
Сварочный инвертор(180 А) - асимметричный (косой) мост с микроконтроллерным управлением. Инвертор липина схема
Силовая электроника своими руками
Автор: Липин Руслан Владимирович [email protected]
Силовая
часть с драйверами.

При включении инвертора в сеть через пусковой резистор R1 и спаренный выпрямитель VD6-VD13 заряжаются ёмкости С3 и C4. Как только ёмкости зарядятся до напряжения 200-250В включиться реле K1, и своими контактами зашунтирует резистор R1. Ёмкости дозаряжаются до напряжения приблизительно 300 В. C этого момента высоковольтная часть инвертора готова к работе.
В своём сварочном инверторе для управления мощными IGBT-транзисторами, я применил специализированные драйверы фирмы IR. Драйверы верхних ключей получают питание от бустпретных ёмкостей С5 и C8. Эти ёмкости периодически подпитываются через диоды VD14 и VD19 в моменты открытия нижних ключей. Здесь верхними (условно) ключами называю те транзисторы, коллекторы которых соединены с плюсом силового питания 300 В. У нижних ключей эмиттеры соединены с минусом силового питания 300 В.
Для согласования ТТЛ уровней микроконтроллера с уровнями входов LIN и HIN драйверов (не менее 9 В) служат элементы R2, R9, VT3, VT6. Резисторы R8 и R14 обеспечивают неактивный режим драйверов во время “пусковой распутицы” микроконтроллера.
Удвоитель напряжения собран на элементах VD23, VD26, VD27, С15, C16, С11 и служит для облегчения зажигания дуги. Программой микроконтроллера непрерывно отслеживается состояние выхода сварочного инвертора. При коротком замыкании на выходе светодиод оптопары U1 потушен и на входе UOut будет высокий логический уровень. Для защиты от пробоя силовых элементов схемы неизбежными выбросами напряжения служат так называемые снабберы и сапрессоры VD17, VD18, VD22, VD28, С13, C14, R19, R21, а также ограничитель “раскачки” R20.
Ключи желательно припаять к медной подложке. О том как это сделать написано здесь.



Микроконтроллерный блок управления с блоком питания.
Использование любого аппарата электродуговой сварки предполагает наличие достаточно мощной сети питающего напряжения. Это условие не всегда обеспечивается при сварке в условиях гаража или дачи. Отсюда повышенные требования к блоку питания (БП). Для питания ответственных узлов БП должен обеспечивать стабильное напряжение при просадке сетевого напряжения до 150 В, а лучше, ещё меньше. Для этой цели как нельзя лучше подходит импульсный блок питания, построенный по схеме обратноходового преобразователя, в простонародье называемый флайбэк. Представленный на схеме БП обеспечивает стабильное напряжение на выходе при просадке сетевого до 50 В! При этом запускается рывком при напряжении выше 80 В. Таким образом, отсутствует промежуточный режим работы когда напряжение на выходе уже есть, но ещё не 12,5 В. Для инверторов это важно, поскольку исключается работа ключей в линейном режиме. Желаю всем сваркостроителям использовать в качестве блока питания именно флайбэк! Уверяю, что затраты окупятся сполна. К слову сказать, в моём инверторе от линейного режима ключи защищены ещё и специализированными драйверами фирмы IR.
Мотая трансформатор нужно обеспечить хорошую межобмоточную изоляцию. В моей конструкции все обмотки намотаны медным проводом в лаковой изоляции диаметром 0,2 мм. При подключении трансформатора необходимо правильно соблюсти фазировку обмоток, иначе флайбэк работать не будет. Подборкой сопротивления резистора R1, добиваемся напряжения на выходе 12,5 В. Это напряжение используется для питания драйверов. Микроконтроллер получает питание через параметрический стабилизатор КР142ЕН5А.
Работа программы и настройка резонансной частоты.
Целью настройки резонансного моста является настройка резонансной частоты. Здесь и далее резонансной частотой буду называть ту частоту инвертора, при которой в дуге максимальная мощность.
Рабочий режим.
При включении устройства в сеть светодиод потушен и звучит сигнал. Затем, если контакты термостатов замкнуты, запускается инвертор на резонансной частоте. Значение резонансной частоты считывается из нулевой ячейки EEPROM. При первом включении резонансная частота будет 30 кГц. Как только напряжение в сварочной цепи превысит 12 В (короткого замыкания нет) на проводе UOut возникнет низкий логический уровень и инвертор перейдёт в рабочий режим.
В рабочем режиме горит светодиод, звуковой сигнал выключен. Проверяется положение потенциометра. Вращение движка потенциометра приведёт к изменению рабочей частоты инвертора. Рабочая частота меняется ступенями (всего 17 положений) от резонансной (минимальной) до максимальной. Изменение рабочей частоты сопровождается коротким звуковым сигналом. При этом максимальному сварочному току соответствует минимальная частота (она же резонансная). Увеличение частоты приводит к уменьшению тока в дуге. Таким образом, вращая потенциометр можно регулировать ток в дуге.
При коротком замыкании в сварочной цепи и работе инвертора на частоте выше резонансной существует опасность “словить” резонанс в коротком замыкании. Вероятность, конечно мала, но стоит перестраховаться, поскольку резонанс в коротком замыкании – это верная смерть ключей инвертора! С целью защиты “от смерти” в рабочем режиме периодически проверяется логический уровень на выводе UOut детектора короткого замыкания в сварочной цепи. Если таковое имеется, то на входе UOut появится высокий логический уровень и инвертор начнёт работать на резонансной частоте независимо от положения движка потенциометра. При этом светодиод потушен. Если в течение 1 секунды не произойдёт повышения напряжения в сварочной цепи, то работа инвертора блокируется, и программа начнёт выполняться сначала. Так выполняется функция антизалипания электрода.
Если во время работы произойдёт аварийное отключение одного из термостатов TS1 или TS2, то работа инвертора блокируется, включается прерывистый звуковой сигнал и начинает мигать светодиод. Как только температура понизится, и оба термостата будут включены, работа инвертора возобновиться.
Настройка резонансной частоты.
Перед подачей силового питания на ключи запускаем блок управления. Временно устанавливаем перемычку между проводом UOut и минусом. Осциллографом проверяем управляющие импульсы на затворах ключей. Там должны быть прямоугольные импульсы частотой 30 кГц. Если всё так и есть, включаем в сварочные провода мощный реостат сопротивлением 0,15 Ом (для токов 170-200 А) и шунтируем контакты реле. Подаём питание на блок управления. Силовое питание запитываем через ЛАТР. Поднимая напряжение на ЛАТРе, следим за увеличением напряжения на реостате. Если всё нормально, устанавливаем на ЛАТРе 80-120В и начинаем настройку.
Чтобы войти в режим изменения резонансной частоты необходимо нажать и удерживать обе кнопки до включения звукового сигнала. После отпускания кнопок, звуковой сигнал выключается, и светодиод начинает часто мигать, что свидетельствует о переходе в режим редактирования резонансной частоты. При этом инвертор начинает работать на резонансной частоте. Кликая кнопками изменяем частоту инвертора и добиваемся максимального напряжения на реостате. Если резонансная частота находится ниже 30 кГц, то увеличиваем немагнитный зазор в дросселе. Если резонансная частота выше 42 кГц, то зазор в дросселе следует уменьшить. Как только резонансная частота подстроена на максимальную мощность, можно произвести запись значения резонансной частоты в EEPROM. Для этого кликаем одновременно на обе кнопки. После продолжительного звукового сигнала произойдёт запись.
Восстанавливаем схему инвертора, удаляем перемычку с провода UOut, отключаем реостат. Включаем инвертор в сеть. Должно включиться реле и загореться светодиод. Потенциометром выставляем минимальную частоту (она же резонансная). Кратковременно нагружаем инвертор реостатом 0,15 Ом и замеряем на нём напряжение. Если это напряжение составляет 22-30 В, то можно Вас поздравить с успешной настройкой! Держак в руки и вперёд!
Если напряжение меньше 22 В, то нужно увеличить зазор в дросселе и повторить настройку сначала.

Вес аппарата со сварочными проводами 8 кг.
Переход на главную страницу
ruslanlipin.narod.ru
Сварочный инвертор — асимметричный (косой мост) с микроконтроллерным управлением
Силоваячасть сблоком питания и драйверами.
Схемасиловой части с блоком питания и драйверами.
……….Представленный на схеме сварочный инверторпостроен по схеме однотактного прямохода. На первичную обмоткусварочного трансформатора с помощью двух ключей подаются однополярныеимпульсы выпрямленного сетевого напряжения с заполнением не более 42%. Магнитопровод трансформатора испытывает одностороннееподмагничивание. В паузах между импульсами магнитопроводразмагничивается по так называемой частной петле. Размагничивающий токблагодаря обратно включенным диодам возвращает магнитную энергию,запасённую в сердечнике трансформатора обратно в источник, подзаряжаяконденсаторы (2 x 1000 мкф x 400 В) накопителя. ……….На прямом ходу энергия передаётся внагрузку через сварочный трансформатор и прямо включенные диодывыпрямителя (2x150EBU04). В паузе между импульсами ток в нагрузкеподдерживается благодаря энергии, накопленной в дросселе. Электрическаяцепь в этом случае замыкается через обратные диоды (2x150EBU04). Хорошоизвестно, что на эти диоды приходится бОльшая нагрузка, чем на прямые.Причина – ток в паузе течёт дольше чем в импульсе. ……….Конденсатор 1200 мкф x 250 В включенный всварочные провода через резистор 4,3 Ом обеспечивает чёткое зажиганиедуги. Пожалуй, это одно из удачных схемных решений для поджига в косоммосте.
……….Ключи косого моста работают в режимежёсткого переключения. Причём режим включения заведомо облегчен всегдаприсутствующей индуктивностью рассеивания сварочного трансформатора. И,поскольку к моменту включения ключей считается, что магнитопровод трансформатора полностью размагничен, то по причине отсутствия тока впервичной обмотке, потерями на включение можно пренебречь. Потерина выключение – очень существенные. Для их снижения параллельнокаждому ключу установлены RCD-снабберы.
……….Для обеспечения чёткой работы ключей, вмоменты между включениями на их затворы подаётся отрицательноенапряжение благодаря специальной схеме включения драйверов. Каждыйдрайвер питается от гальванически изолированного источника (около 25 В)блока питания. Напряжение питания «верхнего” драйвераиспользуется для включения реле К1, контакты которого шунтируютпусковой резистор.
……….Блок питания (классический маломощныйфлайбэк) имеет 3 гальванически изолированных выхода. При исправныхдеталях начинает работать сразу. Напряжение для драйверов –23-25В. Напряжение 12 В используется для питания блока управления.
……….Существенные радиаторы нужно предусмотретьдля входного выпрямителя, ключей и выходного выпрямителя. От размеровэтих радиаторов и интенсивности их обдува будет зависетьпостоянная времени работы аппарата. Поскольку аппарат обеспечиваетсущественный сварочный ток (до 180 А), ключи нужно обязательно припаятьк медным пластинам толщиной 4 мм, затем эти «бутерброды”прикрутить к радиаторам через теплопроводную пасту. О том как этосделать написано здесь Вместе крепления ключей посадочное место радиатора должно быть идеальноплоским без сколов и раковин. Желательно чтобы в месте крепления ключейрадиатор имел сплошное тело толщиной не менее 10 мм. Как показалапрактика для лучшего отвода тепла не нужно изолировать ключи отрадиатора. Лучше изолировать радиатор от корпуса аппарата. Вобдув нужно поставить также трансформатор, дроссель и обязательно всерезисторы мощностью 25 и 30 Вт. Остальные элементы схемы в радиаторах иобдуве не нуждаются.
Блок управления
Схема блока управления полномостовымсварочным инвертором
……….Блок управления построен на основераспространённого ШИМ-контроллера TL494 с задействованием одного каналарегулирования. Этот канал стабилизирует ток в дуге. Задание токаформирует микроконтроллер с помощью модуля CCP1 в режиме ШИМ на частотепримерно 75 кГц. Заполнение ШИМ будет определять напряжение наконденсаторе C1. Величина этого напряжения определяет величинусварочного тока.
……….С помощью микроконтроллера выполняется также блокировка инвертора. Если на вход DT(4) TL494 будет подан высокийлогический уровень, то импульсы на выходе Out исчезнут и инверторостановится. Появление логического нуля на выходе RA4 микроконтроллераприведёт к плавному старту инвертора, то есть к постепенному увеличениюзаполнения импульсов на выходе Out до максимального. Блокировкаинвертора используется в момент включения и при превышении температурырадиаторов.
Вот что получилосьв железе. Блокпитания, драйвера и блок управления на одной плате.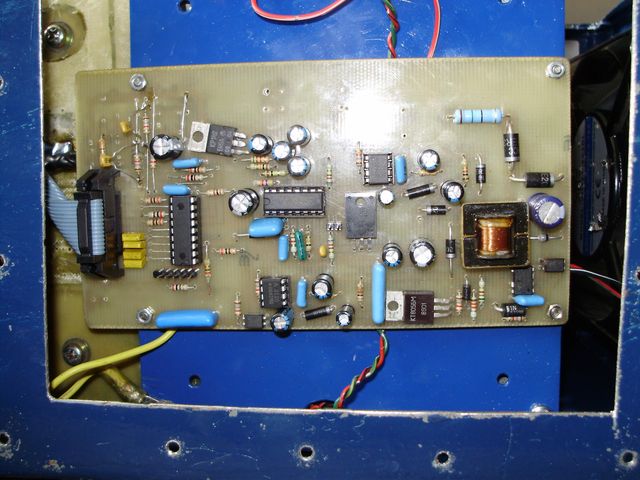 .В моём аппарате индикатор и клавиатураподключены к блоку управления через компьютерный шлейф. Шлейф проходитв непосредственной близости от радиаторов ключей и трансформатора. Вчистом виде такой конструктив приводил к ложному нажатию на клавиши.Пришлось применить следующие спец. меры. На шлейфодето ферритовое кольцо К28x16x9. Шлейф скручен (насколько позволялаего длина). Для клавиатуры и термостатов использованыдополнительные подтягивающие резисторы 1,8К, зашунтированныекерамическими конденсаторами 100 пкф. Такое схемное решениеобеспечило помехоустойчивость клавиатуры, полностью исключеныложные нажатия клавиш.
.В моём аппарате индикатор и клавиатураподключены к блоку управления через компьютерный шлейф. Шлейф проходитв непосредственной близости от радиаторов ключей и трансформатора. Вчистом виде такой конструктив приводил к ложному нажатию на клавиши.Пришлось применить следующие спец. меры. На шлейфодето ферритовое кольцо К28x16x9. Шлейф скручен (насколько позволялаего длина). Для клавиатуры и термостатов использованыдополнительные подтягивающие резисторы 1,8К, зашунтированныекерамическими конденсаторами 100 пкф. Такое схемное решениеобеспечило помехоустойчивость клавиатуры, полностью исключеныложные нажатия клавиш.
……….Хотя, моё мнение – нужно недопускать помехи в блок управления. Для этого блок управления долженбыть отделён от силовой части сплошным металлическим листом.
Настройка инвертора
……….Силовая часть пока обесточена.Предварительно проверенный блок питания подключаем к блоку управления ивключаем его в сеть. На индикаторе загорятся все восьмёрки, затемвключится реле и, если контакты термостатов замкнуты, то индикаторпокажет задание тока 20 А. Осциллографом проверяем напряжение назатворах ключей. Там должны быть прямоугольные импульсы с фронтами неболее 200 нс, частотой 40-50 кГц напряжением 13-15В в положительнойобласти и 10 В – в отрицательной. Причём в отрицательной областиимпульс должен быть заметно длиннее.
……….Если всё так, собираем полностью схемуинвертора и включаем его в сеть. На индикацию сначала будут выведенывосьмёрки, затем должно включиться реле и индикатор покажет 20 А.Кликая кнопками, пробуем изменять задание тока. Изменение задания токадолжно пропорционально изменять напряжение на конденсаторе C1. Если изменив задание тока не нажимать на кнопки более 1 минуты, топроизойдёт запись задания в энергонезависимую память. На индикаторекратковременно появится сообщение «ЗАПС”. При последующемвключении инвертора величина задания тока будет равна значению, котороезаписалось.
……….Если всё так, устанавливаем задание 20 А ивключаем в сварочные провода нагрузочный реостат сопротивлением 0,5 Ом.Реостат должен выдерживать протекание тока не менее 60 А. К выводамшунта подключаем вольтметр магнитоэлектрической системы со шкалой на 75мВ, например прибор Ц 4380. На нагруженном инверторе пытаемся изменятьзадание тока, и по показаниям вольтметра контролируем ток. В этомрежиме реостат может издавать звук, напоминающий звон. Его не стоитбоятся – это работает токоограничение. Ток должен менятьсяпропорционально заданию. Выставляем задание тока 50 А. Если показаниявольтметра не соответствуют 50 А, то на выключенном инверторе впаиваемсопротивление R1 другого номинала. Подбирая сопротивление R1 добиваемсясоответствие задания тока измеренному.
……….Проверяем работу термозащиты. Для этогообрываем цепь термостатов. На индикаторе высветиться надпись»EroC”. Импульсы на затворах ключей должны исчезнутьВосстанавливаем цепь термостатов. Индикатор должен показатьустановленный ток. На затворах ключей должны появиться импульсы. Ихдлительность должна плавно увеличится до максимальной.
……….Если всё так, можно попытаться варить.После 2-3-х минут сварки током 120-150 А выключаем инвертор из сети иищем 2 самых горячих радиатора. На них нужно установить защитныетермостаты. По возможности термостаты устанавливаются вне зоны обдува.
Прошивка для микроконтроллера PIC16F628:
В HEX формате : kosoy.rar В SFR формате : kosoy.sfr
Автор конструкции: Руслан Липин
Связаться с автором можно по email (указан на схеме)
elektro-shemi.ru
Силовая электроника своими руками
Большинство деталей инвертора расположены на односторонней плате. На другой маленькой плате расположены светодиды индикации с резисторами 200 Ом, 200 Ом и 1,8 кОм. Эта плата размещается на лицевой панели инвертора и соединяется с основной платой с помощью 5-проводного шлейфа. К дорожкам маленькой платы припаиваются проводники кнопок "ButtonUp" и "ButtonDown". Эти кнопки устанавливаются на лицевую панель рядом со светодиодами. Основная плата крепится к радиаторам ключей. Радиаторы должны быть
изолированы от корпуса инвертора и друг от друга. Проводники,
соединяющие драйвер верхнего ключа с затвором припаиваются отдельно со
сторны дорожек основной платы. Проводники датчика температуры также
припаиваются к дорожкам. Сам датчик вклеивается в отверстие наименее
обдуваемого радиатора ключа. Диоды размагничивания и снабберные диоды
монтируются планарным способом непосредсвенно к токоведущим частям
платы, которые служат для них теплотводом..
Радиатор выходных диодов имеет существенные размеры. На него
непосредственно направлен воздушный поток вентилятора. Детали снабберов
выходных диодов, трансформатор тока, пусковой резистор, блокировочные
конденсаторы цепи постоянного тока 300 В, снабберные конденсаторы
ключей и RC-цепочка облегчения поджига монтируются навесным монтажом.
Основная плата крепится к радиаторам ключей. Радиаторы должны быть
изолированы от корпуса инвертора и друг от друга. Проводники,
соединяющие драйвер верхнего ключа с затвором припаиваются отдельно со
сторны дорожек основной платы. Проводники датчика температуры также
припаиваются к дорожкам. Сам датчик вклеивается в отверстие наименее
обдуваемого радиатора ключа. Диоды размагничивания и снабберные диоды
монтируются планарным способом непосредсвенно к токоведущим частям
платы, которые служат для них теплотводом..
Радиатор выходных диодов имеет существенные размеры. На него
непосредственно направлен воздушный поток вентилятора. Детали снабберов
выходных диодов, трансформатор тока, пусковой резистор, блокировочные
конденсаторы цепи постоянного тока 300 В, снабберные конденсаторы
ключей и RC-цепочка облегчения поджига монтируются навесным монтажом. Настройка инвертора.
Трансформатор отключен от высоковольтной части. Вместо трансформатора подключаем лампочку на 220 В мощностью от 40 до 100 Вт. Датчик температуры ещё не вклеен в радиатор. Включаем инвертор в сеть. Через пару секунд должно включиться реле. Лампочка загорится, но не в полный накал. Зелёный светодод зажигается при наличии питания + 5 В. Красный светодиод должен быть погашен. Если горит - проверяем правильность подключения датчика температуры.
Если всё так, с помощью паяльника, либо с помощью лампочки, которая светится начинаем нагревать датчик температуры. При тепереатуре, примерно 55 градусов должен включиться вентилятор. В этот момент нужно проверить напряжение на ообмотках обеих реле. Если напряжение выходит за пределы от 11 до 14 В, необходимо подбирать сопротивления резисторов R2 и R3.
Продолжаем нагревать датчик температуры. При тепературе, примерно 71 градус должен загореться красный светодиод, лампочка должна погаснуть, вентилятор продолжает вращаться.. Дальнейший нагрев не имеет смысла, так как ни к каким изменениям режимов работы инвертора это не приведёт. Термозащита выполнила свою функцию.
Убираем датчик тепературы из зоны нагрева, датчик начинает остывать. При температуре, примерно 55 градусов, должна загореться лампочка, а при 40 градусах должен отключиться вентилятор.
Если всё так, убираем лампочку, подключаем трансформатор согласно схемы соблюдая фазировку обмоток. То же относится к трансформатору тока. Вклеиваем датчик температуры в отверстие радиатора. Включам инвертор в сеть. При первом включении задание тока устанавливается минимальным. Кликая кнопками увеличиваем и уменьшаем задание тока. Всего 16 позиций. Активное изменение задания сопровождается кратковременным зажиганием красного светодиода и характерным щелчком в трансформаторе. Если задание минимально (1-я позиция), то клик кнопки "ButtonDown" не приведёт к зажиганию красного светодиода и не будет щелчка в трансформаторе. Такая же реакция будет при клике кнопки "ButtonUp" если задание уже максимально (16 позиция). Выключение инвертора из сети не изменит текущего задания, поскольку при каждом изменении задания происходит его запись в энергонезависимую память мироконтроллера.
Если всё так, нагружаем инвертор мощным реостатом сопротивлением 0,25 Ом и замеряем ток нагрузки. Ток должен изменяться примерно на 5-7 А при изменении задания на 1 позицию. При этом соответственно должна изменятся ширина импульсов на затворах ключей.
Если всё так, можно пробовать варить. Пределы задания тока можно изменить если впаять резистор R1 другого номинала. Увеличение этого сопротивления приведёт к увеличению максимального и минимального тока, уменьшение - к уменьшению.
ruslanlipin.narod.ru
Силовая электроника своими руками
Представленный на схеме сварочный инвертор построен по схеме однотактного прямохода. На первичную обмотку сварочного трансформатора с помощью двух ключей подаются однополярные импульсы выпрямленного сетевого напряжения с заполнением не более 42 %. Магнитопровод трансформатора испытывает одностороннее подмагничивание. В паузах между импульсами магнитопровод размагничивается по так называемой частной петле. Размагничивающий ток благодаря обратно включенным диодам возвращает магнитную энергию, запасённую в сердечнике трансформатора обратно в источник, подзаряжая конденсаторы (2 x 1000 мкф x 400 В) накопителя. На прямом ходу энергия передаётся в нагрузку через сварочный трансформатор и прямо включенные диоды выпрямителя (2x150EBU04). В паузе между импульсами ток в нагрузке поддерживается благодаря энергии, накопленной в дросселе. Электрическая цепь в этом случае замыкается через обратные диоды (2x150EBU04). Хорошо известно, что на эти диоды приходится бОльшая нагрузка, чем на прямые. Причина – ток в паузе течёт дольше чем в импульсе. Конденсатор 1200 мкф x 250 В включенный в сварочные провода через резистор 4,3 Ом обеспечивает чёткое зажигание дуги. Пожалуй, это одно из удачных схемных решений для поджига в косом мосте.Ключи косого моста работают в режиме жёсткого переключения. Причём режим включения заведомо облегчен всегда присутствующей индуктивностью рассеивания сварочного трансформатора. И, поскольку к моменту включения ключей считается, что магнитопровод трансформатора полностью размагничен, то по причине отсутствия тока в первичной обмотке, потерями на включение можно пренебречь. Потери на выключение – очень существенные. Для их снижения параллельно каждому ключу установлены RCD-снабберы.
Для обеспечения чёткой работы ключей, в моменты между включениями на их затворы подаётся отрицательное напряжение благодаря специальной схеме включения драйверов. Каждый драйвер питается от гальванически изолированного источника (около 25 В) блока питания. Напряжение питания “верхнего” драйвера используется для включения реле К1, контакты которого шунтируют пусковой резистор.
Блок питания (классический маломощный флайбэк) имеет 3 гальванически изолированных выхода. При исправных деталях начинает работать сразу. Напряжение для драйверов – 23-25В. Напряжение 12 В используется для питания блока управления.
Существенные радиаторы нужно предусмотреть для входного выпрямителя, ключей и выходного выпрямителя. От размеров этих радиаторов и интенсивности их обдува будет зависеть постоянная времени работы аппарата. Поскольку аппарат обеспечивает существенный сварочный ток (до 180 А), ключи нужно обязательно припаять к медным пластинам толщиной 4 мм, затем эти “бутерброды” прикрутить к радиаторам через теплопроводную пасту. О том как это сделать написано здесь. В месте крепления ключей посадочное место радиатора должно быть идеально плоским без сколов и раковин. Желательно чтобы в месте крепления ключей радиатор имел сплошное тело толщиной не менее 10 мм. Как показала практика для лучшего отвода тепла не нужно изолировать ключи от радиатора. Лучше изолировать радиатор от корпуса аппарата. В обдув нужно поставить также трансформатор, дроссель и обязательно все резисторы мощностью 25 и 30 Вт. Остальные элементы схемы в радиаторах и обдуве не нуждаются.
Блок управления.
Блок управления построен на основе распространённого ШИМ-контроллера TL494 с задействованием одного канала регулирования. Этот канал стабилизирует ток в дуге. Задание тока формирует микроконтроллер с помощью модуля CCP1 в режиме ШИМ на частоте примерно 75 кГц. Заполнение ШИМ будет определять напряжение на конденсаторе C1. Величина этого напряжения определяет величину сварочного тока.
С помощью микроконтроллера выполняется так же блокировка инвертора. Если на вход DT(4) TL494 будет подан высокий логический уровень, то импульсы на выходе Out исчезнут и инвертор остановится. Появление логического нуля на выходе RA4 микроконтроллера приведёт к плавному старту инвертора, то есть к постепенному увеличению заполнения импульсов на выходе Out до максимального. Блокировка инвертора используется в момент включения и при превышении температуры радиаторов.
Вот что получилось в железе. Блок питания, драйвера и блок управления на одной плате.
В моём аппарате индикатор и клавиатура подключены к блоку управления через компьютерный шлейф. Шлейф проходит в непосредственной близости от радиаторов ключей и трансформатора. В чистом виде такой конструктив приводил к ложному нажатию на клавиши. Пришлось применить следующие спец. меры. На шлейф одето ферритовое кольцо К28x16x9. Шлейф скручен (насколько позволяла его длина). Для клавиатуры и термостатов использованы дополнительные подтягивающие резисторы 1,8К, зашунтированные керамическими конденсаторами 100 пкф. Такое схемное решение обеспечило помехоустойчивость клавиатуры, полностью исключены ложные нажатия клавиш.
Хотя, моё мнение – нужно не допускать помехи в блок управления. Для этого блок управления должен быть отделён от силовой части сплошным металлическим листом.
Настройка инвертора.
Силовая часть пока обесточена. Предварительно проверенный блок питания подключаем к блоку управления и включаем его в сеть. На индикаторе загорятся все восьмёрки, затем включится реле и, если контакты термостатов замкнуты, то индикатор покажет задание тока 20 А. Осциллографом проверяем напряжение на затворах ключей. Там должны быть прямоугольные импульсы с фронтами не более 200 нс, частотой 40-50 кГц напряжением 13-15В в положительной области и 10 В – в отрицательной. Причём в отрицательной области импульс должен быть заметно длиннее.
Если всё так, собираем полностью схему инвертора и включаем его в сеть. На индикацию сначала будут выведены восьмёрки, затем должно включиться реле и индикатор покажет 20 А. Кликая кнопками, пробуем изменять задание тока. Изменение задания тока должно пропорционально изменять напряжение на конденсаторе C1. Если изменив задание тока не нажимать на кнопки более 1 минуты, то произойдёт запись задания в энергонезависимую память. На индикаторе кратковременно появится сообщение “ЗАПС”. При последующем включении инвертора величина задания тока будет равна значению, которое записалось.
Если всё так, устанавливаем задание 20 А и включаем в сварочные провода нагрузочный реостат сопротивлением 0,5 Ом. Реостат должен выдерживать протекание тока не менее 60 А. К выводам шунта подключаем вольтметр магнитоэлектрической системы со шкалой на 75 мВ, например прибор Ц 4380. На нагруженном инверторе пытаемся изменять задание тока, и по показаниям вольтметра контролируем ток. В этом режиме реостат может издавать звук, напоминающий звон. Его не стоит боятся – это работает токоограничение. Ток должен меняться пропорционально заданию. Выставляем задание тока 50 А. Если показания вольтметра не соответствуют 50 А, то на выключенном инверторе впаиваем сопротивление R1 другого номинала. Подбирая сопротивление R1 добиваемся соответствие задания тока измеренному.
Проверяем работу термозащиты. Для этого обрываем цепь термостатов. На индикаторе высветиться надпись “EroC”. Импульсы на затворах ключей должны исчезнуть Восстанавливаем цепь термостатов. Индикатор должен показать установленный ток. На затворах ключей должны появиться импульсы. Их длительность должна плавно увеличится до максимальной.
Если всё так, можно попытаться варить. После 2-3-х минут сварки током 120-150 А выключаем инвертор из сети и ищем 2 самых горячих радиатора. На них нужно установить защитные термостаты. По возможности термостаты устанавливаются вне зоны обдува.
ruslanlipin.narod.ru







Поделиться с друзьями: