-746.14. Dudrik J.t Dzurko P. Arc welder with series-parallel resonant DC-DC converter. Acta Technica CSAV 51. ISSN 0001-7043-2006. PP. 415-426. 15- www.millerweld.com.16. www.poligonspb.ru.17. Honwth M., Borka J. Welding equipment with power factor correction. Proc. of PEMC96 Conf. Budapest, Hungary. 1996. Vol. 2/3. PP. 181-186.18. Chae YM., Cho J.S., Choe G.H., Shin W.S., Choi J.У. PWM converter-inverter arc welding machine using new type N.C.T. IEEE PESC98 Proc. 1998. Vol. 2. PP. 1636-1641.19- Leejn.,KimJJH.,KimS.S.,WonCY.,KimY.S., ChoiS.W. Harmonic reduction of C02 welding machine using single-switch, three-phase boost converter with six order harmonic injection PWM. IEEE ISIET01 Proc. 2001. Vol. 3. PP. 1526-1529-21. Huang J.Q., Chen SJ., Yin S.Y., Wang D.P., Zeng Hua. A novel three-phase welding inverter power supply with high power factor. IEEE ICIT03 Proc. Maribor, Slovenia. 2003- PP. 11131118.22. Salo M., Tuusa H., Nyqvist J. A high performance three-phase DC voltage source -an application to a welding machine. IEEE APEC01 Proc. 2001. Vol. 2. PP. 793-799.2 3- Huang N., Zhang D., Song Т., Fan M., Liu Y. A 10 kW single-stage converter for weding with inherent power factor correction. IEEE APEC05 Proc. 2005-Vol. 1. PP. 254-259. источник:http://radio-hobby.org meandr.org Благодаря снижению цены, в настоящее время стали очень популярны сварочные аппараты инверторного типа. Лёгкие и надёжные, они широко используются и на производстве, и во время дачно-гаражных поделок. Мы на сайте уже знакомили вас (в статье про ремонт инверторов), в общих чертах, с устройством этих сварочников. Здесь подробно объясним принцип работы сварочного инвертора. Сварочным инвертором принято называть блок питания сварочного аппарата, оснащённый инвертором. Сам по себе инвертор – это устройство, преобразующее постоянное напряжение в высокочастотное переменное. В двух словах, происходит следующее: Схемотехническое решение и применение в инверторе специальных компонентов, позволили сконструировать устройство, не критичное, в широких пределах, к колебаниям напряжения питающей электросети. При понижении его ниже допустимого предела — происходит отключение генератора и загорается жёлтая лампочка «авария». В этом и заключаются две «изюминки»: малый вес и некритичность в широком диапазоне к колебаниям напряжения источника питания; Внедрение указанных выше преобразований привело к тому, что в схемотехнике источника питания появилось большое количество всяких дополнительных элементов, обеспечивающих его стабильную работу. Теперь рассмотрим принцип работы сварочного инвертора подробно. В качестве примера рассмотрим устройство сварочного инвертора бренда «TELWIN» (рисунки к указанному бренду отношения не имеют). Внешний вид платы с указанием расположения элементов схемы приведён на рисунке. Вариант компоновки деталей сварочного инвертора. Схема сварочного инвертора состоит из двух основных частей: силовой и управляющей. Принципиальная схема приведена на рисунке (рисунки в статье кликабельные: для увеличения и удобства просмотра нажмите на него и он откроется в новом окне). Силовая часть схемы сварочного инвертора. Электронный силовой блок состоит из следующих узлов: Выпрямитель состоит из: Через диодный мост протекают большие токи, и он нагревается. Для рассеяния тепла его устанавливают на охлаждающий радиатор. С целью предотвращения перегрева и выхода из строя диодного моста, на радиаторе установлен элемент защиты — термопредохранитель. Он отключает питание при превышении температуры радиатора выше 90 °С. Постоянное напряжение после выпрямителя и фильтра подаётся на инвертор. Мощный инвертор в процессе работы создаёт высокочастотные помехи. Что бы исключить их попадание в электросеть, перед выпрямителем устанавливается фильтр ЭМС (электромагнитной совместимости). Фильтр состоит из конденсаторов и дросселя (в приведённой схеме — на тороидальном магнитопроводе). Помехозащитный фильтр (на тороиде). Инвертор собран по схеме «косого моста» на двух мощных ключевых полупроводниковых приборах. В качестве последних могут быть транзисторы типов «IGBT» и «MOSFET». Оба ключевых транзистора монтируются на радиаторы для охлаждения. На первичную обмотку импульсного понижающего трансформатора поступает напряжение со входного выпрямителя, прошедшее преобразование на ключевых транзисторах и ставшее высокочастотным. С одной из вторичных обмоток снимается уже значительно меньшее по амплитуде напряжение (рабочее значение, необходимое для сварки). Эта обмотка выполнена несколькими витками ленточного медного провода в изоляции, что позволяет производить сварку током 120…130 А. Понижающий импульсный трансформатор (от него отходят шины). С вторичной обмотки импульсного трансформатора переменный ток высокой частоты поступает на высокочастотные мощные диодные выпрямители. Они собираются на базе сдвоенных диодов по схеме с общим катодом. Диоды обладают высоким быстродействием (время восстановления trr < 50 ns). С выхода этого выпрямителя снимается электрический ток с нужными для сварки параметрами. А теперь рассмотрим управляющую часть схемы сварочного инвертора. Принципиальная схема приведена на рисунке (напоминаем о кликабельности рисунка). Управляющая часть схемы сварочного инвертора. Электронный управляющий блок состоит из следующих узлов: Схема управления имеет оригинальное решение. Поэтому, она будет рассматриваться подробнее силовой части. «Мозгом» сварочного инвертора является микросхема ШИМ-контроллера (здесь и далее – обозначения по схеме: U1). Она, управляя работой мощных ключевых транзисторов, задаёт «ритм» работы всего преобразователя. Микросхема ШИМ-контроллера, посредством полевого N-канального MOSFET транзистора (Q4), передаёт на первичную обмотку разделительного трансформатора (T1) прямоугольные импульсы с высокой частотой — до 50 КГц. С вторичной его обмотки снимаются сигналы для управления работой ключевых транзисторов. Защиту от возможного, в процессе управления, превышения допустимого напряжения между затвором и эмиттером ключевых транзисторов осуществляют стабилитроны (D16, D17, D29, D30). К цепям регулировки и контроля относятся: Трансформатор тока (в центре). Одновременно с отключением инвертора включается жёлтый светодиод (D12), который указывает на то, что в схеме неисправность или есть проблемы с сетевым питанием (отсутствует или ниже нижнего предела). kovka-svarka.netОбзор стандартной схемы сварочных аппаратов инверторного типа. Выходное напряжение сварочного инвертора
Схема сварочного инвертора. Принципиальная электрическая схема сварочного инвертора
Основные сведения про инверторные аппараты

За счет чего уменьшается вес сварочного аппарата

Рабочая частота инвертора

Принцип работы выпрямителя
Выпрямительный каскад
Фильтры
Инверторный каскад
ВЧ-трансформатор

Выходной выпрямитель

УСТРОЙСТВО И РЕМОНТ СВАРОЧНОГО ИНВЕРТОРА





Ремонт сварочного инвертора TELWIN TECNICA 164
Данная статья будет посвящена ремонту сварочного инвертора TELWIN TECNICA 164. Принесли мне это изделие итальянского «сваркостроения» знакомые, на вопрос: «Что случилось?» был ответ: «Работал, работал, потом хлопок и повалил дым из корпуса!» Понятно, сгорел! Ну, будем ремонтировать, посмотрим чем напичкали итальянцы эту красивую коробочку))) А внутри оказалось довольно интересно.
А внутри оказалось довольно интересно.
 На этих фотографиях уже со снятыми «дохлыми» силовыми IGBT транзисторами (Но об этом позже!) Давайте теперь разберемся с теорией по поводу сварочных инверторов. Принцип работы инверторов заключается в поэтапном преобразовании энергии. Вот основные этапы работы инвертора -Выпрямление сетевого напряжения -Преобразуется в переменное высокочастотное в блоке инвертора -Понижается трансформатором до рабочего сварочного -Выходной выпрямитель преобразует переменное в постоянное сварочное напряжение Весь процесс регулируется за счет обратных связей блоком управления, который обеспечивает необходимые характеристики сварочного тока. Инверторы так же отличаются низкой пульсацией выпрямленного напряжения, возможность получения разнообразных вольт — амперных характеристик (ВАХ), имеет высокий КПД (до 90%). Так как сварочный инвертор работает на довольно высокой частоте, то это позволило уменьшить габариты силового трансформатора. К примеру, у обычных сварочных выпрямителей с трансформатором, работающем на частоте 50Гц, отношение сварочного тока к единице массы составляет примерно 1-1,5А/кг, а у инвертора, который работает на частоте преобразования 20-30 кГц, это отношение равно 10-15А/кг. Грубо скажем, размеры уменьшились в 10 раз!!! Но за это инверторы «расплачиваются» довольно сложной своей конструкцией и схемотехникой. Для построения сварочных инверторов применяют следующие типы высокочастотных преобразователей: — полумостовой — ассиметричный мост ( еще называют «косым мостом») — полный мост. Подвидом полумоста и моста являются резонансные преобразователи. В зависимости от системы управления выходными параметрами, преобразователи бывают с ШИМ (широтно-импульсной модуляцией) и ЧИМ (частотно-импульсной модуляцией), так же бывают с фазовой регулировкой и комбинацией всех трех типов. Про принципы работы тут рассказывать не буду, в сети информации и книг по этому поводу много. Вернемся к нашему «итальянцу». Поковырявшись в сети по поводу схемы на аппарат, нашел даже целый мануал по ремонту аппаратов этой модели! Ну молодцы итальянцы, уважаю!
На этих фотографиях уже со снятыми «дохлыми» силовыми IGBT транзисторами (Но об этом позже!) Давайте теперь разберемся с теорией по поводу сварочных инверторов. Принцип работы инверторов заключается в поэтапном преобразовании энергии. Вот основные этапы работы инвертора -Выпрямление сетевого напряжения -Преобразуется в переменное высокочастотное в блоке инвертора -Понижается трансформатором до рабочего сварочного -Выходной выпрямитель преобразует переменное в постоянное сварочное напряжение Весь процесс регулируется за счет обратных связей блоком управления, который обеспечивает необходимые характеристики сварочного тока. Инверторы так же отличаются низкой пульсацией выпрямленного напряжения, возможность получения разнообразных вольт — амперных характеристик (ВАХ), имеет высокий КПД (до 90%). Так как сварочный инвертор работает на довольно высокой частоте, то это позволило уменьшить габариты силового трансформатора. К примеру, у обычных сварочных выпрямителей с трансформатором, работающем на частоте 50Гц, отношение сварочного тока к единице массы составляет примерно 1-1,5А/кг, а у инвертора, который работает на частоте преобразования 20-30 кГц, это отношение равно 10-15А/кг. Грубо скажем, размеры уменьшились в 10 раз!!! Но за это инверторы «расплачиваются» довольно сложной своей конструкцией и схемотехникой. Для построения сварочных инверторов применяют следующие типы высокочастотных преобразователей: — полумостовой — ассиметричный мост ( еще называют «косым мостом») — полный мост. Подвидом полумоста и моста являются резонансные преобразователи. В зависимости от системы управления выходными параметрами, преобразователи бывают с ШИМ (широтно-импульсной модуляцией) и ЧИМ (частотно-импульсной модуляцией), так же бывают с фазовой регулировкой и комбинацией всех трех типов. Про принципы работы тут рассказывать не буду, в сети информации и книг по этому поводу много. Вернемся к нашему «итальянцу». Поковырявшись в сети по поводу схемы на аппарат, нашел даже целый мануал по ремонту аппаратов этой модели! Ну молодцы итальянцы, уважаю! Скачать можно тут Вот и начал изучать я этот мануал. Вот блок-схема данного аппарата.
Скачать можно тут Вот и начал изучать я этот мануал. Вот блок-схема данного аппарата.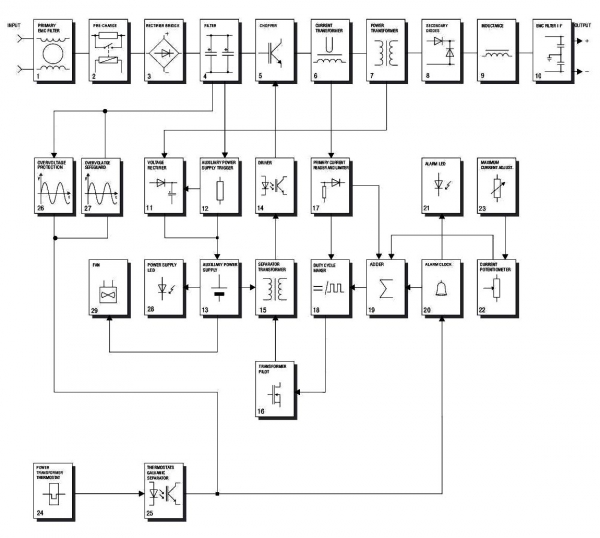 Крупнее Схема аппарата состоит из двух частей — силовой и блока управления. Силовая часть
Крупнее Схема аппарата состоит из двух частей — силовой и блока управления. Силовая часть 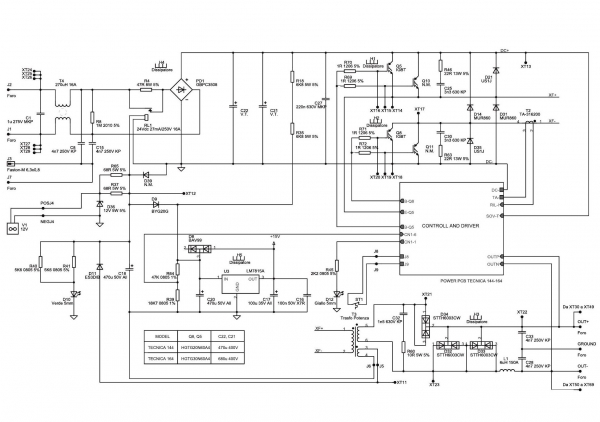 Крупнее Силовая часть состоит из следующих блоков: 1. Фильтр EMC — состоит из С1, T4, С8, С15. Защита сети от проникающих электромагнитных помех. 2. Блок защиты выпрямителя и фильтра — состоит из RL1, R4. Предотвращает появление больших зарядных токов в момент подключения инвертора к сети. При включении питания, напряжение на выпрямитель PD1 поступает через мощный резистор R4, в этот момент конденсаторы C21, C22, C27 плавно заряжаются. Когда произошел заряд конденсаторов, включается реле RL1, и своими контактами закорачивает R4, так сказать система «мягкого запуска». 3. Выпрямительный мост и фильтр — состоит из PD1, который преобразовывает переменное напряжение в пульсирующие, фильтр C21, C22, C27 — сглаживает пульсации выпрямленного напряжения. 4. Собственно силовые ключи инвертора — состоят из IGBT транзисторов Q5 и Q8. Преобразовывают отфильтрованное напряжение в высокочастотные прямоугольные импульсы, которые поступают на силовой трансформатор. 5. Трансформатор тока — Т2, контролирует силу тока в первичной обмотке силового трансформатора, сигнал с трансформатора поступает в блок управления. 6. Силовой трансформатор — Т3, преобразует напряжение и ток от инвертора в напряжение и ток, необходимый для сварки. Так же обеспечивает гальваническую развязку от питающей сети. 7. Выпрямитель сварочного напряжения — D32, D33, D34. D32 — выпрямляет импульсное напряжение, так же служит для ограничения насыщения сердечника трансформатора. D33 и D34 — выпрямляют напряжение самоиндукции силового трансформатора после катушки индуктивности L1, в моменты, когда IGBT транзисторы закрыты. 8. Дроссель L1- подавляет пульсации выпрямленного напряжения. 9. Делитель, выпрямитель и стабилизатор — R18, R35, D11, C20, U3, D8 — служат для питания блока управления. 10. Тепловая защита силового трансформатора — термодатчик ST1 (в нормальном состоянии замкнут). 11. Схема питания вентилятора охлаждения и реле «мягкого пуска» — питается от отдельной обмотки силового трансформатора. Как только накопительные конденсаторы зарядятся, начинает работать преобразователь, на дополнительной обмотке появляется напряжение, которое выпрямляется и подается на вентилятор обдува и реле. Реле включается, замыкает своими контактами резистор R4 и аппарат выходит на нормальный режим работы. Перейдем к блоку управления:
Крупнее Силовая часть состоит из следующих блоков: 1. Фильтр EMC — состоит из С1, T4, С8, С15. Защита сети от проникающих электромагнитных помех. 2. Блок защиты выпрямителя и фильтра — состоит из RL1, R4. Предотвращает появление больших зарядных токов в момент подключения инвертора к сети. При включении питания, напряжение на выпрямитель PD1 поступает через мощный резистор R4, в этот момент конденсаторы C21, C22, C27 плавно заряжаются. Когда произошел заряд конденсаторов, включается реле RL1, и своими контактами закорачивает R4, так сказать система «мягкого запуска». 3. Выпрямительный мост и фильтр — состоит из PD1, который преобразовывает переменное напряжение в пульсирующие, фильтр C21, C22, C27 — сглаживает пульсации выпрямленного напряжения. 4. Собственно силовые ключи инвертора — состоят из IGBT транзисторов Q5 и Q8. Преобразовывают отфильтрованное напряжение в высокочастотные прямоугольные импульсы, которые поступают на силовой трансформатор. 5. Трансформатор тока — Т2, контролирует силу тока в первичной обмотке силового трансформатора, сигнал с трансформатора поступает в блок управления. 6. Силовой трансформатор — Т3, преобразует напряжение и ток от инвертора в напряжение и ток, необходимый для сварки. Так же обеспечивает гальваническую развязку от питающей сети. 7. Выпрямитель сварочного напряжения — D32, D33, D34. D32 — выпрямляет импульсное напряжение, так же служит для ограничения насыщения сердечника трансформатора. D33 и D34 — выпрямляют напряжение самоиндукции силового трансформатора после катушки индуктивности L1, в моменты, когда IGBT транзисторы закрыты. 8. Дроссель L1- подавляет пульсации выпрямленного напряжения. 9. Делитель, выпрямитель и стабилизатор — R18, R35, D11, C20, U3, D8 — служат для питания блока управления. 10. Тепловая защита силового трансформатора — термодатчик ST1 (в нормальном состоянии замкнут). 11. Схема питания вентилятора охлаждения и реле «мягкого пуска» — питается от отдельной обмотки силового трансформатора. Как только накопительные конденсаторы зарядятся, начинает работать преобразователь, на дополнительной обмотке появляется напряжение, которое выпрямляется и подается на вентилятор обдува и реле. Реле включается, замыкает своими контактами резистор R4 и аппарат выходит на нормальный режим работы. Перейдем к блоку управления: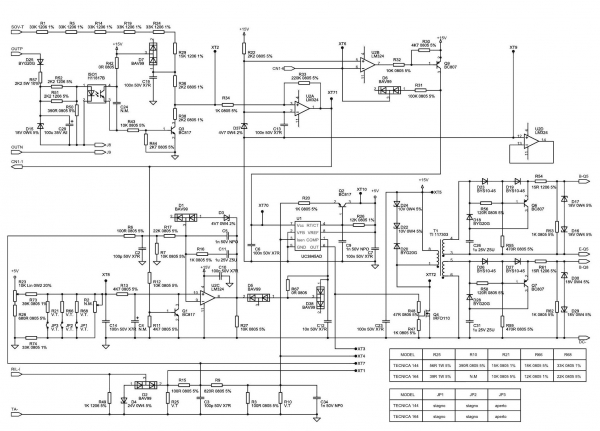 Крупнее Блок управления состоит из следующих узлов: 1. Узел драйверов — Q6, D19, D23, Q7, D27, D26, T1 — служит для «раскачки» силовых IGBT транзисторов. Разделительный трансформатор T1 вырабатывает два сигнала, гальванически разделенные друг от друга. 2. Драйвер управления разделительным трансформатором Q4, D20, D22, D24 — усиливает сигнал, поступающий от генератора импульсов (формирователя рабочего цикла)и подает его на первичную обмотку разделительного трансформатора. 3. Анализатор-ограничитель тока в первичной обмотке трансформатора D2, R25, R49, D4, R15, R9, R2, R3, R10 — получает сигнал от трансформатора тока Т2, выпрямляет, ограничивает его до определенного уровня, необходимого для работы «задатчика» сварочного тока и генератора управляющих импульсов. 4. Задающий генератор импульсов — U1 представляет собой ШИМ контроллер на микросхеме UC3845(TL3845). Данный контроллер обеспечивает генерацию управляющих импульсов для работы инвертора на IGBT транзисторах. Так же эта микросхема осуществляет регулировку сварочного тока и защиту от превышения тока в первичной обмотке силового трансформатора. Вот даташит на эту микросхему. Вот подробнее назначение выводов этой микросхемы. 1. Comp: этот вывод подключен к выходу усилителя ошибки компенсации. 2. Vfb: вход обратной связи. Напряжение на этом выводе сравнивается с образцовым, формируемым внутри ИС. 3. C/S: сигнал ограничения тока. Данный вывод должен быть присоединен к резистору в цепи истока ключевого транзистора (КТ). При повышении тока через КТ (например, в случае перегрузки ИП) напряжение на этом резисторе увеличивается и, после достижения порогового значения, прекращает работу ИС и переводит КТ в закрытое состояние. 4. Rt/Ct: вывод, предназначенный для подключения времязадающей RC-цепочки. Рабочая частота внутреннего генератора устанавливается подсоединением резистора R к опорному напряжению Vref и конденсатора С к общему выводу. 5. Gnd: общий вывод. 6. Out: выход ИС, подключается к затвору КТ через резистор или параллельно соединенные резистор и диод (анодом к затвору). 7. Vcc: вход питания ИС. 8. Vref: выход внутреннего источника опорного напряжения, его выходной ток до 50 мА, напряжение 5 В. Продолжим далее описание блока управления. 5. Блок гальванической развязки и контроля выходного напряжения, так же служит для защиты от заниженного или завышенного сетевого напряжения — состоит из оптрона ISO1 и его обвязки, делителя R1, R5, R14, R19, R24, R29, R36, R38, ОУ U2B, компаратора U2A 7. Блок регулировки сварочного тока — состоит из переменного резистора R23, фильтра C14, R13, C4. 8. Суммирующий блок — операционный усилитель U2C — служит для суммирования сигналов защиты по току и напряжению, для формирования напряжения регулирование, которое потом подается на задающий генератор импульсов. Транзистор Q1 выполняет роль ключа. При нештатном режиме работы инвертора, с блока контроля напряжения на базу транзистора приходит сигнал отключения, транзистор в свою очередь открывается, и «коротит» инвертирующий вход ОУ на землю. В результате срывается генерация управляющих импульсов. При этом загорается светодиод аварии D12. Вот в принципе и все по поводу работы схемы аппарата. Описание, конечно, не полное, но для понятия принципа работы и для ремонта пойдет. Теперь перейдем непосредственно к ремонту. Как уже говорилось выше, аппарат был вскрыт и был проведен визуальный осмотр, который выявил вышедшие из строя силовые транзисторы. Вот фото одного из двух
Крупнее Блок управления состоит из следующих узлов: 1. Узел драйверов — Q6, D19, D23, Q7, D27, D26, T1 — служит для «раскачки» силовых IGBT транзисторов. Разделительный трансформатор T1 вырабатывает два сигнала, гальванически разделенные друг от друга. 2. Драйвер управления разделительным трансформатором Q4, D20, D22, D24 — усиливает сигнал, поступающий от генератора импульсов (формирователя рабочего цикла)и подает его на первичную обмотку разделительного трансформатора. 3. Анализатор-ограничитель тока в первичной обмотке трансформатора D2, R25, R49, D4, R15, R9, R2, R3, R10 — получает сигнал от трансформатора тока Т2, выпрямляет, ограничивает его до определенного уровня, необходимого для работы «задатчика» сварочного тока и генератора управляющих импульсов. 4. Задающий генератор импульсов — U1 представляет собой ШИМ контроллер на микросхеме UC3845(TL3845). Данный контроллер обеспечивает генерацию управляющих импульсов для работы инвертора на IGBT транзисторах. Так же эта микросхема осуществляет регулировку сварочного тока и защиту от превышения тока в первичной обмотке силового трансформатора. Вот даташит на эту микросхему. Вот подробнее назначение выводов этой микросхемы. 1. Comp: этот вывод подключен к выходу усилителя ошибки компенсации. 2. Vfb: вход обратной связи. Напряжение на этом выводе сравнивается с образцовым, формируемым внутри ИС. 3. C/S: сигнал ограничения тока. Данный вывод должен быть присоединен к резистору в цепи истока ключевого транзистора (КТ). При повышении тока через КТ (например, в случае перегрузки ИП) напряжение на этом резисторе увеличивается и, после достижения порогового значения, прекращает работу ИС и переводит КТ в закрытое состояние. 4. Rt/Ct: вывод, предназначенный для подключения времязадающей RC-цепочки. Рабочая частота внутреннего генератора устанавливается подсоединением резистора R к опорному напряжению Vref и конденсатора С к общему выводу. 5. Gnd: общий вывод. 6. Out: выход ИС, подключается к затвору КТ через резистор или параллельно соединенные резистор и диод (анодом к затвору). 7. Vcc: вход питания ИС. 8. Vref: выход внутреннего источника опорного напряжения, его выходной ток до 50 мА, напряжение 5 В. Продолжим далее описание блока управления. 5. Блок гальванической развязки и контроля выходного напряжения, так же служит для защиты от заниженного или завышенного сетевого напряжения — состоит из оптрона ISO1 и его обвязки, делителя R1, R5, R14, R19, R24, R29, R36, R38, ОУ U2B, компаратора U2A 7. Блок регулировки сварочного тока — состоит из переменного резистора R23, фильтра C14, R13, C4. 8. Суммирующий блок — операционный усилитель U2C — служит для суммирования сигналов защиты по току и напряжению, для формирования напряжения регулирование, которое потом подается на задающий генератор импульсов. Транзистор Q1 выполняет роль ключа. При нештатном режиме работы инвертора, с блока контроля напряжения на базу транзистора приходит сигнал отключения, транзистор в свою очередь открывается, и «коротит» инвертирующий вход ОУ на землю. В результате срывается генерация управляющих импульсов. При этом загорается светодиод аварии D12. Вот в принципе и все по поводу работы схемы аппарата. Описание, конечно, не полное, но для понятия принципа работы и для ремонта пойдет. Теперь перейдем непосредственно к ремонту. Как уже говорилось выше, аппарат был вскрыт и был проведен визуальный осмотр, который выявил вышедшие из строя силовые транзисторы. Вот фото одного из двух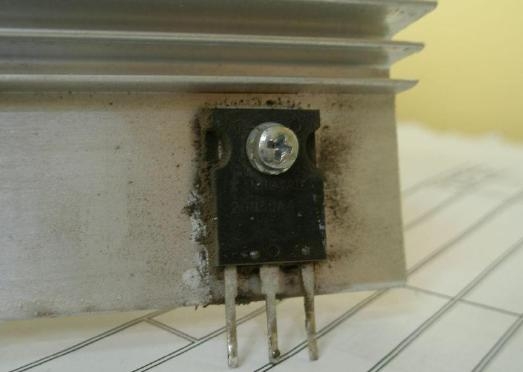 Прозвонка подтвердила результат. Так же дохлыми оказались диоды D31, D212 Диод слева от силового транзистора прижат пружинной скобой к радиатору
Прозвонка подтвердила результат. Так же дохлыми оказались диоды D31, D212 Диод слева от силового транзистора прижат пружинной скобой к радиатору Диод D31 обязательно должен быть изолирован от радиатора теплопроводящей прокладкой как на фото выше. Так же в ходе осмотра был выявлен вот такой дефект. Плохая пайка выводов силового трансформатора. Выводы запаяны то и с нижней стороны платы, но при работе на токах, близких к максимальным, это место будет довольно сильно разогреваться, что приведет в дальнейшем к выгоранию дорожек. Для исправления данного дефекта был снят теплоотвод силовых диодов и все пропаяно.
Диод D31 обязательно должен быть изолирован от радиатора теплопроводящей прокладкой как на фото выше. Так же в ходе осмотра был выявлен вот такой дефект. Плохая пайка выводов силового трансформатора. Выводы запаяны то и с нижней стороны платы, но при работе на токах, близких к максимальным, это место будет довольно сильно разогреваться, что приведет в дальнейшем к выгоранию дорожек. Для исправления данного дефекта был снят теплоотвод силовых диодов и все пропаяно. Потом теплоотвод силовых диодов ставим на место, заодно меняем термопасту на диодах.
Потом теплоотвод силовых диодов ставим на место, заодно меняем термопасту на диодах. Силовые транзисторы просто так не выходят из строя, как правило выбивает элементы раскачивающего их драйвера. Вот фото элементов драйвера.
Силовые транзисторы просто так не выходят из строя, как правило выбивает элементы раскачивающего их драйвера. Вот фото элементов драйвера.  Вооружаемся омметром и начинаем проверять элементы драйвера. Нашел неисправных немало, вот списочек.Транзисторы Q5 — HGTG30N60A4 Q6 — BC807 Q7 — BC807 Q8 — HGTG30N60A4Диоды D14 — MUR860 D22 — стабилитрон на 10 вольт D24 — стабилитрон на 10 вольт D26 — BYG20G D27 — BYG20G D30 — стабилитрон на 18 вольт D31 — стабилитрон на 18 вольтРезисторы R54 — 10 Ом (типоразмер 1206) R55 — 470 Ом (типоразмер 0805) R61 — 10 Ом (типоразмер 1206) R71 — 1 Ом (типоразмер 1206) Все неисправные детали были найдены и заменены. Казус получился со стабилитронами. В продаже у себя не нашел стабилитронов в корпусе SOT-23.
Вооружаемся омметром и начинаем проверять элементы драйвера. Нашел неисправных немало, вот списочек.Транзисторы Q5 — HGTG30N60A4 Q6 — BC807 Q7 — BC807 Q8 — HGTG30N60A4Диоды D14 — MUR860 D22 — стабилитрон на 10 вольт D24 — стабилитрон на 10 вольт D26 — BYG20G D27 — BYG20G D30 — стабилитрон на 18 вольт D31 — стабилитрон на 18 вольтРезисторы R54 — 10 Ом (типоразмер 1206) R55 — 470 Ом (типоразмер 0805) R61 — 10 Ом (типоразмер 1206) R71 — 1 Ом (типоразмер 1206) Все неисправные детали были найдены и заменены. Казус получился со стабилитронами. В продаже у себя не нашел стабилитронов в корпусе SOT-23. Были только в стандартном стеклянном корпусе JEDEC LL41 для SMD монтажа.
Были только в стандартном стеклянном корпусе JEDEC LL41 для SMD монтажа. Ну, делать то надо, пришлось «выкручиваться» и впаивать стабилитроны вот таким вот образом
Ну, делать то надо, пришлось «выкручиваться» и впаивать стабилитроны вот таким вот образом Новые силовые IGBT транзисторы Q5 и Q8, а так же диоды D14 и D31 были установлены на свои теплоотводы, предварительно смазанные тонким слоем термопасты КПТ-8.
Новые силовые IGBT транзисторы Q5 и Q8, а так же диоды D14 и D31 были установлены на свои теплоотводы, предварительно смазанные тонким слоем термопасты КПТ-8. Вот фото платы с замененными компонентами
Вот фото платы с замененными компонентами  Впаял силовые транзисторы и диоды
Впаял силовые транзисторы и диоды Вот фото в сборе. Пока возился с установкой теплоотводов сломал конденсатор С27, тако-го же не нашел, поставил обычный пленочный.
Вот фото в сборе. Пока возился с установкой теплоотводов сломал конденсатор С27, тако-го же не нашел, поставил обычный пленочный. Ну, вот все собрано, пора это дело проверять. Плату инвертора включил в сеть через ЛАТР. К выходным клеммам подключили вольтметр. Включаем ЛАТР в сеть и плавно увеличиваем напряжение на ЛАТРе. До того как напряжение дойдет до 220 вольт, на плате светится желтый светодиод. Как только напряжение будет 220, через некоторое время включается реле на плате и загорается зеленый светодиод.
Ну, вот все собрано, пора это дело проверять. Плату инвертора включил в сеть через ЛАТР. К выходным клеммам подключили вольтметр. Включаем ЛАТР в сеть и плавно увеличиваем напряжение на ЛАТРе. До того как напряжение дойдет до 220 вольт, на плате светится желтый светодиод. Как только напряжение будет 220, через некоторое время включается реле на плате и загорается зеленый светодиод. Вольтметр показывает напряжение холостого хода. В мануале по ремонту так же даны осциллограммы в характерных точках инвертора. Не мешало бы проверить и их. Для контроля осциллограм был изготовлен самодельный щуп — делитель 1:100. Щуп непосредственно припаян к выводам затвор — эмиттер IGBT транзистора.
Вольтметр показывает напряжение холостого хода. В мануале по ремонту так же даны осциллограммы в характерных точках инвертора. Не мешало бы проверить и их. Для контроля осциллограм был изготовлен самодельный щуп — делитель 1:100. Щуп непосредственно припаян к выводам затвор — эмиттер IGBT транзистора. Теперь собственно осциллограммы: 1. Выход драйвера, не нагруженного на затворы ключей
Теперь собственно осциллограммы: 1. Выход драйвера, не нагруженного на затворы ключей 2. Выход драйвера, не нагруженного на затворы ключей — фронт импульса
2. Выход драйвера, не нагруженного на затворы ключей — фронт импульса 3. Выход драйвера, не нагруженного на затворы ключей — спад импульса
3. Выход драйвера, не нагруженного на затворы ключей — спад импульса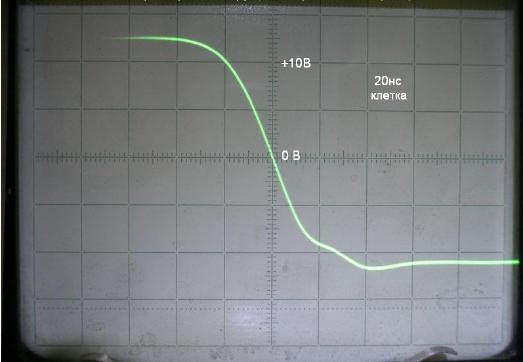 3. Выход драйвера, нагруженного на затвор ключа
3. Выход драйвера, нагруженного на затвор ключа 4. Выход драйвера, нагруженного на затвор ключа — фронт импульса
4. Выход драйвера, нагруженного на затвор ключа — фронт импульса 5. Выход драйвера, нагруженного на затвор ключа — спад импульса
5. Выход драйвера, нагруженного на затвор ключа — спад импульса 6. Переставляем щуп на коллектор — эмиттер силового ключа на холостом ходе
6. Переставляем щуп на коллектор — эмиттер силового ключа на холостом ходе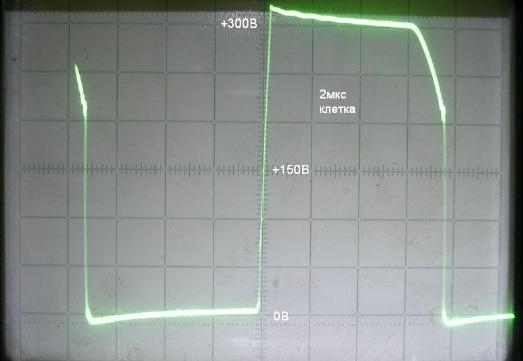 7. Коллектор — эмиттер силового ключа на холостом ходе — открытие ключа
7. Коллектор — эмиттер силового ключа на холостом ходе — открытие ключа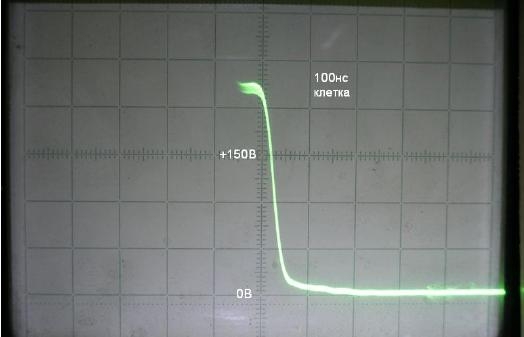 8. Коллектор — эмиттер силового ключа на холостом ходе — закрытие ключа
8. Коллектор — эмиттер силового ключа на холостом ходе — закрытие ключа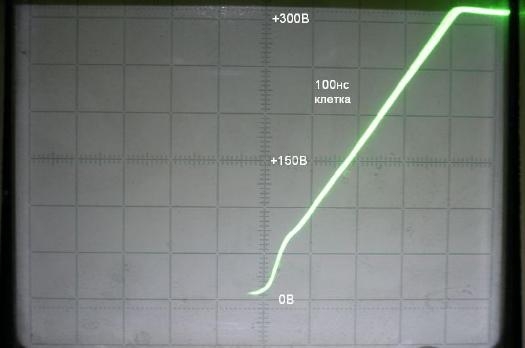 Осциллограммы все в норме, элементы аппарата на холостом ходу не нагреваются, полет нормальный! Для проведения испытания на статическую нагрузку не было ни времени, не оборудования, взял пачку электродов, кусок ненужного металла и начал варить. После 4 спаленных электродов диаметром 3 мм элементы аппарата нагрелись не сильно, дыма и прочих неприятностей замечено не было. Вот постарался и сварил две пластины встык.
Осциллограммы все в норме, элементы аппарата на холостом ходу не нагреваются, полет нормальный! Для проведения испытания на статическую нагрузку не было ни времени, не оборудования, взял пачку электродов, кусок ненужного металла и начал варить. После 4 спаленных электродов диаметром 3 мм элементы аппарата нагрелись не сильно, дыма и прочих неприятностей замечено не было. Вот постарался и сварил две пластины встык. Варит просто замечательно, разбрызгивание металла минимальное. Вот фото шва с отбитым шлаком
Варит просто замечательно, разбрызгивание металла минимальное. Вот фото шва с отбитым шлаком Аппарат работает отлично, все таки фирма TELWIN умеет делать сварочное оборудование! Думаю статья эта кому нибудь, да пригодится! Спасибо за внимание!
Аппарат работает отлично, все таки фирма TELWIN умеет делать сварочное оборудование! Думаю статья эта кому нибудь, да пригодится! Спасибо за внимание! Схема сварочного аппарата инверторного типа, инструкция по ремонту

Общие сведения

Силовая часть: сетевой выпрямитель


Инвертор: принцип работы
Высокочастотный (импульсный) трансформатор

Выходной выпрямитель
Пусковая схема аппарата

Схема управления

Контроль выходного и сетевого напряжения

Инструкция по ремонту сварочного аппарата-инвертора


Принцип работы инверторного сварочного аппарата
Основные сведения, касающиеся устройства изделия

Основы функционирования инверторного аппарата для сварки
Основы работы ключевой электронной схемы устройства
Возможности инверторного сварочного аппарата

Перспективная схемотехника сварочных инверторов — Меандр — занимательная электроника
 В статье представлен обзор публикаций, посвященных разработке силовой части мощных ключевых преобразователей, которые применяются для построения сварочных инверторов.1.Однотактные сварочные инверторы2.Двухтактные сварочные инверторы3.Резонансные сварочные инверторы4.Сварочные инверторы с коррекцией коэффициента мощности5.Заключение6.Литература
В статье представлен обзор публикаций, посвященных разработке силовой части мощных ключевых преобразователей, которые применяются для построения сварочных инверторов.1.Однотактные сварочные инверторы2.Двухтактные сварочные инверторы3.Резонансные сварочные инверторы4.Сварочные инверторы с коррекцией коэффициента мощности5.Заключение6.Литература 

 где I0 - ток нагрузки,
где I0 - ток нагрузки,  - характеристическое сопротивление колебательного контура, Wn = w/w0 - нормированная частота,
- характеристическое сопротивление колебательного контура, Wn = w/w0 - нормированная частота,  — собственная резонансная частота контура, Q = w0L/R0=Z0/R0 - нагруженная добротность контура,
— собственная резонансная частота контура, Q = w0L/R0=Z0/R0 - нагруженная добротность контура,  Выражение (22) показывает, что при работе конвертера на частоте wn = 1, т.е. при равенстве коммутационной и контурной частот, коэффициент передачи по току не зависит от величины нагруженной добротности и равен:
Выражение (22) показывает, что при работе конвертера на частоте wn = 1, т.е. при равенстве коммутационной и контурной частот, коэффициент передачи по току не зависит от величины нагруженной добротности и равен: Другими словами, конвертер приобретает характеристики источника тока, причём при La = L напряжение на входе LCL-контура и контурный ток имеют нулевой фазовый нию к нагрузке как источник тока, — в этом главная его особенность. Вместе с тем на холостом ходе выходное напряжение такого конвертера теоретически стремится к бесконечности. Поскольку на практике необходимо иметь ограниченное выходное напряжение, для решения этой проблемы авторы предложили простую схему, которая с помощью дополнительных диодов VD3 и VD4 ограничивает напряжение на первичной обмотке трансформатора на уровне напряжения питания 2Vd. Коэффициент передачи конвертера по току составляет:
Другими словами, конвертер приобретает характеристики источника тока, причём при La = L напряжение на входе LCL-контура и контурный ток имеют нулевой фазовый нию к нагрузке как источник тока, — в этом главная его особенность. Вместе с тем на холостом ходе выходное напряжение такого конвертера теоретически стремится к бесконечности. Поскольку на практике необходимо иметь ограниченное выходное напряжение, для решения этой проблемы авторы предложили простую схему, которая с помощью дополнительных диодов VD3 и VD4 ограничивает напряжение на первичной обмотке трансформатора на уровне напряжения питания 2Vd. Коэффициент передачи конвертера по току составляет: тогда коэффициент трансформации можно найти из соотношения:
тогда коэффициент трансформации можно найти из соотношения: С увеличением сопротивления нагрузки R0 выходное напряжение Vq линейно возрастает благодаря постоянству тока нагрузки /0 до тех пор, пока амплитуда напряжения на первичной обмотке не достигнет величины напряжения питания полумоста Vd после чего конвертер переходит в режим ограничения выходного напряжения, величина которого определяется напряжением питания и коэффициентом трансформации силового трансформатора. Для экспериментальной проверки авторами был изготовлен лабораторный образец преобразователя со следующими параметрами:• максимальный ток нагрузки 1 А;• максимальное напряжение нагрузки 500 В;• напряжение питания (2Vd) 200 В;• частота преобразования (равна резонансной) 100 кГц;• индуктивность контура L = La = 25,8 мкГн;• ёмкость контура С = 0,098 мкФ;• коэффициент трансформации п = = W1/W2 = 0,2.Нагрузочная характеристика лабораторного образца LCL-T-конвертера приведена на рисунке 12, из которого видно, что преобразователь действительно имеет характеристику источника тока.Рассмотрим ещё один резонансный преобразователь сварочного назначения. Авторы использовали достаточно хорошо изученную топологию — двухтактный конвертер с последовательным частичным включением нагрузки в формирующий контур [14]. В зарубежной литературе этот тип конвертера получил название series-parallel loaded resonant converter или LCC converter. Упрощённая схема силовой части приведена на рисунке 13. Главная проблема ИИСТ резонансного типа состоит в сложности получения глубокой регулировки величины сварочного тока при сохранении режима «мягкой» коммутации силовых транзисторов, ради чего и предпринимаются попытки использования резонансных топологий.Формирующий контур LCC-конвертера характеризуется двумя собственными резонансными частотами.
С увеличением сопротивления нагрузки R0 выходное напряжение Vq линейно возрастает благодаря постоянству тока нагрузки /0 до тех пор, пока амплитуда напряжения на первичной обмотке не достигнет величины напряжения питания полумоста Vd после чего конвертер переходит в режим ограничения выходного напряжения, величина которого определяется напряжением питания и коэффициентом трансформации силового трансформатора. Для экспериментальной проверки авторами был изготовлен лабораторный образец преобразователя со следующими параметрами:• максимальный ток нагрузки 1 А;• максимальное напряжение нагрузки 500 В;• напряжение питания (2Vd) 200 В;• частота преобразования (равна резонансной) 100 кГц;• индуктивность контура L = La = 25,8 мкГн;• ёмкость контура С = 0,098 мкФ;• коэффициент трансформации п = = W1/W2 = 0,2.Нагрузочная характеристика лабораторного образца LCL-T-конвертера приведена на рисунке 12, из которого видно, что преобразователь действительно имеет характеристику источника тока.Рассмотрим ещё один резонансный преобразователь сварочного назначения. Авторы использовали достаточно хорошо изученную топологию — двухтактный конвертер с последовательным частичным включением нагрузки в формирующий контур [14]. В зарубежной литературе этот тип конвертера получил название series-parallel loaded resonant converter или LCC converter. Упрощённая схема силовой части приведена на рисунке 13. Главная проблема ИИСТ резонансного типа состоит в сложности получения глубокой регулировки величины сварочного тока при сохранении режима «мягкой» коммутации силовых транзисторов, ради чего и предпринимаются попытки использования резонансных топологий.Формирующий контур LCC-конвертера характеризуется двумя собственными резонансными частотами.

 и добротность QRS = ZRS/RS, где RS - сопротивление нагрузки, фактически равное суммарному сопротивлению активных потерь при коротком замыкании. На холостом ходе резонансная частота контура становится равной:
и добротность QRS = ZRS/RS, где RS - сопротивление нагрузки, фактически равное суммарному сопротивлению активных потерь при коротком замыкании. На холостом ходе резонансная частота контура становится равной:











 - коэффициент передачи ККМ по напряжению, VLN — амплитуда линейного напряжения сети, Vd — выходное напряжение ККМ на конденсаторе Cb, D = ТON/TSW - коэффициент заполнения сигнала ШИМ в традиционном понимании. Опытный образец описанного ККМ работал на частоте преобразования 10 кГц при максимальной мощности в нагрузке 3 кВт. По сравнению с традиционным способом управления силовым транзистором активного ККМ, добавление 6-ой гармоники позволило снизить коэффициент нелинейных искажений потребляемого тока на 3,9% в случае нелинейной нагрузки. Эффективность предложенной схемы существенно зависит от величины коэффициента М: с ростом значения М она снижается. Авторы использовали оптимальное значение М = 1,29.Несмотря на то что простейший ККМ в виде повышающего однотранзисторного регулятора даёт удовлетворительные результаты, дальнейшее улучшение гармонического состава потребляемого инвертором тока требует более сложной схемотехники и алгоритмов управления активным выпрямителем. Для реализации таких алгоритмов управления предпочтительны цифровые методы, использование которых сдерживается недостаточно высоким для данного применения быстродействием распространённых микроконтроллеров.По этой причине авторы работы [20] для управления активным ККМ использовали цифровой сигнальный процессор TMS320F240 и векторный метод управления активным выпрямителем. Блок-схема сварочного инвертора с активным трёхфазным мостовым ККМ показана на рисунке 21. Частота преоб-разования ККМ определялась возможностями процессора и была выбрана равной 10 кГц,. Выходное напряжение Va стабилизировалось на уровне 680 В и использовалось для питания ИИСТ мостового типа, работающего на частоте 20 кГц с собственным ШИМ-контроллером. В качестве датчиков тока Cs1- Cs3 применялись преобразователи на эффекте Холла. Аналогичный преобразователь был адаптирован для использования в качестве гальванически развязанного датчика выходного напряжения Vd.
- коэффициент передачи ККМ по напряжению, VLN — амплитуда линейного напряжения сети, Vd — выходное напряжение ККМ на конденсаторе Cb, D = ТON/TSW - коэффициент заполнения сигнала ШИМ в традиционном понимании. Опытный образец описанного ККМ работал на частоте преобразования 10 кГц при максимальной мощности в нагрузке 3 кВт. По сравнению с традиционным способом управления силовым транзистором активного ККМ, добавление 6-ой гармоники позволило снизить коэффициент нелинейных искажений потребляемого тока на 3,9% в случае нелинейной нагрузки. Эффективность предложенной схемы существенно зависит от величины коэффициента М: с ростом значения М она снижается. Авторы использовали оптимальное значение М = 1,29.Несмотря на то что простейший ККМ в виде повышающего однотранзисторного регулятора даёт удовлетворительные результаты, дальнейшее улучшение гармонического состава потребляемого инвертором тока требует более сложной схемотехники и алгоритмов управления активным выпрямителем. Для реализации таких алгоритмов управления предпочтительны цифровые методы, использование которых сдерживается недостаточно высоким для данного применения быстродействием распространённых микроконтроллеров.По этой причине авторы работы [20] для управления активным ККМ использовали цифровой сигнальный процессор TMS320F240 и векторный метод управления активным выпрямителем. Блок-схема сварочного инвертора с активным трёхфазным мостовым ККМ показана на рисунке 21. Частота преоб-разования ККМ определялась возможностями процессора и была выбрана равной 10 кГц,. Выходное напряжение Va стабилизировалось на уровне 680 В и использовалось для питания ИИСТ мостового типа, работающего на частоте 20 кГц с собственным ШИМ-контроллером. В качестве датчиков тока Cs1- Cs3 применялись преобразователи на эффекте Холла. Аналогичный преобразователь был адаптирован для использования в качестве гальванически развязанного датчика выходного напряжения Vd.



 t = t3 - t2 одновременно включаются транзисторы VT3 и VT4 в режиме ZCS, а транзистор VT3 - и в режиме ZVS, дроссель Ls насыщается, и начинается очередной такт передачи мощности в нагрузку. Теперь к дросселю Lb-A приложено напряжение VA - Vd, к дросселю Lb-B -напряжение VB и к дросселю Lb-C -напряжение Vc-Vd. Ток через Lb-A и Lb-C линейно уменьшается до нуля, а ток через Lb-B линейно возрастает от нуля до максимального (отрицательного) значения. Затем все коммутационные процессы повторяются.Дроссели Lb работают в режиме разрывных токов и запасают энергию в течение интервала времени, когда ключ VT1 открыт, a VT3 закрыт. Сброс запасённой энергии вконденсатор Cd происходит при закрытом транзисторе VT1 и открытом VT3. Коэффициент нелинейных искажений входного тока можно определить из выражения:
t = t3 - t2 одновременно включаются транзисторы VT3 и VT4 в режиме ZCS, а транзистор VT3 - и в режиме ZVS, дроссель Ls насыщается, и начинается очередной такт передачи мощности в нагрузку. Теперь к дросселю Lb-A приложено напряжение VA - Vd, к дросселю Lb-B -напряжение VB и к дросселю Lb-C -напряжение Vc-Vd. Ток через Lb-A и Lb-C линейно уменьшается до нуля, а ток через Lb-B линейно возрастает от нуля до максимального (отрицательного) значения. Затем все коммутационные процессы повторяются.Дроссели Lb работают в режиме разрывных токов и запасают энергию в течение интервала времени, когда ключ VT1 открыт, a VT3 закрыт. Сброс запасённой энергии вконденсатор Cd происходит при закрытом транзисторе VT1 и открытом VT3. Коэффициент нелинейных искажений входного тока можно определить из выражения:




Принцип работы инверторного сварочного аппарата
«Изюминки» сварочного инвертора
Как работает сварочный инвертор

Силовая схема сварочного инвертора

Сетевой выпрямитель
Помехозащитный фильтр

Инвертор

Выходной выпрямитель
Управляющая схема сварочного инвертора

ШИМ-контроллер
Цепи регулировки и контроля

Раздел сварочных аппаратов инверторного типа
Смотрите также:

интернет-магазин светодиодного освещения
Пн - Вс с 10:30 до 20:00
Санкт-Петербург, просп. Энгельса, 138, корп. 1, тк ''Стройдвор''











Поделиться с друзьями: