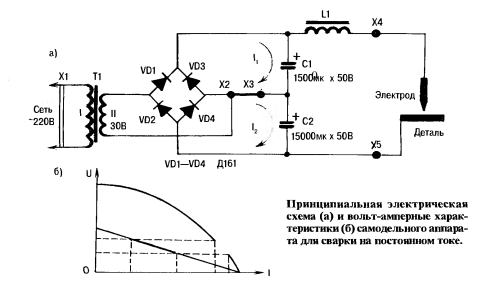
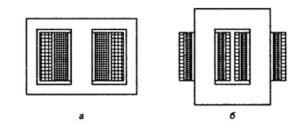
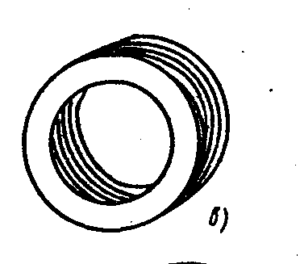
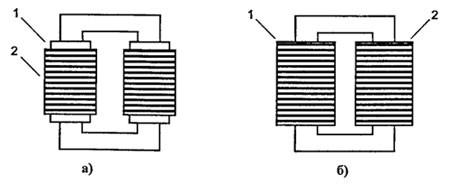
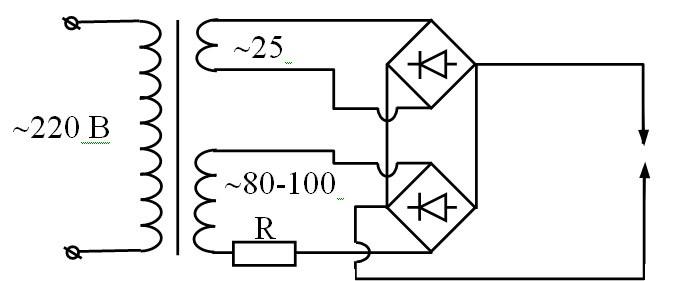
Для выполнения электродуговой сварки необходим определенный набор оборудования, в него входит сварочный трансформатор. На рынке существуют производственные и бытовые аппараты, они различаются техническими характеристиками. Трансформатор для электродуговой сварки Главная задача трансформатора –преобразование подаваемого электричества до требуемых параметров. Взаимодействие компонентов входящих в состав сварочного трансформатора, в результате, приводит генерации сварной дуги, которая располагается между рабочим инструментом и заготовкой. Для возникновения дуги, обеспечивающей разогрев и расплавление кромок заготовки, требуется изменить характеристики электричества подаваемого из сети.Сварочный трансформатор преобразует поступающее электричество следующим образом: В преобразовании электричества принимают участие следующие узлы: Устройство сварочного трансформатора В состав сварочных агрегатов включают дополнительные компоненты, которые предназначены для совершенствования их работы. Пусковое устройство включает в свой состав – магнитопровод, две обмотки и клеммы. Переключатели изменяют напряжение и общее число обмоток подключаемых к выпрямителю. В первичную цепь устанавливают регулятор, собранный на основе полупроводников (тиристоров). Вторая обмотка, подключаемая к выпрямительному мосту, обеспечивает подачу двух уровней изменяемого напряжения. Устройство пускового механизма трансформатора Для работы пускового устройства требуется напряжение в 220 В. Ток лежит в диапазоне от 0 до 120 А, а напряжение достигает 70 В случае самостоятельного изготовления устройства, за основу принимают стержневой трансформатор, на его первой обмотке накручено 230 витков, на второй 32. Пульт управления полупроводниками монтируют над дросселем. Для охлаждения всей системы используют принудительную вентиляцию. Ключевыми деталями магнитопровода, являются пластинки или листы, произведенные из электромагнитной стали. К конструктивным деталям относят крепеж, корпус и пр. Магнитопроводы сварочных трансформаторов разделяют на стержневые и броневые. В устройствах стержневого типа все сегменты магнитной цепи обладают одинаковым сечением. В магнитопроводах броневого типа полным сечением обладает только средний стержень, на который устанавливают обмотки. Виды магнитопроводов трансформатора Сечения остальных участков магнитной цепи почти в два раза меньше. По ним происходит замыкание магнитного потока. На участках магнитопровода имеющего Т-образную форму, каждый имеет свое сечение. При этом его размер составляет в три раза меньший размер, чем собственно сам стержень. По каждому из участков происходит замыкание третьей части потока.Пластины, входящие в пакеты покрывают специальным составом, который называют оксидной изоляцией.Принцип работы сварочного трансформатораАппаратура для сварки работает по алгоритму: Существует связь числа витков на второй катушке и напряжением на выходе. То есть для повышения тока количество витков необходимо увеличить. Но так как, сварочный трансформатор – это понижающий тип, то число витков на второй обмотке будет ниже, чем на первой.Устройство и принцип действия сварочного трансформатора обеспечивает настройку величины тока. Этого достигают уменьшая или увеличивая пространство между катушками.Для этого в сварочном оборудовании установлены движущиеся компоненты. Расстояние между обмотками изменяет сопротивление и это дает возможность выбирать именно тот ток, который нужен для сварки. Аппаратура для сварки работает в двух режимах – рабочем и холостом. Во время сварки вторая обмотка замыкается между рабочим инструментом и деталью. Ток расплавляет кромки заготовок и в результате получается надежное соединение деталей. После того, как сварщик закончит работы, цепь прерывается и трансформатор переключается на холостой ход.ЭДС в первой обмотке появляются из-за наличия: Холостой ход трансформатора Эти силы отпочковываются от направления потока в магнитопроводе и замыкаются между катушками в воздухе. Именно эти силы и являются основой работы в холостую.Работа на холостом ходу не должна представлять опасность для рабочего — сварщика и окружающих людей. То есть оно не должно быть больше чем 46 В. Но отдельные модели сварочного оборудования, имеют большие значения, например, 60 – 70 В. В этом случае в конструкции сварочного устройства устанавливают ограничитель параметров холостого хода. Скорость его срабатывания не превышает одну секунду с момента разрыва цепи и окончания работы. В целях дополнительной защиты сварщика, корпус трансформатора необходимо заземлять. Это позволяет напряжению, которое может появиться на корпусе в результате повреждения изоляции, уйти в землю, не нанеся ни какого вреда рабочему – сварщику. Аппаратура для сварки состоит из: Для розжига и поддержания дуги необходимо обеспечить наличие индуктивного сопротивления второй обмотки.Подъем индуктивного сопротивления ведет к тому, что изменяется наклон статистических параметров источника энергии. В результате приводит к постоянству всей системы «источник тока – дуга». Электрическая схема сварочного трансформатора типа ТДМ У сварочных аппаратов, работающих под нагрузкой, количество мощности в разы больше, чем потери, которые они несут при работе в холостую. Настройка рассеивания магнитного поля осуществляется переменой геометрических параметров пространства между составными частями магнитопровода. В виду того, что магнитная проницаемость железа выше чем у воздуха то придвижении шунта изменяется сопротивление потока, который проходит по воздуху. Если шунт введен целиком, то индуктивное сопротивление определяется, зазорами между ним и элементами магнитопровода. Сварочная аппаратура с шунтом Трансформаторы этого типа изготавливают для решения производственных задач. Такая аппаратура производилось в ХХ века для решения производственных и бытовых задач. В них реализовано несколько степеней настройки количества витков в обеих катушках. Секционная обмотка трансформатора Для настройки напряжения и тока применяют фазовый сдвиг тиристора. При этом происходит изменение среднего значения напряжения. Для работы однофазной сети нужны два тиристора, включенных навстречу друг другу. Причем их настройка должно быть синхронной и симметричной. Трансформаторы на основании полупроводников (тиристоров) обладают жесткой статической характеристикой. Ее регулировка производится по напряжению при помощи тиристоров. Тиристоры хороши для настойки напряжения и тока в электрических цепях переменного характера, дело в том, что закрытие происходит при изменении полярности. В схемах с постоянным током для закрытия тиристоров применяют резонансные схемы. Но это сложно, дорого и накладывает определенные сложности на возможность регулирования. Тиристорные сварочные трансформаторы В полупроводниковых трансформаторах тиристоры монтируют в первой обмотке, тому есть две причины: В современных устройствах используют обмотки из алюминия, для повышения надежности конструкции к ним на концах приварены медные накладки. На производстве применяют следующие виды сварочных аппаратов: Разновидности сварочного оборудования Ещё выделяют: Так называют устройство, которое предназначено для преобразования переменного тока получаемого из сети в напряжение необходимо для выполнения электрической сварки. Сварочный трансформатор Ключевым узлом этого устройства является трансформатор, который понижает сетевое напряжение до уровня холостого хода. К несомненным преимуществам этого оборудования относят довольной высокий КПД от 70 до 90%, простоту работы и высокую ремонтопригодность. Кроме этого аппараты этого класса отличает невысокая стоимость.Вместе с тем, аппараты этого типа иногда не в состоянии обеспечить постоянство горения дуги. Это обусловлено характеристиками переменного тока. Для получения качественной сварки целесообразно применять электроды, адаптированные для работы с переменным током. Кроме того, на качестве сварки отрицательно сказываются и колебания напряжения на входе. Аппараты этого типа нельзя применять для работы с нержавейкой и цветными металлами. Высокий вес аппарата и его габариты вызывают ряд сложностей при его транспортировке с места на место.Но надо отметить, что сварочный трансформатор – это не плохой выбор для домашних нужд. Аппаратура, которое преобразует переменное напряжение, поступающее из сети питания в постоянное, необходимое для выполнения электросварочных работ.На практике применяют несколько схем выпрямителей, в которых реализованы разные методы получения выходных параметров напряжения и тока. Применяют разные способы регулировки параметров тока и вольт-амперной характеристики. Сварочные выпрямители В эти способы входят:Изменение настроек трансформатора, применение дросселя, настройка с помощью полупроводников (тиристоров и транзисторов). В самых простых аппаратах для регулирования тока применяют трансформатор, а для его выпрямления диодные схемы. В силовую часть такого оборудования входят трансформатор, выпрямитель, дроссель. Главное достоинство выпрямителей, если сравнивать их с трансформаторами, заключено в том что, для сварки применяют постоянный ток. Это обеспечивает качество розжига и поддержания параметров дуги и это соответственно приводит к качеству сварного шва. Применение выпрямителя позволяет сваривать не только обыкновенные стали, но обрабатывать нержавейку и цветные металлы. Кроме того, надо учесть и то, что сваривание с применением выпрямителя обеспечивает малое количество брызг. По сути, описанные достоинства дают однозначный ответ на вопрос – какой аппарат выбрать трансформатор или выпрямитель, но разумеется нельзя забывать и стоимости этого оборудования.Выпрямители имеют и отдельные недочеты – большой вес конструкции, потеря мощности, падение напряжения в сети во время проведения сварочных работ. Кстати, все сказанное в полной мере относится и к трансформаторам. Аппаратура этого типа предназначено для преобразования постоянного тока в переменный. Инвертор работает следующим образом. Ток, с частотой в 50 Гц, попадает на выпрямитель. На нем он, пройдя, через фильтр сглаживается и преобразуется в переменный. Частота такого тока оставляет несколько килогерц. Современные схемы позволяют получать ток с частотой 100 Гц. Этот этап преобразования, является самым важным в работе инвертора и это позволяет добиться существенных преимуществ в сравнении с другими моделями сварочного оборудования. После этого, полученное высокочастотное напряжение роняют до значения холостого хода. А ток вырастает до размеров достаточных для выполнения сварочных работ, то есть до величины 100 – 200 А.Схема инвертора и комплектующие используемые в работе позволяют создавать сварочные аппараты с малым весом и высокими техническими характеристиками.Предприятия – производители выпускают аппараты для выполнения сварки: К несомненным достоинствам этого класса оборудования можно отнести – малый вес и габариты. Это позволяет передвигать инвертор на строительной или производственной площадке без особых сложностей.В составе инвертора нет трансформатора и это позволило избежать потерь на нагрев обмоток и перемагничивания сердечника и получить высокий КПД. При сварке электродом в диаметр 3 мм, от сети потребляется все 4 кВт мощности, показатель сварочного трансформатора или выпрямителя составляет 6 – 7 кВт. Схема инверторного сварочного аппарата Схемы применяемые в инверторах позволяют генерировать практически все параметры вольт-амперных характеристик – это говорит о том, что аппараты этого типа допустимы для применения во всех видах сварочных работ. Кроме того, инверторы обеспечивают работу с легированными, нержавеющими сталями и цветными металлами. Инверторная схема не нуждается в частых и длительных перерывах в работе. Конструкция инвертора позволяет выполнять плавную регулировку режимов сварки во всем диапазоне токов и напряжений, необходимых для выполнения сварочных работ. Инвертор обладает широким диапазоном токов от нескольких единиц до сотен тысяч. В быту применяют аппараты, которые позволяют варить металл относительно тонкими электродами до 3 мм. Применение аппаратов такого уровня позволяет формировать шов в различных положениях и обеспечить минимальное количество брызг расплавленного металла, возникающих при сварочных работах. Инверторные сварочные аппараты Инверторные сварочные аппараты, производимые в наши дни, по большей части имеют микропроцессорное управление. Оно позволяет: После выполнения сварки с помощью трансформатора или выпрямителя, работа с инвертором может с полным основанием считаться праздником.Между тем инверторы обладают рядом недостатков. В частности, ремонт инвертора может обойтись в копеечку. Кроме того, у аппаратов инверторного типа повышенные требования к условиям хранения. Это обусловлено тем что, в инверторах содержится много элементов микроэлектроники. Надо понимать, что выбор сварочного оборудования это непростая задача и решают ее в несколько этапов. Сварочная аппаратура, как и любое техническое устройство, всегда может выйти из строя. Существуют некоторые признаки, по которым можно определить возникшие неисправности. Возможные неисправности Например, при проведении сварки, постоянно происходит залипание электрода. Это может быть вызвано низким напряжением, неправильной настройкой тока, неправильным выбором электрода и рядом других причин.Отсутствие дуги может быть вызвано перебитым кабелем, перегревом сварочного оборудования и множеством других причин. Для ремонта сварочного трансформатора необходимо обладать определенными знаниями, то есть необходимо умение читать принципиальные электрические схемы и навык выполнения электромонтажных работ. Именно поэтому имеет смысл при возникновении неисправностей обращаться в мастерскую по их ремонту и обслуживанию. Сварочную аппаратуру необходимо надежно заземлить. Для облегчения жизни, на трансформаторов устанавливают специальные болтовые зажимы с сопроводительной надписью «ЗЕМЛЯ».Классификация по различным признакамСварочная аппаратура классифицируется по следующим признакам – по фазам, по применяемости.На практике применяют одно и трехфазные сварочные аппараты. Однофазные аппараты, по большей части применяют для выполнения сварочных работ переменным током. Трехфазные применяют на строительных и производственных. К однофазным относятся аппараты марки ТД. По сути, это трансформаторы с хорошим магнитным рассеиванием и перемещающимися обмотками. Их снабжают механическими регуляторами, выполненными в виде винтовых.Трехфазные аппараты применяют для сварки трехфазной дугой. Такой способ повышает производительность сварки, позволяет экономить электроэнергии, производит выравнивание нагрузки между фазами. Трехфазный сварочный трансформатор Трехфазные аппараты применяют для организации многопостовой сварки. В частности, использование такого оборудования позволяет использовать как минимум два электрода одновременно. В конструкцию аппарата вносят некритичные изменения. Такое применение аппаратуры позволяет поднять экономический эффект от сварочных работ. Трансформатор ТДМ включает в свой состав следующие части: Устройство сварочного трансформатора ТДМ Как уже отмечалось в конструкцию аппарата ТДМ входит магнитопровод, представленный в виде набор стальных пластин и изолированных обмоток. Ток, подаваемый из сети электропитания, попадает на первичную обмотку. В это время вторая обмотка, которая является перемещаемой, должна быть подключена к сварочному электроду и обрабатываемой деталью. Между обмотками существует зазор, который и определяет параметры сварочного тока и напряжения. Чем больше размер зазора, тем больше сварочный ток. Это достигается за счет рассеивания магнитного поля. Для изготовления сварочного аппарата своими руками надо понимать его базовые принципы работ. Первым делом необходимо определиться с параметром мощности тока. Для сварки массивных заготовок будет востребована высокая мощность генерируемого тока. Кроме того, нельзя забывать и о том, что этот параметр жестко связан с тем, какие электроды будут использоваться во время работы. Для работы с металлом от 3 до 5 мм, необходимо использовать электроды 3 – 4 мм. Если толщина металла менее 2 мм, то вполне достаточно электродов 1,5 – 3 мм. Другими словами, если планируется использование электродов толщиной 4 мм, то сила тока должна составлять 150 – 200 А, а электроды в 2 мм, сила тока должна составлять 50 – 70 А.Дуга формируется за счет использования трансформатора, состоящего из обмоток и магнитопровода. У каждого типа сварки свои требования к трансформационным устройствам. Базовый расчет выполняют на основании разности количества витков на первичной и вторичной обмотке. Для понижающего оборудования работает следующее правило – если существует необходимость снижения напряжения в 10 раз, то количество витков на вторичной обмотке должно быть в 10 раз меньше. Надо отметить, что это правило имеет обратную силу. У каждого трансформатора имеется так называемый коэффициент трансформации. Он показывает размер масштаба силы тока при переходе с первичной обмотки на вторичную. Руководствуясь этим принципом можно выполнить расчет сварочного трансформатора пригодного для любого типа сварки. Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter. stankiexpert.ru С появлением электричества появилась возможность соединять металлические элементы с помощью сварки. Для этого применяются специальные сварочные трансформаторы, работающие от трёхфазного и однофазного напряжения. Однофазные модели предназначены для включения в стандартную бытовую сеть 220 Вольт. А трехфазный сварочный аппарат, чаще всего, применяется в производственных целях, он обладает большой мощностью, габаритами и продолжительной эксплуатацией без перерыва. Однако есть на рынке данной техники и универсальные устройства, которые могут работать и от 220 В, и от 380В. Разумеется, что для разных материалов существует свой индивидуальный процесс сварки, поэтому каждый сварочный агрегат оборудован системой регулировки и точной настройки. По принципу действия он не отличается от другого обычного понижающего трансформатора, только вот токи вторичной обмотке уж очень высокие, так как он работает в режиме короткого замыкания. Если закоротить вторичную обмотку обычного трансформатора, то в таком режиме он проработает недолго, так как она быстро перегреется и выйдет из строя. Вторичная обмотка сварочного рассчитана на большие токи, поэтому и выполнена медным проводом большого сечения. Напряжение U2 (на выводах вторичной обмотки) напрямую зависит от количества витков в ней. Конечно же, мало только уменьшить выходное напряжение, нужно ещё и изменять силу тока. Для этого трансформаторы оборудуются механизмом, раздвигающим обмотки на большее расстояние, тем самым снижая магнитный поток, который, в свою очередь, уменьшает ток во вторичной обмотке. Любой трансформатор для сваривания металлических различных элементов состоит из: В зависимости от сварочных работ происходит и управление процессом сварки,все сварочные агрегаты делятся аппараты переменного и постоянного тока. Конечно же, сам трансформатор не может работать на постоянном токе поэтому сам процесс выпрямления осуществляется после понижения напряжения. Для этого применяются: Сварочный понижающий трансформатор является ключевым элементом, создающим дугу во время сварки металлических деталей. Напряжение на выходе этого понижающего устройства, работающего в режиме короткого замыкания, допускается не более 80 Вольт. Для процесса ручной дуговой сварки обязательно нужны электроды. Бытовые трансформаторы для дома выполнены по однофазной схеме обладают небольшими токами при сваривании. Главное, в бытовых условиях также стоит следить и за наличием хорошего контакта в розетке, так как токи в первичной обмотке для квартир и домов тоже очень существенны и не каждая розетка их выдержит. Такая конструкция считается самой не дорогой, но в то же время обладающей неплохими характеристиками сварки чёрных металлов. Для того чтобы регулировать ток и соответственно дугу во время этого процесса сварочный агрегат оборудован раздвижной системой, увеличивающей расстояние между катушками, а также площадь сердечника. Они из-за своей ценовой категории очень распространены на производстве, особенно в цехах с устаревшим оборудованием. Обладают довольно крупными размерами и зачастую устанавливаются стационарно. И также как регулятор тока для сварочного аппарата, применяются отдельно расположенные дросселя, который добавляет индуктивности в цепь. Самый простой способ, но самый эффективный, регулировки напряжения и силы тока во время выполнения сварочных работ — это вывод нескольких контактных точек со вторичной обмотки. Кончено же, плавности изменения силы дуги в таком аппарате не получится добиться. Такие приборы более эффективны для сваривания различных материалов обладают меньшими габаритами и плавным регулированием силы тока. Любой трансформатор не может работать на постоянном токе, это факт. На рисунке показана простейшая схема такого агрегата, которую можно сделать и своими руками. Она гарантирует стабильные выходные характеристики сварочного тока и дуги, которая является ключевым аспектом любой сварки. Сварщики знают, что при работе от положительного зажима выделяется больше тепла, чем от отрицательного. Следовательно для разной толщины металла стоит вырабатывать свою методику. Существуют и новые разработки в этой отрасли так называемые сварочные аппараты инверторного типа. Трансформатор здесь работает на повышенных частотах, что даёт возможность снизить и габариты устройства, его вес, и токи первичной обмотки без последствий для создания качественной дуги. Аппараты ВДМ производственного сварочного многопостового выпрямителя, устанавливается зачастую стационарно и предназначен для сварочных постов дуговой электросварки с помощью металлического электрода. Очень часто ВДМ подключаются к трёхфазной сети 380 Вольт. Во взрывоопасной среде, насыщенной пылью разной фракции, или же содержащей едкие газовые пары, разрушающие сталь и изоляцию, эксплуатация строго запрещена. Конструктивно в ВДМ есть возможность регулировать величину тока реостатом и дросселем. Изготовление трансформатора для сварочных работ, который должен быть близок по своим характеристикам к промышленному образцу, нужно проводить стандартными методиками подсчёта. Данная методика подойдет больше бытовому устройству, она содержит оптимальные значения обмоток и минимальные габаритные размеры сердечника. Существует два вида сердечника: При этом стержневые имеют немного большие показания КПД (коэффициента полезного действия) нежели броневые. Прежде чем приступить непосредственно к расчету сварочного понижающего трансформатора, необходимо определить его мощность, которая зависит от того какая величина тока нужна для его эксплуатации. Наиболее распространенные варианты от 70 до 150 А. Разумно будет брать максимально допустимые токи вторичной обмотки немного выше порядка 180–200 А. Мощность сварочного трансформатора переменного тока, и аппарата в целом, будет равна: P = U2 × I2 × cos (φ) / η где, U2 — напряжение холостого хода сварочного трансформатора рекомендуется от 30 до 60 Вольт, I2 — ток сварки, cos (φ) угол сдвига фаз между током и напряжением. В случае расчета потребляемой мощности cos (φ) можно взять равным 0,8; η- КПД, для данного устройства примерно можно принять равным 0,7. А также стоит учесть при этом и продолжительность эксплуатации трансформатора, так как, скорее всего, ему пройдется работать не один час. Pдл = U2 × I2 × (ПР/100)1/2 × 0.001 ПР — это коэффициент длительности работы в смену, рекомендуется порядка 20-30 %; Зачастую намотка производится уже на имеющееся железо и вот формулы примерного числа витков С обмотками на одном плече (рисунок ниже, а): N1 = 7440 × U1/(Sиз × I2) С разнесенными обмотками (рисунок ниже, б): N1 = 4960 × U1/(Sиз × I2) Sиз — измеренное сечение магнитопровода (см2) Такой способ расчета считается упрощённым. Ниже прилагается формула расчета сечения медного провода, которым непосредственно и будет выполнена намотка. Плотность тока в обмотках берётся из справочника для медного провода J = 2,5 А/мм2. Для сварочного аппарата постоянного тока ВДМ агрегат оборудуется тремя первичными и тремя вторичными обмотками, поэтому расчёт производится инженерами и без квалификации его проблематично соорудить. Для улучшения нужно сократить слишком большую вторичную обмотку в 3–4 раза, уменьшив в ней напряжение холостого хода до 22–25 вольт, а вот для стабильного и уверенного зажигания дуги, прибавить небольшую слаботочную обмотку с напряжением 80–110 вольт. Переменный ток каждой из обмоток проходит выпрямление на диодных мостах, после чего обмотки подключаются параллельно друг другу. Но также для усовершенствования и улучшения длительной работы сварочного трансформатора особенно в летнюю жаркую погоду необходимо использовать приточную или же вытяжную вентиляцию. amperof.ru
Апрель 1, 2017
Сварочный трансформатор для выполнения дуговой ручной сварки, а также некоторых типов промышленной сварки считается незаменимым инструментом. Такие аппараты преобразовывают необходимое для них напряжение из общегородской электросети. Такое оборудование способно понижать напряжение под напряжение холостого хода сварочного трансформатора, обеспечивая тем самым его бесперебойную эксплуатацию. Сегодня существуют разные виды сварочных трансформаторов, которые отличаются конструктивно, принципом работы. Самым востребованным на рынке среди них, который можно сделать самостоятельно считается трансформатор сварочный для дуговой и контактной сварки. Широкое распространение среди домашних умельцев имеют трансформаторы для дуговой сварки. Этому есть несколько причин: Конечно же, кроме многочисленных достоинст, в дуговая ручная сварка постоянного тока обладает и рядом недочетов: Сварочный трансформатор для ручной сварки обычно используется в процессе проведения разноплановых строительных или ремонтных работ, производства конструкций из металла, соединения отдельных металлических образцов, а также соединения трубопроводных коммуникаций. При помощи дуговой ручной сварки можно осуществлять и резку металла, и его сварку, при этом разной толщины. Подобного типа инструменты имеют довольно простую конструкцию. Сварочный агрегат включает: Нужно выделить основной элемент сварочного аппарата – трансформатор, который может иметь разную конструкцию. Самыми популярными на сегодняшний день являются самодельные инструменты, оснащенные магнитопроводом П-образной, тороидальной конфигурации. Вокруг магнитопровода размещаются две обмотки проволоки из алюминия или меди. Толщина проволоки на обмотках зависит от рабочих характеристик агрегата, и количества выполненных витков. Подобный тип сварки также называется контактной сваркой. Трансформатор ТС имеет характерные отличия от инструмента, предназначенного под дуговую сварку. Ключевое из них – это технология сваривания металлических образцов. К примеру, плавление дуговой сваркой осуществляется электрической дугой, которая формируется между электродом и свариваемым изделием, то в случае с контактной сваркой производится точечный нагрев свариваемого участка электричеством (для чего используются два заточенных электрода из меди), соединение деталей происходит под воздействием высокого давления (таким образом, металл свариваемых образцов плавится в точке соединения, после чего сливается в одно целое). Точечная сварка широко используется в автомобилестроении, строительной сфере, для соединения тонких алюминиевых листов, медных образцов, нержавеющей стали, для сварки скруток, создания из арматура каркаса ЖБ конструкций, прочих металлов, для соединения которых необходимо создавать специальные условия. Каждый домашний мастер старается обеспечить себя самым разнообразным инструментом, в особенности сварочным агрегатом, который является просто незаменимым помощником в хозяйственной деятельности. При этом не исключается возможность собрать такой аппарат самостоятельно. Устройство сварочного трансформатора, сделанного в домашних условиях, может быть самым разнообразным. Такой прибор может использоваться для дуговой, точечной сварки разнотипных металлических изделий. Автолюбители из сварочного трансформатора ТД 500 могут соорудить споттер, который позволит осуществлять в любое время ремонт автомобильного кузова. У всех сварочных устройств, изготовленных на основе стандартного трансформатора принцип работы идентичный, они отличаются только конструктивными характеристиками. Сварочный полуавтомат имеет настолько простую конструкцию, что его можно сделать даже из обыкновенной микроволновки. Такой инструмент способен функционировать при использовании переменного, постоянного токов, качественные характеристики шва при этом не пострадают. Схема сварочного полуавтомата включает несколько обязательных деталей, которые точно есть на хозяйстве любого бытового мастера. Делая самостоятельно трансформатор (споттер), необходимо обязательно сделать расчет. Какие детали включает схема сварочного трансформатора? Любой подобного типа инструмент включает в конструкцию проволоку из меди, намотанную на сердечнике. Число медных проводов для основного аппарата не имеет значения, его можно сделать даже из микроволновой печки. Общая схема сварочного трансформатора должна включать диодный мост. При предназначении агрегата для точечной сварки схема немного сложнее. Здесь, кроме проволоки из меди, диодного моста обязательно наличие конденсаторов, тиристоров, диодов. Эти дополнительные элементы позволят максимально точно осуществлять регулировку тока, плюс качество шва будет намного лучше. Трансформатор для сварки точечного варианта имеет сложную схему и конструкцию. Какой больше подойдет сварочный инструмент в домашних условиях, конечно же, каждый решает самостоятельно. Главное — точно знать его функциональные обязанности.
В любом варианте трансформатора постоянного тока обязательно предусмотрен сердечник, проволочная обмотка. Эти компоненты несут ответственность за технические характеристики инструмента.
Чтобы верно выполнить требуемые расчеты, нужно первое что сделать – это определиться с показателями: напряжения обмоток, сварного тока. Как выполняется расчет сварочного трансформатора? Как говорилось ранее, сварочные трансформаторы переменного тока включают две обмотки, сердечник, которые несут ответственность за ключевые технические характеристики инструмента. Заранее предполагая напряжение обмоток, силу тока, прочие дополнительные параметры, производятся расчеты сердечника, обмоток, сечения медной проволоки. При произведении расчетов основанием являются такие параметры: Чем отличается самодельный сварочный трансформатор?
Первичную обмотку самодельных сварочных инструментов обычно изготавливают из медной проволоки, специально для этого предназначенной. К вторичной обмотке требования минимальные, поэтому чаще используется кабель многожильный (берется сечение в пределах 2,5-3,5 см).
На самодельном бытовом агрегате для сварки обмотка выводится стандартно – на медные клеммы, варианты заводского производства, конечно же, имеют более надежные переключатели. Детальная схема сварки постоянного тока, предназначенного для ручной сварки, зависит от разновидности сердечника (тороидальный, стержневой), наличия у домашнего мастера подручных деталей. Трансформаторы для инвертора отличаются сложностью сборки. В данном случае используется несколько преобразователей для преобразования тока сначала в переменный ток, далее в постоянный ток, но установленного напряжения. Также устройство инструмента усложнено наличием электроники, которая предоставляет возможность намного точнее контролировать сварочный процесс. Масса трансформатора для сварки переменного тока будет зависеть от марки. Минимальная масса такого инструмента может составлять 3 кг, но на рынке электротехники чаще всего можно встретить аппараты массой не менее 10 кг. electrod.biz Из всевозможных видов промышленного оборудования самым распространенным является сварочный трансформатор. Такой аппарат состоит из нескольких ключевых узлов и способен создавать ток, дуга которого плавит сталь, и соединяет стороны изделия в единый шов. Оборудование делится на несколько видов по сложности исполнения конструкции, а также способности выдавать необходимую величину напряжения. В чем заключается принцип действия сварочного трансформатора и его устройство? Какие физические процессы происходят внутри аппарата? Чем одни изделия могут отличаться от других? Материал статьи и видео сполна осветят эти вопросы. Чтобы осуществлять плавление металла электрической дугой, необходимо изменить параметры тока, потребляемого от сети. В аппарате он модернизируется так, что напряжение понижается (V), а сила тока возрастает (А). Сварка металла этим оборудованием возможна благодаря несложным комплектующим, входящим в его конструкцию. Большинство моделей включают в себя: Некоторые сварочные трансформаторы переменного тока содержат дополнительное оборудование, совершенствующее их работу, о котором будет описано ниже в разделе схем. Устройство сварочного трансформатора предусматривает магнитопровод. Сердечник не влияет на силу тока, а лишь способствует образованию магнитного поля. Для этого используется пакет пластин из специальной стали. Их поверхность покрывается оксидной изоляцией. Некоторые модели лакируются. Если бы сердечник был из сплошного металла, то вихревые токи (токи Фуко), получаемые из-за действия магнитного потока, снижали бы индукцию поля. За счет наборных составляющих сердечник не образует сплошной проводник, что снижает влияние токов Фуко. Для более тихой работы пластины сердечника важно стягивать потуже. Слабое соединение ведет к вибрации составляющих благодаря прохождению переменного тока с частотой 50 Гц. Но даже плотное стягивание не устраняет всего шума, поэтому любой расчет сварочного трансформатора подразумевает гул, что слышно на видео по его работе. Аппарат, состоящий из вышеописанных элементов, работает по следующему принципу: Существует прямая взаимосвязь между количеством витков вторичной обмотки и получаемым напряжением. При необходимости повысить исходящий ток, вторичную катушку наматывают в большем количестве. Трансформатор для сварки относится к понижающему типу, поэтому число витков вторичной обмотки у него значительно меньше, чем на первичной. Устройство и принцип действия сварочного трансформатора призвано и регулировать силу исходящего тока, путем изменения расстояния между первичной и вторичной катушками. Именно для этого и предусмотрена движущаяся часть конструкции. На некоторых видео хорошо заметно, что вращение рукоятки и сведение катушек друг к другу приводит к увеличению сварочного тока. Обратное вращение и разведение обмоток способствует понижению силы тока. Это происходит за счет изменения магнитного сопротивления, вследствие чего и возможна быстрая регулировка напряжения, позволяющая подбирать сварочный ток в зависимости от толщины стали и положения шва. Сварочный трансформатор имеет два режима работы: под нагрузкой и холостой. Во время выполнения шва, вторичная обмотка замыкается между электродом и изделием. Мощный сварочный ток позволяет плавить металл и образовывать надежное соединение. Но когда сварка окончена, вторичная цепь размыкается. И аппарат переходит в режим холостого хода. Электродвижущие силы в первичной катушке имеют двойное происхождение. Первые образуются из-за рабочего магнитного потока, а вторые путем рассеяния. Эти ЭДС создаются ответвляясь от основного потока в магнитопроводе, и замыкаясь между витками катушки по воздуху. Именно они и образуют величину холостого тока. Холостой ход должен быть безопасным для жизни сварщика и ограничиваться 48 V. некоторые модели имею допустимое значение в 60-70 V. Если ЭДС от потока рассеивания превышают эти значения, то устанавливается автоматический ограничитель этого значения. Он должен срабатывать менее чем через секунду после разрыва цепи и прекращения сварки. Для дополнительной защиты сварщика корпус аппарата всегда заземляется, чтобы возникшее напряжение на кожухе, из-за повреждения изоляции первичной обмотки, миновало человеческое тело и уходило в землю. Кроме стандартных устройств для изменения тока, сварочный трансформатор может содержать некоторые совершенствующие узлы. Схемы данного оборудования могут быть дополнены: Дополнительно, в схему трансформатора добавляется сопротивление, предназначенное для продолжения регулировки силы тока там, где разведение обмоток не дает нужного результата. Это востребовано при работе с тонким металлом или очень мощными моделями оборудования. Сопротивление может быть в виде отдельного корпуса с набором контакторов, задающих определенное значение Ом, через которое будет проходить ток от вторичной обмотки, либо обычной пружиной из высокоуглеродистой стали, прикрепляемой к кабелю массы. Для разных видов сварки необходимы трансформаторы разной мощности. Основной расчет производится на основании разности витков обмотки между первичной и вторичной катушками. Для понижающих устройств действует правило, что если исходящее напряжение необходимо понизить в 10 ил 100 раз, то и количество витков на вторичной катушке должно быть меньше в 10 или 100. Это значение имеет погрешность в 3%. Это же правило действует и в обратную сторону. Каждое устройство подобного типа имеет свой коэффициент трансформации. Это значение (n) показывает масштабирование силы тока при переходе от первичного (i1) во вторичный (i2). Расчет таков: n = i1/i2. Исходя из этого можно создать устройство подходящее под конкретные виды сварки. Виды сварочных трансформаторов разделяются по рабочему предназначению. Они различаются по: Трансформаторная сварка — простой способ получить крепкое соединение. Она хорошо подойдет для монтажа заборов, сварки труб, создании стеллажей и каркасов беседок. Издаваемый гул от аппарата и треск сварочной дуги вносят некоторый дискомфорт от использования устройства. Сварочные трансформаторы отличаются ценовой доступностью в магазинах и легкостью схемы сборки в домашних условиях. Их принцип действия несложен, а работа аппарата на видео помогает понять основы обращения с агрегатом. Качество шва сохраняется на высоком уровне, поэтому они широко применяются в быту и промышленной сфере. Поделись с друзьями 2 0 1 1 svarkalegko.com Для выполнения сварочных работ вы выбрали самый простой, из ныне существующих (по сравнению с выпрямителем или инвертором), источник сварочного тока. И правильно поступили! Ведь, не так давно сварщики пользовались только аналогичным оборудованием, и всё у них получалось. А мы чем хуже? Чтобы использовать все возможности этого гаджета, необходимо знать его устройство и принцип действия. В помощь вам, мы расскажем про устройство сварочного трансформатора, принцип его действия и некоторые технологические секреты. Рассмотрим подробнее сварочный трансформатор: устройство и принцип действия. Регулировка тока в сварочном трансформаторе (далее – СТ) осуществляется по двум основным схемам: Конструкция и органы управления однопостовым сварочным трансформатором с подвижными обмотками (т. е. работающим по первой схеме) приведены на рисунке. Органы управления сварочным трансформатором. Ист. http://moiinstrumenty.ru/svarochnyj/svarochnyi-transformator-svoimi-rukami.html. Магнитопровод с катушками и механизмами помещается в защитный кожух, который имеет жалюзи для охлаждения. Регулировка величины сварочного тока в таком СТ осуществляется с помощью подвижной обмотки, которая перемещается посредством ходовой гайки и вертикального винта с ленточной резьбой. В движение последний приводится при помощи рукоятки. Сварочные провода подключаются к специальным зажимам. СТ представляет собой массивную конструкцию (очень тяжёлый сердечник). Поэтому, для погрузо-разгрузочных работ, он оснащён рым-болтом, а для перемещения по рабочему объекту – транспортной тележкой и ручкой. Чтобы понять принцип работы СТ, давайте, хотя бы в самых общих чертах, рассмотрим физические процессы, происходящие в однофазном двухобмоточном трансформаторе. Для иллюстрации этих процессов воспользуемся рисунком. Физические процессы в трансформаторе. Ист. http://moiinstrumenty.ru/svarochnyj/svarochnyi-transformator-svoimi-rukami.html. Электромагнитная схема такого трансформатора состоит из двух обмоток (первичная и вторичная), размещенных на замкнутом магнитопроводе. Последний выполнен из ферромагнитного материала, что позволяет усилить электромагнитную связь между этими обмотками. Происходит это за счёт уменьшения магнитного сопротивления контура (замкнутой цепи), по которому проходит магнитный поток трансформатора (Ф). Первичную обмотку подключают к источнику переменного тока, вторичную – к нагрузке. При подключении к источнику электропитания, в первичной обмотке появляется переменный ток i1. Этот электрический ток создаёт переменный магнитный поток Ф, замыкающийся по магнитопроводу. Поток Ф индуцирует в обеих обмотках переменные электродвижущие силы (далее – ЭДС): е1 и е2. Таким образом, подбирая числа витков обмоток (при заданном напряжении U1) можно получить желаемое напряжение U2: Теперь мы можем, непосредственно, рассмотреть принцип действия СТ. Как сказано выше, он заключается в преобразовании входного напряжения (220В или 380В) в более низкое, которое в режиме холостого хода равно примерно 60В. Когда мы рассматриваем сварочный трансформатор, принцип работы будет очевиден после знакомства с компоновкой и функциональной схемой СТ. Компоновка узлов СТ (в качестве примера предлагается агрегат серии «ТДМ») представлена на рисунке. Устройство сварочного трансформатора. Ист. http://stroysvarka.ru/kak-ustroen-svarochnyj-transformator-dlya-poluavtomata/. Пояснения к схематическому изображению сварочного трансформатора: Функциональная схема такого СТ представлена на рисунке. Функциональная схема сварочного трансформатора с зазором магнитопровода. Ист. http://www.studfiles.ru/preview/3997689/. Трансформатор состоит из: Регулировка величины сварочного тока осуществляется изменением величины зазора в магнитопроводе. Размер зазора влияет на изменение магнитного сопротивления контура и, соответственно, величину магнитного потока, который и создаёт в обмотках электрический ток: Посмотрите небольшой обучающий ролик об устройстве и принципе действия трансформатора: Магнитопровод – это центральная часть конструкции СТ. Он является сердечником понижающего трансформатора и играет основную роль в формировании сварочного тока. По нему протекает магнитный поток, который индуцирует (создаёт) электрическое напряжение на всех обмотках. Магнитопровод сварочного трансформатора представляет собой пакет пластин из трансформаторной стали. Вызвано это тем, что под воздействием магнитного потока в нём наводятся вихревые замкнутые электрические токи (в честь французского физика, их открывшего, названы: токи Фуко). В соответствии с правилом Ленца, магнитное поле этих токов стремиться уменьшить индукцию поля его создавшего, т. е. полезного. В результате: Пластины между собой стягиваются шпильками в плотный пакет. Если этого не сделать (или стянуть неплотно), то они вибрируют с частотой колебаний тока в источнике питания: 50 Гц. В результате, СТ «гудит» с такой частотой. Ограничитель напряжения холостого хода СТ применяется, в соответствии со своим наименованием, для автоматического ограничения этого параметра. Он уменьшает индуцированную при размыкании вторичной обмотки ЭДС до безопасного значения не позже, чем через одну секунду после разрыва сварочной цепи. На картинке изображена популярная модель ограничителя напряжения холостого хода однофазных сварочных трансформаторов «ОНТ-1». Ограничитель напряжения холостого хода СТ «ОНТ-1». Ист. http://kiev.kv.besplatka.ua/obyavlenie/ont-1-ogranichitel-napryazheniya-holostogo-hoda-f1bc31. Принцип действия ограничителя следующий. Мы уже знаем, что в случае разрыва сварочной цепи, резко изменяется величина магнитного потока в магнитопроводе. Это, в свою очередь, приводит к резком скачку ЭДС самоиндукции. Резкий рост величины электрического напряжения может стать причиной аварии СТ или поражения током сварщика. Ограничитель напряжения холостого хода сварочного трансформатора уменьшает эту ЭДС до безопасного значения — не более 12 В. kovka-svarka.net В настоящий момент существует несколько модификаций разнообразных сварочных аппаратов. Сварочные трансформаторы своими руками можно изготовить достаточно легко при наличии определенных навыков. Схема намотки сварочного трансформатора. Наиболее популярными являются сварки трансформаторные, предназначенные для проведения контактного и дугового сваривания металлических конструкций. Популярность этого типа трансформаторов для сварки обусловлена несколькими причинами: Помимо перечисленных преимуществ, использование этого типа аппаратов имеет целый ряд недостатков, основными среди них считаются следующие: Для установки можно изготовить трансформатор собственными руками. Устройство представляет собой агрегат, повышающий силу тока с одновременным понижением его напряжения. Разработаны разнообразные схемы сварочного трансформатора. Наибольшую популярность приобрел агрегат, оснащенный П-образной конфигурацией магнитного сердечника. При наличии П-образного магнитного сердечника намотка проволоки первичной и вторичной обмоток осуществляется достаточно просто. П-образные устройства легко подвергаются разборке при необходимости проведения ремонта. Для создания сварочного аппарата требуется знать принцип работы сварочного трансформатора. Конструкция сварочного трансформатора. Для того чтобы эксплуатировать аппарат в бытовых нуждах, требуется поставить такие катушки на сердечник, которые бы позволили сваривать металлические заготовки электродами, имеющими диаметр 3-4 мм. При создании агрегата требуется провести расчет сварочного трансформатора. При изготовлении агрегата для сварочного устройства нужно набрать магнитный сердечник. При сборке сердечника следует помнить, что поперечное сечение должно составлять минимум 25-35 см². Расчет сварочного трансформатора, в частности, необходимой площади поперечного сечения, проводят по формуле S=a*b, см². После проведения расчета и изготовления сердечника выбирается провод для изготовления обмоток. При выборе электропроводника особое внимание уделяется его сечению и общей длине. Для изготовления катушки первичной обмотки лучше всего применять специальный обмоточный термостойкий провод, изготовленный из меди, покрытый х/б или стеклотканевым изоляционным материалом. Желательно, чтобы медный провод имел квадратное или прямоугольное сечение. При наличии провода требуемого сечения и отсутствии требуемого изоляционного материала его можно изготовить собственными руками. Для этой цели готовится несколько узких полосок из х/б материала или стеклотканевых. Ширина полоски должна составлять 2 см. После изготовления полосок изоляционного материала им осуществляется обмотка медного провода. Обмотанный провод пропитывается электротехническим лаком. Для того чтобы сварочный аппарат мог хорошо осуществлять сваривание металлических заготовок, нужно обеспечить нормальный уровень напряжения переменного тока без нагрузки. На холостом ходу этот параметр должен быть равен 60-65 В. При проведении сварочных работ напряжение должно быть в пределах 18-24 В в зависимости от диаметра электрода. Вернуться к оглавлению Изготовление самодельного сварочного трансформатора требуется начинать с проведения расчета всех технических параметров. Трёхфазный стержневой трансформатор. При подготовке к изготовлению трансформатора требуется рассчитать несколько технических параметров оборудования, от которых полностью зависит нормальная работа сварочной установки. Основными параметрами, требующими проведения расчетов, являются следующие: При осуществлении расчетов в обязательном порядке требуется учитывать максимальную мощность, которую будет иметь сварочный агрегат. Например, при потребляемой мощности в 5 кВТ площадь поперечного сечения провода первичной обмотки должна составлять около 5 мм². При изготовлении обмотки лучшим вариантом будет, если площадь поперечного сечения составит 6-7 мм². При указанных параметрах потребляемой мощности первичной обмотки и поперечном ее сечении вторичная обмотка должна иметь поперечное сечение в 30 мм² (без учета изоляционного материала). Перед проведением намотки катушек на сердечник требуется рассчитать не только количество витков, но и длину провода. Первичная обмотка должна иметь напряжение, которое является более низким, нежели в бытовой сети. Для того чтобы понизить напряжение на соответствующее значение, требуется рассчитать количество витков на 1 вольт напряжения для этой цели. Используется формула n=48/Sм, где Sм — площадь сечения сердечника, выраженная в квадратных сантиметрах. При хорошем, качественном магнитопроводе n=0,9-1. Исходя из этого, общее количество витков катушки определяется в соответствии с формулой W1=U1/n, следовательно, при оптимальных показателях магнитопровода получается около 200-300 витков, в зависимости от поперечного сечения магнитопровода. В зависимости от количества витков выбирается длина медного провода. Показатели вторичной обмотки рассчитываются аналогичным образом. Вернуться к оглавлению Завершив расчет параметров и подготовив материалы для изготовления трансформатора, можно приступать к наматыванию катушек. Перед намоткой катушек требуется изготовить каркас для наматывания проводника. Этот каркас должен соответствовать параметрам магнитопровода. Размер каркаса должен быть таким, который можно было бы легко надеть на сердечник, изготовленный из текстолита. Намотка катушек осуществляется следующим образом: сначала делается намотка половины первичной обмотки, после чего проводится намотка половины провода вторичной обмотки. Между слоями проводника прокладывается электротехнический картон, стеклоткань или бумага, имеющая спецпропитку. Это требуется для того, чтобы обеспечить более качественную изоляцию. Схема работы сварочного трансформатора. Проводя изготовление трансформатора своими руками, требуется учитывать, что проводимые расчеты являются приблизительными. Как показывает практика, расчетные показатели способны сильно отличаться от настоящих показателей. По этой причине требуется при изготовлении агрегата использовать материалы с небольшим запасом. Значительные различия между расчетными и реальными показателями приводят к тому, что после изготовления агрегата требуется проводить его настройку. После изготовления трансформатора его требуется включить и замерить напряжение на вторичной обмотке. Этот показатель должен составлять 65 В. В случае отклонения от этого значения требуется провести доматывание или сматывание проводника катушки. Желательно при изготовлении катушки первичной обмотки предусмотреть несколько различных ответвлений для подключения различного входного напряжения. Это позволит работать при различных параметрах входного напряжения, что является особо актуальным для сельской местности, в которой колебания напряжения в бытовой сети являются обычным явлением. В случае если при проверке работоспособности выясняется, что при расчетах неверно определена магнитная проницаемость, то потребуется либо провести перемотку обмотки, либо переключить клеммы на большее количество витков катушки. Определить мощность трансформатора на холостом ходу можно при помощи подсчетов количества оборотов диска счетчика электроэнергии за единицу времени. После проведения всех настроек лишние витки обмотки можно удалить путем перекусывания провода. В случае отсутствия проводника требуемого сечения можно наматывать на катушку два провода в параллельном направлении, имеющие меньшее поперечное сечение. expertsvarki.ru Трансформаторы для сварки крайне актуальны для промышленных работ. Это особая аппаратура, которая предназначается для того, чтобы преобразовывать напряжение сети в наиболее нужное именно для сварочного прибора. Схема сварочного трансформатора несложная, и его вполне можно изготовить самостоятельно. Схема простого сварочного трансформатора. Аппарат эффективно снижает напряжение до холостого хода. Благодаря этому свойству трансформатор для сварки работает без перебоев. Наиболее часто используются трансформаторы стержневого типа. Они отличаются более высокими техническими характеристиками и свойствами: аппарат использует значительно меньшее количество смазочного материала, обладает достаточно простой конструкцией, характеризуется весьма широкими пределами управляемых показателей, отличается высокими показателями сварочного и энергетического функционирования. Основные части трёхфазного стержневого трансформатора. Трансформатор медленно снижает напряжение до 60-80В. А сила тока, наоборот, начинает нарастать до 40-500А. Некоторые модели трансформаторов повышают силу тока до более высоких цифр. Трансформатор должен поддерживать постоянный ток. Основой всех происходящих процессов является принцип электромагнитной индукции. Большое значение имеет число витков в 1 и 2 обмотке. Они влияют на коэффициент преобразования. Прибор имеет функцию управления рассеиванием магнитных полей. По магнитопроводу идет ток. Он образует переменное напряжение во всех витках катушки. На выходе напряжение складывается в оптимальное. Любой сварочный трансформатор должен отвечать требованиям: Характеристики сварочных трансформаторов. Работа устройства для сваривания охватывает 3 режима: Создать сварочный трансформатор в домашних условиях несложно. Некоторые люди не покупают его, а просто собирают в «кустарных» условиях. Схема сварочного трансформатора есть в интернете. Поэтому создать его не составит труда. Итак, этапы создания аппарата дома: Основные понятия и классификация трансформаторов. Схема намотки сварочного трансформатора. Изготовить обмотку для трансформатора можно из специального обмоточного медного провода. Вторичная обмотка потребует для своего изготовления многожильный кабель, имеющий сечение от 25 до 35 мм. Обмотку можно вывести на медные клеммы. Естественно, покупаемый трансформатор имеет более качественные переключатели. Самый облегченный трансформатор, изготовленный в домашних условиях, весит более 3 кг. На рынке можно приобрести модели весом более 10 кг. Схема напрямую зависит от того, какой у аппарата сердечник — стержневой, тороидальный. А также от тех деталей, которые присутствуют у создателя. Мир интернета имеет множественные схемы устройства (например, изображение 1). Его собирают из всех возможных подручных элементов. Устройство может иметь постоянный и переменный ток. Трансформатор с постоянным током актуален для сваривания тонких металлических листов. Такими являются автомобильные листы, кровельная сталь. При сварке на постоянном токе сварочная дуга устойчивая. Можно сваривать на прямой, обратной полярности. Особого значения нет. Если ток переменный, то его с легкостью можно выпрямить. Достаточно использовать мостовые выпрямители, располагающиеся на мощных диодах. Разновидностей сварочных трансформаторов множество. По конструкции трансформаторы делятся на: Изображение 1. Схема сварочного аппарата. По фазовому регулированию трансформаторы подразделяются: По конструкции устройства подразделяются: Схема трансформатора с первичной и вторичной обмоткой. Кроме того, стоит подчеркнуть, что рассматриваемое оборудование может работать и на постоянно поступающем токе, и на прерывно поступающем. Те модели, что функционируют на прерывистом токе, отличаются наличием тиристорного типа системы регулирования и дополнительного применения импульсной стабилизации. Схема подключения трансформатора представлена на инструкции. Следует отметить тот факт, что для правильного функционирования устройства в дальнейшем рекомендуется заблаговременно ее изучить. Перед тем как его подключить, нужно учесть следующие достаточно важные моменты: Тороидальный трансформатор. Советы для грамотной эксплуатации состоят в следующем. Уход за трансформаторами достаточно прост. Нужно обеспечить качественное заземление, содержать контакты в порядке и чистоте, проверять сопротивление изоляции (это важно при работе под открытым небом), соблюдать требования при эксплуатации, указанные в инструкции. Приобретая трансформатор для сваривания проводов, нужно отталкиваться из следующих базовых характеристик: Схема расчета сварочного трансформатора. Чертеж сварочного трансформатора. Любое устройство может перестать работать, несмотря на то, куплено оно или собрано самостоятельно. Ремонт трансформатора можно провести своими усилиями. Конечно, если исключаются промышленные сложные неполадки. Наиболее распространенные неполадки возникают в цепи прибора. В ней может происходить замыкание, которое и приводит к отключению. Чтобы устранить замыкание, трансформатор нужно разобрать. Неисправные элементы заменяются. Наиболее часто причиной является клеммная колодка, обмотка, располагающаяся рядом с ней. Может быть и иная причина — это перегрев прибора. Обычно эту причину вызывает установка тока. То есть ток установлен большего значения, чем разрешено в инструкции. Если не учесть этот фактор соответствия, то перегрев будет регулярно сопровождать работу устройства. Это неизбежно приведет к выходу из строя ключевого элемента. В итоге придется менять перемотку полностью. Размещение изолирующих кругов из электрокартона. Если работа трансформатора сопровождается сильным гудением, то это может говорить о том, что внутри конструкции расшатались болты. Чтобы исправить этот нюанс, надо снять корпус трансформатора и подтянуть все болты и гайки. Как только ремонтные работы проведены, устройство надо заново проверить. В том случае, если аппарат стал хорошо работать, можно продолжить работу. Трансформатор — это простой и надежный аппарат. Он доступен широкому слою населения. Прибор активно используется для дуговой сварки, соединения листов металла, ремонта металлических элементов. Аппарат имеет множество положительных качеств: Способы намотки обмоток сварочного аппарата на тороидальном сердечнике: 1 – равномерная, 2 – секционная, а – сетевая обмотка, б – силовая обмотка. Если прибор работает хорошо, то можно увидеть отличное качество швов, металл не разбрызгивается при сваривании, дуга горит стабильно, и металлические листы наплавляются равномерно. В таких случаях мастера подчеркивают: «варит мягко». Кроме большого количества преимуществ существуют и отрицательные качества прибора. Итак: Таким образом, перед приобретением той или иной модели оборудования настоятельно рекомендуется взвесить все преимущества и недостатки. moyasvarka.ruОсобенности схемы и устройства сварочных трансформаторов. Схема сварочного трансформатора
Сварочный трансформатор: расчет, устройство и схема

Устройство сварочного трансформатора и характеристики

Устройство пускового механизма

Устройство магнитопровода

Холостой ход

Схема сварочного трансформатора и ее модификации

Сварочная аппаратура с шунтом

Сварочные трансформаторы с секционными обмотками

Тиристорные сварочные трансформаторы

Отличия и разновидности оборудования

Сварочные трансформаторы

Достоинства и недостатки сварочных трансформаторов
Сварочные выпрямители

Достоинства и недостатки сварочных выпрямителей
Сварочные инверторы


На что обращать внимание при выборе
Возможные неисправности и ремонт

Как правильно смонтировать трансформатор

Устройство сварочного трансформатора ТДМ

Принцип работы трансформатора ТДМ
Сварочный трансформатор своими руками
Расчет сварочного трансформатора
Сварочные трансформаторы: принцип действия, конструкция

Принцип действия сварочного трансформатора
Устройство и классификация трансформаторов, применяемых в сварочных аппаратах
Назначение сварочного трансформатора
Сварочные трансформаторы переменного тока
Сварочные трансформаторы постоянного тока
Сварочный трансформатор ВДМ
Как рассчитать сварочный трансформатор
Намотка сварочного трансформатора

Улучшение сварочного трансформатора
Сварочные трансформаторы — устройство и схема работы
Разновидности трансформаторной сварки

Трансформатор дуговой сварки
Трансформатор точечной сварки

Конструкция
Схема трансформатора

Расчет трансформатора
Сварочный инструмент своими руками
Сварочный трансформатор - устройство, принцип работы и виды

Устройство сварочного трансформатора

Принцип работы сварочного трансформатора
Холостой ход
Схема сварочного трансформатора и ее модификации
Расчет сварочного трансформатора
Отличия и разновидности оборудования
Устройство сварочного трансформатора: принцип действия, работы

Устройство сварочного трансформатора

Принцип действия

 Эти ЭДС, согласно закону Максвелла, пропорциональны числам витков N1 и N2 соответствующей обмотки и скорости изменения потока dФ/dt. Если пренебречь падением напряжения в обмотках трансформатора (они обычно не превышают 3…5 % от номинальных значений U1 и U2), то можно считать: e1≈U1 и e2≈U2. Тогда, путём несложных математических преобразований, можно получить связь между напряжениями и количеством витков обмоток: U1/U2 = N1/N2.
Эти ЭДС, согласно закону Максвелла, пропорциональны числам витков N1 и N2 соответствующей обмотки и скорости изменения потока dФ/dt. Если пренебречь падением напряжения в обмотках трансформатора (они обычно не превышают 3…5 % от номинальных значений U1 и U2), то можно считать: e1≈U1 и e2≈U2. Тогда, путём несложных математических преобразований, можно получить связь между напряжениями и количеством витков обмоток: U1/U2 = N1/N2.

Полезное видео
Магнитопровод
 Для уменьшения этого влияния принимаются меры по уменьшению этих токов. Поэтому, как было сказано выше, магнитопровод и представляет собой пакет пластин. Поверхности пластины имеют хорошую электроизоляцию (они имеют оксидное изоляционное покрытие) и, кроме этого, часто дополнительно покрываются электроизолирующим лаком. Благодаря этому, они не представляют собой сплошной проводник, что существенно уменьшает величину токов Фуко.
Для уменьшения этого влияния принимаются меры по уменьшению этих токов. Поэтому, как было сказано выше, магнитопровод и представляет собой пакет пластин. Поверхности пластины имеют хорошую электроизоляцию (они имеют оксидное изоляционное покрытие) и, кроме этого, часто дополнительно покрываются электроизолирующим лаком. Благодаря этому, они не представляют собой сплошной проводник, что существенно уменьшает величину токов Фуко.Ограничитель холостого хода

Сварочный трансформатор своими руками: схема (фото и видео)

Технология изготовления трансформатора для сварочного аппарата

Особенности проведения расчета параметров трансформатора для сварочного устройства

Осуществление намотки катушек на магнитопроводы

Схема сварочного трансформатора: разновидности, преимущества и недостатки

В чем заключается принцип работы?


Особенности конструктивного решения


Классификация оборудования и его разновидности


Подключение своими руками

Покупной трансформатор для сварки

Неполадки: как исправить проблему


Плюсы сварочного трансформатора

Минусы оборудования

интернет-магазин светодиодного освещения
Пн - Вс с 10:30 до 20:00
Санкт-Петербург, просп. Энгельса, 138, корп. 1, тк ''Стройдвор''








Поделиться с друзьями: