Наиболее оптимальным является способ ступенчатой регулировки тока, с помощью изменения количества витков, например, подключаясь к отводам, сделанным при намотке вторичной обмотки трансформатора. Однако, этот способ не позволяет производить регулировку тока в широких пределах, поэтому им обычно пользуются для подстройки тока. Помимо прочего, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами. В этом случае, через регулирующее устройство проходят значительные токи, что является причиной увеличения ее габаритов. Для вторичной цепи практически не удается подобрать мощные стандартные переключатели, которые бы выдерживали ток величиной до 260 А. Если сравнить токи в первичной и вторичной обмотках, то оказывается, что в цепи первичной обмотки сила тока в пять раз меньше, чем во вторичной обмотке. Это наталкивает на мысль поместить регулятор сварочного тока в первичную обмотку трансформатора, применив для этой цели тиристоры. На рис. 20 приведена схема регулятора сварочного тока на тиристорах. При предельной простоте и доступности элементной базы этот регулятор прост в управлении и не требует настройки. VS1, VS2 - Е122-25-3 С1, С2 - 0,1 мкФ 400 В R1, R2 - 200 R3, R4 - 220 R5, R6 - 1 кОм R7 - 68 кОм Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока. Среднее значение тока при этом уменьшается. Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2. При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети. Изменением сопротивления резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно. Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами (рис. 2) В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308, однако эти транзисторы, при желании, можно заменить современными маломощными высокочастотными транзисторами, имеющими близкие параметры. Переменный резистор типа СП-2, а постоянные резисторы типа МЛТ. Конденсаторы типа МБМ или К73-17 на рабочее напряжение не менее 400 В. Все детали устройства с помощью навесного монтажа собираются на текстолитовой пластине толщиной 1...1,5 мм. Устройство имеет гальваническую связь с сетью, поэтому все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса. Правильно собранный регулятор сварочного тока особой наладки не требует, необходимо только убедиться в стабильной работе транзисторов в лавинном режиме или, при использовании динисторов, в стабильном их включении. cxema.my1.ru материалы в категории Предлагаемое устройство представляет собою регулятор постоянного тока, а так как диапазон регулировок у него очень широк и используются мощные тиристоры то применять его можно и как мощное зарядное устройство так и сварочный аппарат. График, поясняющий работу силового блока, выполненного по однофазной мостовой несимметричной схеме (U2 - напряжение, поступающее со вторичной обмотки сварочного трансформатора, alpha - фаза открывания тиристора, t - время). Регулятор может подключаться к любому сварочному трансформатору с напряжением вторичной обмотки U2=50...90В. Предлагаемая конструкция очень компактна. Общие габариты не превышают размеры обычного нерегулируемого выпрямителя типа «мостик» для сварки постоянным током. Схема регулятора состоит из двух блоков: управления А и силового В. Причём первый представляет собой не что иное, как фазоимпульсный генератор. Выполнен он на базе аналога однопереходного транзистора, собранного из двух полупроводниковых приборов n-p-n и p-n-p типов. С помощью переменного резистора R2 регулируется постоянный ток конструкции. В зависимости от положения движка R2 конденсатор С1 заряжается здесь до 6,9 В с различной скоростью. При превышении же этого напряжения транзисторы резко открываются. И С1 начинает разряжаться через них и обмотку импульсного трансформатора Т1. Тиристор, к аноду которого подходит положительная полуволна (импульс передаётся через вторичные обмотки), при этом открывается. В качестве импульсного можно использовать промышленные трёхобмоточные ТИ-3, ТИ-4, ТИ-5 с коэффициентом трансформации 1:1:1. И не только эти типы. Хорошие, например, результаты дает использование двух двухобмоточных трансформаторов ТИ-1 при последовательном соединении первичных обмоток. Причём все названные типы ТИ позволяют изолировать генератор импульсов от управляющих электродов тиристоров. Только есть одно «но». Мощность импульсов во вторичных обмотках ТИ недостаточна для включения соответствующих тиристоров во втором (см. схему), силовом блоке В. Выход из этой «конфликтной» ситуации был найден элементарный. Для включения мощных использованы маломощные тиристоры с высокой чувствительностью по управляющему электроду. Силовой блок В выполнен по однофазной мостовой несимметричной схеме. То есть тиристоры трудятся здесь в одной фазе. А плечи на VD6 и VD7 при сварке работают как буферный диод. Монтаж? Его можно выполнить и навесным, базируясь непосредственно на импульсном трансформаторе и других относительно «крупногабаритных» элементах схемы. Тем более что соединяемых в данную конструкцию радиодеталей, как говорится, минимум-миниморум. Прибор начинает работать сразу. Моделист-конструктор 1994 №9.А.ЧЕРНОВ, г. Саратов radio-uchebnik.ru Похожие статьи: radiohome.ru При помощи специальных регуляторов: Поэтому регулятор тока для сварочного аппарата выполняет важную функцию и в качестве основных методов регулировки используют: магнитное шунтирование, подвижность обмоток, а так же дроссели разных видов. Если подключится к отводам, которые выполняются на второй обмотке трансформатора, то есть возможность для ступенчатого регулирования электрического тока. При использовании данного способа меняется количество витков, таким образом, происходит уменьшение или увеличение тока. Но есть недостатки в этом методе, которые заключаются в минимальных диапазонах регулировки. И придется делать приличные габариты регулирующего устройства, чтобы выдерживать серьезные электрические перегрузки. Также предстоит пользоваться мощными переключателями, способными выдерживать большие токи. Вторичная обмотка принимает значительно большие нагрузки, чем вторичная обмотка, поэтому это приспособление быстро изнашивается. Для улучшения показателей подобной конструкции применяются тиристоры, которые интегрируются в первичную обмотку. С помощью такого прибора осуществляется настройка сварочного аппарата, причем делать это очень просто. Чтобы сделать регулятор тока для сварочного аппарата, нужно правильно подбирать сопротивления и прочие элементы, входящие в схему данного устройства. Тиристоры в устройстве устанавливаются параллельно, так что они открываются при помощи тока, который создается двумя транзисторами. Когда регулятор включается в схему, тиристоры находятся в закрытом состоянии, а заряд принимают конденсаторы благодаря переменному сопротивлению. И при достижении конденсатором определенного напряжения происходит движение тока разряда. После транзистора происходит открытие тиристора, подключающего нагрузку. Меняя сопротивление резистора, будет можно осуществлять регулировку подключения тиристоров. В связи с этим происходит изменение общего тока на изначальной трансформаторной обмотке. Чтобы добиться увеличения или снижения диапазона регулировки, меняется сопротивление резистора в нужном направлении. Если нет в наличии транзисторов, допустимым условием является применение динисторов. Монтируется регулятор тока для сварочного аппарата не только на транзисторах, предназначенных для получения лавинного напряжения, но и с использованием динисторов. Данный элемент нужно подключить анодами к выводам сопротивления, а катодами он должен быть присоединен к другим двум резисторам. Используются для регуляторов сварочных приборов транзисторы моделей П416, ГТ308, но есть еще возможность для подключения маломощных транзисторов с похожими характеристиками. Резисторы переменного типа могут быть использованы СП-2, а в качестве постоянных элементов применяются МБМ. При этом нужно подбирать такое сопротивление, которое будет обладать подходящим рабочим напряжением. Чтобы качественно собрать регулирующее устройство для сварочного аппарата, нужно воспользоваться текстолитовым основанием, имеющим толщину 1,5 – 2 миллиметра, тогда процесс монтажа получится более удобным. Необходимо предусмотреть изоляцию всех деталей, участвующих в схеме, от корпуса, так как возможны короткие замыкания и увеличение температуры. Серьезные перегрузки способны приводить к негативным последствиям и выходу из строя, как отдельных элементов, так и всего устройства. Если при сборке регулирующего устройства соблюдались все правила, и детали были подобраны по оптимальным параметрам, то регулятор не обязательно настраивать. Но перед тем как эксплуатировать приспособление в полном объеме, нужно проконтролировать работу транзисторов, включенных в схему, потому что они могут не выдержать лавинного режима. Благодаря стабильной работе устройства сварочные аппараты смогут нормально работать с разными свариваемыми материалами и конструкциями. swarka-rezka.ru В данном устройстве используется регулировка мощности нагрузки с помощью симистора, включенного в первичную обмотку силового трансформатора. Схема пригодна также для управления другими приборами переменного тока, например, нагревателями, лампами накаливания большой мощности, электродвигателями и т.п.На рис.1 показана функциональная схема, состоящая из трансформатора Тr2 и симистора (триака) ТС1. а на рис.2 — изменение токов и напряжений. В первом периоде сетевого напряжения задается минимальное значение напряжения (рис.2. часть 1), во втором—максимальное (рис.2, часть 2). В ходе измерений вторичная обмотка нагружалась пампой накаливания мощностью около 100 Вт. "Поведение" кривых можно истолковать следующим образом:- напряжение между электродами МТ1-МТ2 симистора (рис.2а) возрастает до тех пор, пока не происходит его открывание. Тогда напряжение между электродами падает практически до нуля и остается таковым до конца полупериода. В следующем полупериоде происходит то же самое;- изменение тока между минимальным и максимальным значениями (рис.26) происходит равномерно (сопротивление Rs—эквивалентное сопротивление соединительных проводов). С возрастанием тока исчезает видимый скачок возле перехода напряжения через ноль;- изменение напряжения в первичной обмотке трансформатора (рис.2в) имеет сложную форму, которая постепенно приближается к синусоидальной.Схема подключения сварочного трансформатора приведена на рис.3. В схеме дополнительно имеются:- фильтр сетевых помех;- схема управления симистором.В устройстве использован промышленный сварочный трансформатор (Тг2). Катушка первичной обмотки рассчитана на 220 В с номинальной индукцией около 1.5 Тл. Ток холостого хода при напряжении сети 230 В составляет около 3 А. Напряжение холостого хода на вторичной обмотке — 50 В. Низкое напряжение короткого замыкания компенсировано шунтирующей катушкой с большим количеством витков, чем у вторичной обмотки. Цель данного регулятора состоит в том, чтобы осуществлять плавную регулировку сварочного тока.Фильтр сетевых помех состоит из катушек L1,L2 и конденсаторов С1, С2. Помимо фильтрации, его задача состоит в уменьшении импульсов тока, возникающих при включении дуги. Катушки примерно на 3...6 В снижают напряжение, подаваемое на трансформатор. Число витков катушек задано для индуктивности 2,4 мГ, со значением А=6200 нГ/виток2. Симистор можно заменить любым другим, выдерживающим полное напряжение сети и максимальный ток. Цель C3-R1 фильтрует радиочастотные помехи, создаваемые симистором. Напряжение питания схемы управления симистором создается трансформатором Тr1 с диодным мостом Gr. Трапециевидная форма напряжения образуется резисторами R2. R3 и стабилитроном D1. Напряжение в каждом полупериоде падает до нуля. Это синхронизирует цель запуска си-мистера. Параметры генератора на однопереходном транзисторе Т1 определяются номиналами Р, R4 и С4. Значения Р и R4 я определил опытным путем. Сопротивление 22+33 кОм создает минимальный сварочный ток, 33 кОм — максимальный, достижимый от сети. Значения Р=47 кОм. R4=4.7 кОм соответствуют хорошей работе трансформатора от 230 В. Тиристор ТС2 обеспечивает необходимый ток для открывания симистора. При отсутствии nоднопереходного транзистора его можно заменить аналогом на двух биполярных. включенных по схеме, приведенной на рис.4Конструкция регулятора. Схема регулятора размещается на двух печатных платах из одностороннего стеклотекстолита. Плата большего размера содержит фильтр помех, симистор и блок питания схемы управления. На плате меньшего размера находится сама схема управления с тиристором. Чертеж первой платы показан на рис.5, а размещение деталей — на рис.6. В схеме управления используется потенциометр с пластмассовой осью. Выводы потенциометра находятся под сетевым потенциалом, поэтому такая ось обеспечивает требуемую изоляцию. Чертеж второй платы изображен на рис.7, размещение деталей показано на рис.8. Платы соединяются друг с другом тремя проводами. Такая конструкция практична со многих точек зрения:- упрощает размещение плат в корпусе прибора;- облегчает наладку схемПри изготовлении печатных плат следует учитывать наличие сетевого напряжения, поэтому необходимо выдерживать достаточные расстояние между дорожками. Кроме того.ввиду больших токов соединительные контакты должны иметь соответствующую допустимую нагрузку. Места крепления катушек L1, L2 усилены трубчатыми заклепками 02,5 мм. В точках соединения N, L, N1, МТ2 установлены плоские контакты для больших токов (простого припаивания к фольге недостаточно, поскольку фольга может перегреться и отслоиться от платы). На дорожки платы силовой части дополнительно напаиваем луженый провод В предположении, что фольга проводников имеет ширину 7 мм и толщину 0,02.. .0,03 мм, получим сечение всего лишь около 0,2 мм2, а допустимая нагрузка по току через проводник составляет 20 А/мм2. Фольгированные стороны схемы покрываем лаком.Катушки фильтра L1, L2 имеют размеры 046x28 мм. Они помещаются в горшкообразный сердечник с A=6200. Катушки содержат 19.75 витков эмалированного провода 01.5 мм. Витки на обмотках помещаются точно в два ряда. Ничто не мешает выполнить катушки фильтра и другой формы, важно лишь, чтобы провод с гарантией выдерживал максимальный ток 16 А. Радиатор симистора изготовлен из теплоотвода для мощного транзистора.Наладка. Испытания схем производим с осторожностью, поскольку практически каждая их деталь находится под сетевым потенциалом В работе используем сетевой кабель, снабженный изолированными контактами. Изготовленные платы первоначально не соединяем друг с другом. Питание схем производим от сетевой розетки, снабженной отдельным выключателем В любом случае сетевое напряжение оставляем включенным лишь до тех пор, пока оно необходимо для измерений. Сначала измеряем питающее напряжение схемы управления. Оно должно соответствовать напряжению стабилизации стабилитрона D1. Это напряжение не критично (годятся значения в интервале 10...15В). При отключенном сетевом напряжении подсоединяем три провода схемы управления и подключаем сварочный трансформатор к контактам N1 и МТ2. При включении сетевого напряжения с помощью потенциометра Р можно изменять напряжение и ток. подаваемые на трансформатор Форму кривых, соответствующую рис2а, b и с, контролируем с помощью осциллографа. B.DEMETER. electroscheme.org Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. В промышленных аппаратах используют разные способы регулировки тока: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. К недостаткам такой регулировки надо отнести сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении.Наиболее оптимальный вариант - еще при намотке вторичной обмотки сделать ее с отводами и, переключая количество витков, изменять ток. Однако использовать такой способ можно для подстройки тока, но не для его регулировки в широких пределах. Кроме того, регулировка тока во вторичной цепи сварочного трансформатора связана с определенными проблемами. Так, через регулирующее устройство проходят значительные токи, что приводит к его громоздкости, а для вторичной цепи практически невозможно подобрать столь мощные стандартные переключатели, чтобы они выдерживали ток до 200 А. Другое дело - цепь первичной обмотки, где токи в пять раз меньше.После долгих поисков путем проб и ошибок был найден оптимальный вариант решения проблемы - широко известный тиристорный регулятор, схема которого изображена на рис.1. При предельной простоте и доступности элементной базы он прост управлении, не требует настроек и хорошо зарекомендовал себя в работе - работает не иначе, как "часики". Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока рис.2. Среднее значение тока при этом уменьшается. Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2. При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через переменный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети. После начала следующего, противоположного по знаку полупериода переменного тока тиристор закрывается, и начинается новый цикл зарядки конденсаторов, но уже в обратной полярности. Теперь открывается второй транзистор, и второй тиристор снова подключает нагрузку к сети. Изменением сопротивления переменного резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора Т1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно. Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами рис.3. Аноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А. В качестве VT1, VT2 хорошо зарекомендовали себя транзисторы старого образца типа П416, ГТ308. Вполне реальна замена их более современными маломощными высокочастотными, имеющими близкие параметры. Переменный резистор типа СП-2, остальные типа МЛТ Конденсаторы типа МБМ или МБТ на рабочее напряжение не менее 400 В. Правильно собранный регулятор не требует налаживания. Необходимо лишь убедиться в стабильной работе транзисторов в лавинном режиме (или в стабильном включении динисторов). Внимание! Устройство имеет гальваническую связь с сетью. Все элементы, включая теплоотводы тиристоров, должны быть изолированы от корпуса. С. В . Прус, Р. П. Копчак nice.artip.ru Представляем вариацию на тему «Сварочный полуавтомат» Схема сварочного полуавтомата опубликованная в этой статье в принципе похожа на схемы опубликованные ранее на нашем сайте Еще одна схема сварочного полуавтомата и Схема простого самодельного сварочного полуавтомата Различия в схемах лишь в том, что для управления скоростью подачи сварочной проволоки используется ШИМ регулятор с обратной связью, который обеспечивает равномерную (заданную) скорость сварочной проволоки во время сварки. Схема ШИМ регулятора подачи сварочной проволоки не нуждается в настройках. Вместо диодов. которые используются для регулирования сварочного тока, можно использовать любые, рассчитанные на ток от 50 ампер и классом не ниже 8. В качестве двигателя подачи проволоки можно использовать редуктор очистителя стекла от автомобилей ВАЗ (12 вольт), КаМАЗ (24 вольта). Вместо указанных транзисторов П416 можно использовать кремневые КТ361А, или динисторы КН102А. Реле К1 на ток 5..10 ампер. В качестве клапана газа использован клапан подачи воды на омыватель стекла от автомобиля ВАЗ 2108. Силовые диоды на ток от 150 до 200 ампер. Конденсатором С3 задается время отключения реле газа после прекращения процесса сварки, которое подбирается опытным путем и должно быть в пределах от 1 сек. до 3 сек. Сварочный трансформатор можно использовать любого типа мощностью от 2000 Вт. Эта схема сварочного отличается большой надежностью и стабильностью в работе, как говорится сделал и забыл. Ссылка на статью: Вариация на тему “Сварочный полуавтомат” Авторство: Самодельные сварочные аппараты, полуавтоматы, схемы svapka.ruТипы и настройка регуляторов тока для сварочного аппарата. Тиристорный регулятор мощности для сварочного аппарата схема
Электронный регулятор тока для сварочного трансформатора. - Конструкции простой сложности - Схемы для начинающих
Важной особенностью конструкции любого сварочного аппарата является возможность регулировки рабочего тока. известны такие способы регулировки тока в сварочных трансформаторах: шунтирование с помощью дросселей всевозможных типов, изменение магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов. Все эти способы имеют как свои преимущества, так и недостатки. Например, недостатком последнего способа, является сложность конструкции, громоздкость сопротивлений, их сильный нагрев при работе, неудобство при переключении. 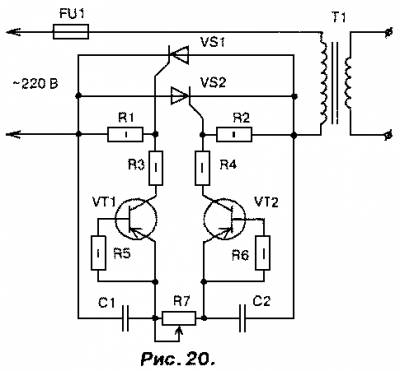 Рис. 1 Принципиальная схема регулятора тока сварочного трансформатора: VT1, VT2 -П416
Рис. 1 Принципиальная схема регулятора тока сварочного трансформатора: VT1, VT2 -П416  Рис. 2 Принципиальная схема замены транзистора с резистором на динистор, в схеме регулятора тока сварочного трансформатора. Aноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А.
Рис. 2 Принципиальная схема замены транзистора с резистором на динистор, в схеме регулятора тока сварочного трансформатора. Aноды динисторов следует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать приборы типа КН102А. Сварочный аппарат на мощных тиристорах
Самодельная электроника в быту
Схема сварочного аппарата на тиристорах

Регулятор тока сварочного аппарата | РадиоДом
В сварочных аппаратах часто используют разные способы регулировки тока: от шунтирования с помощью дросселей всевозможных типов до изменения магнитного потока за счет подвижности обмоток или магнитного шунтирования, применение магазинов активных балластных сопротивлений и реостатов.Через регулирующее устройство проходят значительные токи, что приводит к его громоздкости, а для вторичной цепи практически невозможно подобрать столь мощные стандартные переключатели, чтобы они выдерживали ток до 250 ампер. Другое дело — цепь первичной обмотки, где токи в пять раз меньше. После долгих поисков путем проб и ошибок был найден оптимальный вариант решения проблемы — широко известный тиристорный регулятор, схема которого изображена на картинке ниже.  Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока.
Регулирование мощности происходит при периодическом отключении на фиксированный промежуток времени первичной обмотки сварочного трансформатора на каждом полупериоде тока.  Среднее значение тока при этом уменьшается. Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2.При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через подстроечный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети. После начала следующего, противоположного по знаку полупериода переменного тока тиристор закрывается, и начинается новый цикл зарядки конденсаторов, но уже в обратной полярности. Теперь открывается второй транзистор, и второй тиристор снова подключает нагрузку к сети. Изменением сопротивления переменного резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора T1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами дует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать типа КН102А.VT1, VT2 лучше применить транзисторы старого образца типа, например, П416, ГТ308. Вполне реальна замена их более современными маломощными высокочастотными, имеющими близкие параметры.Подстроечный резистор СП-2, остальные типа МЛТ. Конденсаторы подойдут МБМ или МБТ на напряжение более 400 вольт.Все радиокомпоненты прибора отечественные.
Среднее значение тока при этом уменьшается. Основные элементы регулятора (тиристоры) включены встречно и параллельно друг другу. Они поочередно открываются импульсами тока, формируемыми транзисторами VT1, VT2.При включении регулятора в сеть оба тиристора закрыты, конденсаторы С1 и С2 начинают заряжаться через подстроечный резистор R7. Как только напряжение на одном из конденсаторов достигает напряжения лавинного пробоя транзистора, последний открывается, и через него течет ток разряда соединенного с ним конденсатора. Вслед за транзистором открывается и соответствующий тиристор, который подключает нагрузку к сети. После начала следующего, противоположного по знаку полупериода переменного тока тиристор закрывается, и начинается новый цикл зарядки конденсаторов, но уже в обратной полярности. Теперь открывается второй транзистор, и второй тиристор снова подключает нагрузку к сети. Изменением сопротивления переменного резистора R7 можно регулировать момент включения тиристоров от начала до конца полупериода, что в свою очередь приводит к изменению общего тока в первичной обмотке сварочного трансформатора T1. Для увеличения или уменьшения диапазона регулировки можно изменить сопротивление переменного резистора R7 в большую или меньшую сторону соответственно.Транзисторы VT1, VT2, работающие в лавинном режиме, и резисторы R5, R6, включенные в их базовые цепи, можно заменить динисторами дует соединить с крайними выводами резистора R7, а катоды подключить к резисторам R3 и R4. Если регулятор собрать на динисторах, то лучше использовать типа КН102А.VT1, VT2 лучше применить транзисторы старого образца типа, например, П416, ГТ308. Вполне реальна замена их более современными маломощными высокочастотными, имеющими близкие параметры.Подстроечный резистор СП-2, остальные типа МЛТ. Конденсаторы подойдут МБМ или МБТ на напряжение более 400 вольт.Все радиокомпоненты прибора отечественные. Регулятор тока для сварочного аппарата
 Каждый способ регулирования способен положительно сказываться на работе сварочного агрегата, но есть у каждого метода и свои недостатки, которые желательно знать и уметь избегать неприятных ситуаций. Сварочный процесс является ответственной процедурой, поэтому становится определяющим практически любое отклонение от норм.
Каждый способ регулирования способен положительно сказываться на работе сварочного агрегата, но есть у каждого метода и свои недостатки, которые желательно знать и уметь избегать неприятных ситуаций. Сварочный процесс является ответственной процедурой, поэтому становится определяющим практически любое отклонение от норм.Способы регулировки параметров сварки

Схема регулятора тока для сварочного агрегата

Схема регулятора с динисторами и транзисторами


Симисторный регулятор для сварочного аппарата

Простой регулятор тока сварочного трансформатора



Вариация на тему «Сварочный полуавтомат»


интернет-магазин светодиодного освещения
Пн - Вс с 10:30 до 20:00
Санкт-Петербург, просп. Энгельса, 138, корп. 1, тк ''Стройдвор''








Поделиться с друзьями: