Таким образом, технологический процесс представляет собой экстремальный нагрев поверхности металла электродом. В строительной индустрии контактную сварку применяют для сваривания крестообразных стыков в арматуре или железных каркасов под бетон. Экономичность и целесообразность данного вида сварки подтвердило его применение при сварке трубопроводов. Сварочные работы под слоем флюса — качественный метод соединения двух металлов посредством электродуговой сварки. Подробнее об этом типе сварки читайте здесь. После этого на место стыка заготовок начинают воздействовать электрической дугой от электрода, образуется сварная ванна, которая под взаимным давлением заготовок друг на друга образует сварной диаметральный шов. Кроме того при использовании автоматической точечной сварки заготовка подается к сварным электродам на специальных прокатных вальцах, по типу конвейера. Чаще всего все производство автоматизировано и требует от сварщика лишь контроля и наблюдения за правильным технологическим процессом. Технологически все оборудование для контактной сварки разделяют на машину и контактный сварочный аппарат. Так же их подразделяют: Узнать о сварке алюминия можно здесь. Машины контактной точечной сварки оснащаются двумя электродами – катодом и анодом, относительно которых закрепляются сварные заготовки. Так же следует понимать, что время проваривания шва в каждой точке зависит от характеристик металла заготовки. Как правило, наименьший период времени занимает приваривание в точках на цветных металлах. После того, как заготовка подана в рабочую зону, где должен быть осуществлен прожиг срабатывает фотонная защита, то есть сварка работает только с тем участком, с которым необходимо, так как фотонные поля не пропускают электрическую дугу, не позволяя ей заискрить и испортить “чистую” зону заготовки. В этот момент возникает широкополосная электрическая дуга большой мощности тока. О ремонте сварочных аппаратов, в том числе контактных, читайте здесь. Контактные сварочные аппараты широко применяются на полуавтоматических заводах по производству автомобилей и военной техники. Контактная точечная сварка легко автоматизируется, так как точечная сварка относится к роду высокоточных сварочных работ большой четкости. Такие машины применяют в том случае, когда требуется дополнительные наплавки на шов, например в технологических трубопроводах, которые работают под давление свыше 100 Атмосфер. Многоточечные машины работают в двух технологических режимах: Сварочные аппараты для контактной сварки отличаются высоким КПД и надежностью. О применении метода точечной сварки для кузовов и мелких деталей читайте здесь. metallmaster.org Одним из методов сплавления является точечная контактная сварка. Ее суть заключается в плотном соединении в определенной точке двух деталей и пропускании через место контакта электрического тока. Аппараты точечной контактной сварки востребованы во многих отраслях промышленности. Для применения в быту их научились делать своими руками, используя трансформаторы или систему конденсаторов. Можно выделить три фазы в процессе точечной сварки. В первой фазе происходит сжатие заготовок, которое приводит к пластической деформации в точке контакта. Для этого аппарат контактной сварки оборудован специальными клещами или другими схожими приспособлениями. В третьей фазе сварочный ток выключается, металл остывает и кристаллизуется. Для снятия напряжений при охлаждении прижимное усилие сохраняется еще некоторое время. Требования к сварным соединениям определяет государственный стандарт – ГОСТ 15878-79. О том. Какие можно использовать электроды в аппарате контактной точечной сварки, описано в ГОСТ 14111-90. Делают их из меди или легированной хромом, кадмием, цирконием бронзы. При точечной контактной сварке аппарат может выдавать ток разного рода и частоты. По этим отличительным признакам сварочное оборудование разделяют на четыре класса: Существует многоточечные станки контактной сварки для сварки сеток на производстве. В таких аппаратах одновременно происходит сваривание в нескольких точках. Любое оборудование имеет свои плюсы, но самыми популярными стали одноточечные устройства переменного тока. В первичной обмотке находится тиристорный модуль, через который питающее напряжение 220 В или 380 В поступает на обмотку. Подавая управляющий сигнал на тиристор, можно получить необходимую длительность тока для контактной точечной сварки. Изменяя угол открытия тиристора, можно регулировать форму сигнала, который приходит на вторичную обмотку. В случае применения нескольких первичных обмоток можно получить набор коэффициентов трансформации, комбинируя их соединение. В результате во вторичной обмотке получается несколько уровней напряжения и тока. Это позволяет аппарату контактной точечной сварки работать в разных режимах. Для управления оборудованием имеется дополнительный блок, который имеет реле, управляющую панель и схему контроллера. Принцип контактной сварки лежит в первоначальном достаточно длительном накоплении электрической энергии на обкладках конденсаторов и мгновенном ее выбросе при создании искусственного короткого замыкания через точку контакта. Возможность накопления заряда в емкостной батарее позволяет использовать оборудование меньшей мощности по сравнению с другими сварочными аппаратами. Благодаря постоянству емкости батареи получается нормированное выделение энергии на один сварочный импульс, что позволяет получать стабильный результат независимо от изменения сетевого напряжения и других характеристик сети. Конденсаторная контактная сварка длится миллисекунды, что приводит к мощному выделению энергии в маленькой области контакта. Это позволяет применять ее при сварке сплавов с высокой теплопроводностью типа меди, а также металлов с разными тепловыми характеристиками. Конденсаторные аппараты контактной точечной сварки с жесткой характеристикой, быстрым разрядом, широко используются в радиоэлектронике и приборостроении. При расчете необходимой энергии на сварку того или иного соединения можно использовать формулу: W = C*U2/2, где С – емкость в фарадах, W – энергия в ваттах; U — зарядное напряжение в вольтах. Включая в контур заряда активное переменное сопротивление, можно регулировать величину зарядного тока, время заряда и потребляемую мощность. Благодаря этим особенностям точечную сварку используют при сваривании металлов толщиной от единиц микрон до 20-30 мм. Эти возможности обеспечили ее применение в радиоэлектронике, производстве приборов, авиационной и автомобильной промышленности, строительстве и многих других отраслях. Невозможно представить авторемонтные мастерские без сварочных аппаратов точечной контактной сварки. При устранении вмятин они незаменимы. Все автомобили и самолеты созданы с использованием контактной сварки. Практически все литиевые батареи в ноутбуках соединены с помощью односторонней контактной точечной сварки. Широкое распространение технология получила из-за простоты и удобства использования сварочного оборудования, высокой производительности. Аппарат может обеспечить несколько сотен свариваний в минуту при малых затратах электроэнергии, при этом не выделяет никаких вредных веществ в атмосферу. Технология легко поддается автоматизации. Для сварки не нужно сварочной проволоки, присадок и флюсов. Соединение получается прочным и без остаточных деформаций. Единственный недостаток заключается в негерметичном соединении изделий. Аппарат работает прерывисто, производя соединение в отдельных точках, поэтому о герметичности речь не идет. При точечной сварке прочность соединения такова, что разрушения возникают в основном металле, так как сварные точки имеют большую толщину. Продолжительность сваривания и прижимное усилие имеют решающее значение. Если неправильно их рассчитать, то аппарат будет варить с дефектами. Имеется три основных вида дефектов: Самым опасным является отсутствие литой области. Происходит тепловое склеивание, при котором соединение выдерживает незначительные нагрузки. При переменных нагрузках и температурных перепадах происходит разрыв соединения. Прочность нарушается при сильном давлении электродов аппарата контактной сварки, что вызывает вмятины. Также ослабляется прочность при выплесках металла. Наружные трещины появляются от чересчур большого импульсного тока аппарата, слабого сжатия, загрязнения сварочной области, что изменяет параметры сварочной цепи. Изъян обнаруживается визуальным осмотром при использовании лупы. При глубоких вмятинах от электрода необходимо разобраться с его контактной частью. Возможно, причина в слишком малом радиусе кривизны контактной площадки и слишком большом прижимном усилии. Дефект определяется визуально. Причиной того, что при внутреннем выплеске металл вытекает в область между заготовками, может быть превышение сварочного тока аппарата, времени сварки и недостаток сжатия. Изъян определяется специальными приборами, может зафиксироваться и визуально из-за неплотного соединения деталей. Внешний выплеск происходит при превышении длительности и силы тока, малом прижиме и перекосе электродов. Это можно заметить невооруженным глазом. Внутренние трещины возникают от комбинации причин типа чрезмерный ток, длительность воздействия, загрязненная поверхность недостаточное сжатие и отсутствие поковочного воздействия в процессе кристаллизации. Изъяны выявляют специальной аппаратурой. Смещение ядра возникает из-за неправильной установки электродов аппарата контактной сварки и их загрязнения. Причиной прожога являются недостаточный прижим соединяемых изделий, их загрязнения. Устранение изъянов производится повторением процесса сварки. Если нельзя сваривать, например, недопустим повторный нагрев изделия, то дефектную область лучше высверлить и поставить заклепку. svaring.com Для большинства желающих заняться ремонтом автомобиля или другой техники в домашних условиях самодельное оборудование для контактной сварки – это единственно верное решение. Однако для реализации данного проекта, необходимо ознакомиться с конструкцией такого аппарата, и только после можно попытаться изготовить его своими руками. Сделать аппарат для контактной сварки можно только при наличии определённых деталей и запчастей, найти которые порой бывает очень непросто. Лишь после решения этой задачи можно будет констатировать, что самодельная контактная сварка вполне реальна и может быть реализована даже при отсутствии специальных навыков. В конструкцию типового сварочного аппарата для точечной сварки должны входить следующие обязательные узлы: Основной задачей такого самодельного аппарата является формирование мощного сварочного импульса, который проходит через контактную зону находящихся под давлением свариваемых деталей. В момент подачи такого импульса в точке контакта заготовок образуется электрическая дуга, мгновенно расплавляющая металл в этой зоне. Длительность действия импульсного сварочного тока составляет порядка 0,01-0,1 секунды, что вполне достаточно для сварки. Таким образом, перед сборкой своими руками оборудования для контактной сварки необходимо определиться с требуемой силой сварочного тока, временем его действия и силой сжатия заготовок в контактной зоне. Всем этим требованиям вполне удовлетворяют трансформаторные устройства, имеющиеся в составе большинства моделей микроволновых печей. Для их использования достаточно удалить встроенную вторичную обмотку и заменить её новой. При разборке старого устройства следует действовать крайне осторожно, стараясь не повредить сердечник преобразователя. Все имеющиеся на нём дополнительные элементы (шунты, в частности) также необходимо будет снять. Для того чтобы изготовить трансформатор для контактной сварки (точнее – его новую вторичную катушку) потребуется толстая медная шина в надёжной изоляции. Её толщина должна составлять не менее одного сантиметра, так что для получения требуемого низковольтного напряжения (2 Вольта) достаточно будет намотать не более трёх витков. Для самостоятельной сборки аппарата, рассчитанного на большую мощность, необходимо будет задействовать два таких трансформатора, включённых в цепь питания последовательно. При их использовании следует исходить из возможностей действующей бытовой электросети и не допускать того, чтобы она работала со значительной перегрузкой. Для изготовления контактного блока можно будет воспользоваться самой простой конструкцией, предполагающей использование электродов для сварки стандартной формы. В качестве электродов рекомендуется использовать подходящие по сечению и форме медные прутья. Их толщина выбирается из расчёта, чтобы она соответствовала мощности подводящих шин. В отдельных случаях для этих целей могут применяться отслужившие свой срок жала старых паяльников мощностью более 100 ватт. С общим видом полученного из этих запчастей контактного блока можно ознакомиться на фото. Принцип работы контактного точечного аппарата на основе инвертора основан на том же импульсном нагреве металла в зоне контакта с последующим его расплавлением и остыванием. Вот почему его сборка в данном случае полностью идентична изготовлению аппарата для сварки на основе микроволновой печи. При отсутствии в хозяйстве старого СВЧ аппарата можно воспользоваться любым подходящим для этих целей трансформатором мощностью не менее 1-го киловатта. Единственным отличием этого варианта от уже рассмотренного ранее является возможность использования в инверторной схеме невыпрямленного импульсного тока. Для надёжной фиксации свариваемых частей, чтобы препятствовать их раздвиганию и образованию зазора, в инверторном устройстве применяется специальный сжимающий механизм. Свариваемые поверхности могут соединяться различными способами, но на практике особо распространены следующие три режима оплавления: Каждый из методов следует рассмотреть подробнее. При этом надо понимать, что внешний вид самодельного аппарата зависит от деталей, которые мастер смог применить в процессе конструкции. Для реализации режима непрерывного оплавления, помимо основного аппарат, могут применяться специальные клещи для сварки или подобные им образцы жёстких фиксирующих приспособлений. В этом режиме после подачи тока в зону контакта, его края сразу же оплавляются, и одновременно с этим производится осадка расплавленного материала под внешним давлением. По завершении процедуры импульсный ток выключают, а место сварки оставляют до момента полного остывания. Этим режимом контактной сварки чаще всего пользуются при монтаже тонкостенных трубных изделий или других заготовок с подобной им структурой. Основным достоинством данного метода считается высокая скорость выполнения сварочных операций. Единственный его недостаток – это то, что из контактной зоны может вытекать расплавленный металл, что нередко приводит к образованию угарного газа. Режим прерывистой сварки реализуется путём поочерёдного усиления и ослабления контактного прижима клещей в точке соединения заготовок. При каждом очередном замыкании внимательно следят за тем, чтобы температура в зоне контакта не превышала 900 °-950 °. Этим методом принято пользоваться при нехватке рабочей мощности сварного аппарата для осуществления непрерывного оплавления. Обычно он востребован при работе с цветными металлами и различными видами промышленных сталей. Однако из-за повышенных требований к соблюдению температурного режима его применение крайне ограничено. Особенностью стыковой сварки металлических заготовок с эффектом сопротивления является предварительное их сжатие, производимое непосредственно перед пропусканием импульсов сварочного тока. Этим она коренным образом отличается от сваривания оплавлением, при котором до пропускания импульсного тока соединяемые части не имеют плотного контакта. При этом начальная стадия сварки сопротивлением, а именно – установка листовых заготовок в электродных губках аппарата и их фиксация – полностью аналогична тем же процессам, происходящим при сварке оплавлением. Ещё одной особенностью этого метода является то, что величина действующего на соединяемые детали давления на порядок выше того же показателя для уже рассмотренных режимов. Ознакомление с вариантами самостоятельного изготовления аппаратов для точечной сварки позволяет убедиться в доступности этого метода. Его вполне возможно реализовать на практике собственными силами. svaring.com sdelaysam-svoimirukami.ru При работе с металлоконструкциями приходится частенько сталкиваться со сварочными работами. Чтобы соединить провода или металлические листы, лучше всего использовать контактный сварочный аппарат. Приступая к задаче создания контактного устройства, следует подобрать мощный источник питания, проводку, регулирующий резистор, по необходимости индикаторы. Следует, так же подумать из чего изготавливать корпус. Требования к источнику питания достаточно жесткие. Он должен выдерживать высокие токи со значением до 20 А. Этого будет достаточно для бытового переносного прибора. Выбрать схему для будущего изделия достаточно просто. Необходимые запасные части и агрегаты легко найти в бытовом хозяйстве или электронных магазинах. Типы контактной сварки В целом контактную сварку можно подразделять на три типа. Большие по площади рабочие поверхности подлежат сварке методом оплавления. Самодельный аппарат В домашних условиях вполне возможно создать устройство для сваривания стальных поверхностей толщиной в пределах 0,9-1,5 миллиметра. По объему это может быть компактное устройство, либо же иметь прочное основание. Составляющие сварочного агрегата служит для преобразования тока в тепловую энергию. Достигая при этом отличного результата по оплавлению весомых по толщине изделий. Основным узлом агрегата является трансформатор. Основная работа по ручному изготовлению устройства лежит в создании этого преобразователя. Трансформатор, как самое массивное устройство агрегата задает весь тон размерам всего устройства. Компактность прибора контактной сварки сразу же говорит о том, какой мощностью он способен обладать. К трансформатору и устройству в целом, предполагается подключение индикаторов по желанию создателя. Ламповые индикаторы не создают серьезную нагрузку и потери тока. От сечения феррита зависят дальнейшие характеристики. Для будущего трансформатора оно должно составлять не менее 70 квадратных сантиметров. Должна использоваться марка обмоточных проводов (эмаль-провод). Диаметр сечения 1,7 мм. Для первичной обмотки достаточно 160-170 витков. Для вторичной 35-40. Вторичная обмотка подгоняется под напряжение 42 Вольта. Для этого меняют количество витков. В качестве защиты обмотка подлежит дополнительной изоляции. Все собранные детали плотно крепятся к основанию устройства. Далее собирается корпус. Теперь можно приступать к испытанию. Испытание Если всё сделано правильно, аппарат сразу же покажет свою стабильную работу. Для испытания можно взять заранее подготовленный стальной лист толщиной не более 0,8 мм. В дальнейшем следует закрепить стальную полоску небольшой толщины методом точечной сварки. Ширина стальной полоски в 1 см для проведения испытаний достаточно. После переваривания следует попытаться сорвать пластину пассатижами. Результатом действия должны образоваться небольшие отверстия. Диаметр, которых не должен превышать 0,5 мм. Для регулировки данного параметра используется специальный резистор, встроенный в схему агрегата. Только проведя несколько проб, следует утверждать, что аппарат полностью готов к работе. При испытании следует не забывать соблюдать правила техники безопасности. А самое главное электробезопасности. Технология проведения сварки Важная составляющая при сварке — это плотность прижатия. Данная мера позволяет предотвратить резкий всплеск горячего металла, а также способствуют качественному креплению. Благодаря этому способу сварка получается очень прочной, но добиться абсолютной герметизации практически невозможно. Советы От мощности трансформатора зависят и возможности агрегата. По желанию умельца, к агрегату можно подключать любые измерительные приборы и датчики. Рабочие места под сварку должны быть оборудованы электротехническими защитными изделиями. svarkagid.com Последнее время сварочные работы занимают огромную нишу, применяются в огромном количестве отраслей и стают незаменимыми в бытовых условиях. Если где-то поломалась металлическое сооружение, необходимо соединить водопроводные трубы или просто вы хотите сделать себе красивый виноградник из железных прутов, тогда сварка будет незаменимым элементом в вашем хозяйстве. В автомобильном, самолётном и судостроении активно применяется контактная точечная сварка. Всё чаще применяются и в строительстве сельскохозяйственных машин и агрегатов, а также в других ветках промышленного производства. Именно о ней вы сегодня и поговорим. Разнообразный ассортимент как профессиональных, так и бытовых приборов, делает аппарат контактной точечной сварки всё более популярным. Из-за большого разнообразия, выбор становится всё сложнее, поэтому мы поможем вам разобраться с тонкостями и нюансами, на которые следует обратить ваше внимание при покупке такого аппарата для своих нужд. Какие бывают виды аппаратов точечной сварки: Каждый из этих видов используется для разного рода целей, мы постараемся обобщить и опишем критерии выбора исходя из технических характеристик и возможностей сварочных аппаратов. Для выбора качественного приспособления, которое сможет соответствовать всем вашим потребностям и полностью оправдать свою цену следует придерживаться некоторых правил при выборе. Подобрав сварку по всем критериям, вы ничуть не пожалеете о своём выборе. Итак, на что следует обратить внимание: Также следует учесть вашу рабочую зону, если вам придется перемещаться на довольно большие расстояния, тогда нужно покупать сварочный аппарат, который легко поддаётся транспортировке. Необходимо учитывать то, какой ток будет подаваться на трансформатор для контактной точечной сварки, так как они классифицируются на машины для переменного и постоянного тока. При выборе выделить определённую марку очень сложно, ведь они все выпускают довольно качественную продукцию. Разнообразие и большой ассортимент, которые имеют сварочные аппараты, способны удовлетворить любые потребности. Модель аппарата Forsage krab Вы сможете подобрать машину необходимой формы, размеров и веса исходя из ваших потребностей. Цена очень разная, для профессиональных устройств она будет составлять от одной тысячи долларов, до четырех и более тысяч американских долларов. Для любителей и использования в быту буде достаточно менее мощной сварки с меньшим функционалом, которая будет стоить от трёх сотен до полутора тысяч долларов. Модель марки Telwin Из самых популярный брендов можно выделить такие марки, как Forsage, Telwin, G.I.Kraft, Kripton,ТКС. Каждый из представленных имеет свои особенности, уникальные характеристики и дополнения к конструкции. Некоторые делают упор на профессиональные сварочные аппараты, другие опираются на сварочный аппарат для домашнего использования. Также можно выбирать в зависимости от комплектации, с некоторыми агрегатами в комплекте могут идти электроды для контактной сварки. Тут уже стоит исходить из того, насколько часто вы будете её использовать, а также доступна ли для вас цена профессионального оборудования. Ведь стоимость техники для профессионального использования может превышать цену бытовых приборов до десяти раз. Для нечастого использования лучше приобрести самую стандартную простенькую точечную сварку, которая поможет вам справиться с нечастыми возникающими задачами. Например, отрихтовать автомобиль, соединить несколько листов металла для крыши и прочего. Если же вы будете использовать сварочные точечные соединения довольно часто, тогда лучше отдать предпочтение профессиональному оборудования. Оно способно выдержать долгосрочные нагрузки и делать работу быстрее и качественней. Но в таком случае следует быть готовым к значительным финансовым затратам. Подходить к выбору аппарата контактной сварки стоит с полной серьезностью. Так как стоимость таких машин довольно высокая необходимо учитывать все факторы, чтобы впоследствии покупка полностью оправдала свою цену. Если стаёт выбор между бытовым и профессиональным прибором, необходимо учитывать все ваши потребности и частоту использования, исходя из которых, окончательно сделать свой выбор. generatorvolt.ru Оборудование для контактной сварки Для производства стыковой контактной сварки используют контактные машины общего назначения (универсальные) и специальные (для сварки арматуры, трубопроводов и др.). В строительной промышленности для стыковой сварки применяются машины типов АСИФ, МСР, МСМ и МСГ. Машины стыковой сварки оборудованы механизированным приводом осадочно-подающего механизма и пневматическими зажимными устройствами. Так, машины типа МСМУ–150 (выпускаются взамен машин типа МСМ–150) предназначены для сварки труб, стержней и других заготовок из низкоуглеродистой стали с площадью сечения до 2000 мм2. Машина производит сварку непрерывным оплавлением в автоматическом и полуавтоматическом режиме с предварительным подогревом торцов свариваемых деталей (вручную). Машина имеет станину из двух стоек и горизонтальной плиты, зажимы радиального типа с пневматическим приводом. Левый неподвижный зажим изолирован от станины, правый подвижный зажим закреплен на двух направляющих. При оплавлении и осадке перемещение подвижного зажима производится электромеханическим приводом. В настоящее время взамен машин МСМУ–150 выпускаются конструктивно улучшенные машины того же назначения марки МС–2008. Для сварки оплавлением и оплавлением с подогревом деталей больших сечений из низкоуглеродистой и низколегированной сталей применяются машины марок МСГА–300 (до 3000 мм2), МСГА–500 и МСГУ–500 (до 8000 мм2), отличающиеся мощностью сварочного трансформатора. Машины снабжены гидравлическим приводом, допускающим получать различные скорости при подогреве, оплавлении и осадке. Контактные плиты имеют пневмогидравлические зажимы, позволяющие закреплять детали практически любой длины. Управление процессом автоматическое – электронным реле времени. Машины могут выполнить до 20 сварок в час. Машины для точечной сварки делятся: 1. По назначению – на машины общего назначения (универсальные) и специализированные. 2. По конструктивным особенностям – двухэлектродные и многоэлектродные, стационарные, передвижные и подвесные. 3. По приводу сжатия – педальные, с электроприводом, пневматическим, гидравлическим и комбинированным механизмом сжатия. 4. По характеру действия – автоматические и неавтоматические. Машина АТП–50 имеет педальный механизм сжатия, состоящий из пружины и системы коленчатых рычагов. При нажатии на педаль тяга, перемещаясь вверх, поворачивает коленчатый рычаг на оси. При этом рычаги выпрямляются и сближают электроды. Когда электроды приходят в соприкосновение со свариваемыми листами, пружина оказывает давление на свариваемые листы через электроды. Для включения тока служит механический контактор, укрепленный на верхней плите. Включение производится собачкой, она находит на ролик и через него включает контактор. При дальнейшем движении педали собачка проскакивает и контактор размыкает сварочный ток. Машина имеет переключатель с восемью ступенями регулирования вторичного напряжения. Недостатком машины с педальным механизмом сжатия является ее низкая производительность. При изготовлении строительных конструкций и арматуры железобетонных изделий применяются более совершенные машины типов МТМ (с электродвигательным механизмом сжатия) и МТП (с пневматическим механизмом сжатия). Эти машины используют в массовом производстве. Они обладают широким диапазоном продолжительности цикла (0,05–0,75 с), давлением сжатия, достигающим 58,8 кН, высокой производительностью, стабильностью режима. Точечную сварку плоских арматурных сеток железобетонных конструкций производят на многоэлектродных машинах полуавтоматического действия. Машины для изготовления сеток шириной до 2000 мм из стержней диаметром 3–12 мм оборудованы десятью трансформаторами по 35 кВА каждая. Сетки шириной до 3800 мм, сваренные из стержней диаметром 3–12 мм, изготовляют на многоэлектродном автомате, имеющем восемнадцать трансформаторов мощностью 75 кВА каждая. Плоские арматурные каркасы шириной до 775 мм из продольных стержней диаметром до 25 мм и поперечных стержней до 12 мм сваривают на многоэлектродной машине полуавтоматического действия, оборудованной тремя трансформаторами мощностью по 100 кВ?А. Наиболее распространены подвесные машины типа МТПГ–75–6, позволяющие сваривать внахлестку листы толщиной до 3 мм и пересечения арматурных стержней диаметром до 16 мм, а также машины типа МТПГ–150–2 для сварки листов толщиной до 4 мм и пересечений арматурных стержней диаметром до 18 мм. Подвесные машины имеют сварочные клещи с рычажным, пневматическим или гидравлическим приводом сжатия. Они служат для сварки крупногабаритных изделий, пространственных каркасов и арматуры железобетонных изделий. Для комплектования подвесных машин применяют клещи типов КТГ–75–1, КТГ–75–2 и КТГ–75–3, оборудованные электронным регулятором, позволяющим устанавливать продолжительность цикла сварки в пределах 0,04–1,5 с. Сварочные клещи связаны с машиной гибкими токоподводящими кабелями и шлангами для подвода к электродам воздуха или воды (для охлаждения электродов и создания необходимого давления сжатия). Давление сжатия достигает 10 МПа. Машина марки МТПП–75 имеет подвесной сварочный трансформатор, состоящий из сердечника, первичной и вторичной обмоток. От первичной обмотки сделаны отводы к переключателю для ступенчатого регулирования вторичного напряжения. Вторичная обмотка имеет два витка, которые с помощью двух медных планок могут быть соединены параллельно или последовательно, что позволяет изменять вторичное напряжение в пределах 5–19 В. Рабочим инструментом машины являются сварочные клещи, которые соединены со вторичной обмоткой двумя кабелями, состоящими из гибких медных проводов, заключенных в резинотканевый шланг. Кабели имеют внутреннее водяное охлаждение, позволяющее работать при высоких плотностях тока. Для создания усилия в клещах применяют пневматические цилиндры. Выпускают подвесные машины марок МТП–806 и МТП–807 с технической характеристикой, близкой маркам МТПП–75 и МТПГ–75. Управление этими машинами осуществляется аппаратурой на полупроводниках и тиристорах. Кроме этих машин используются более мощные (170 кВ?А) и быстродействующие подвесные машины типа МТП–1203 с клещами типов КТГ–12–3–1 и КТГ–12–3–2. Для выполнения шовной сварки применяются машины общего назначения (универсальные) и специализированные, различной конструкции. Так, универсальная машина марки МШ–2001–1 предназначена для сварки прочноплотных швов изделий из низкоуглеродистых и легированных сталей. Машина состоит из станины, на которой укреплены нижняя и верхняя электродные головки. Вращение верхнего ролика осуществляется приводом. Над приводом вращения расположены переключатель скорости и регулятор цикла сварки. Внутри корпуса находятся сварочный трансформатор, автоматический выключатель и игнитронный контактор. Усилие сжатия создается пневматическим устройством и регулируется воздушным редуктором. Номинальная мощность машины 130 кВ?А, сварочный ток 20 кА, скорость сварки в пределах 0,4–4,5 м/мин. На машине можно сваривать сталь толщиной в пределах от 0,5+0,5 мм до 1,8+1,8 мм. Машина марки МШ–3201 аналогична по конструкции, но более мощная (323 кВ?А). При сварочном токе 32 кА допускает сварку стали толщиной 0,8+2,5 мм до 4 ±2,5 мм при скорости сварки 0,4–4,5 м/мин. Для сварки крупногабаритных деталей из легированных сталей, жаропрочных и титановых сплавов применяется машина марки МШВ–1601, в конструкции которой предусмотрена возможность привода вращения верхнего или нижнего ролика. Это позволяет в зависимости от формы, габаритов и сочетаний толщин изделий выбирать оптимальный вариант привода. При номинальной мощности 130 кВ?А и сварочном токе 16 кА машина допускает сварку прочноплотным швом детали толщиной 0,3–3 мм со скоростью 0,2–8 м/мин. Синхронный игнитронный прерыватель тока типа ПИШ позволяет получать равные по числовому значению длительности импульсы тока через одинаковые паузы. Длительность импульса и паузы регулируется независимо в пределах 0,02–0,38 с. Таким образом, прерыватель одновременно выполняет роль регулятора времени. В настоящее время на машинах устанавливают более совершенные прерыватели тока типа ПСЛ на полупроводниковых элементах. Длительность импульса тока и пауз регулируется дискретно в пределах 1–20 периодов с частотой питающей сети. Это обеспечивает практически абсолютно точный отсчет времени. Следующая глава > info.wikireading.ruКак самому сделать аппарат для контактной сварки. Аппарат контактной сварки
Аппараты для контактной сварки: технология, модели, многоточечный
 Аппараты контактной сварки применяются в тех случаях, когда сваривание металлических запчастей происходит при их нагревание посредством электрического тока дуги.
Аппараты контактной сварки применяются в тех случаях, когда сваривание металлических запчастей происходит при их нагревание посредством электрического тока дуги.Технология контактной сварки
 Технология контактной сварки кроме воздействия на поверхность металла электрическим током, также подразумевает воздействие давления на сварные кромки.
Технология контактной сварки кроме воздействия на поверхность металла электрическим током, также подразумевает воздействие давления на сварные кромки. Сварочные аппараты любого вида, инверторные или полуавтоматы – качественное оборудование, но рано или поздно наступает момент для его ремонта и удаления возникших неисправностей. Читайте подробнее о ремонте сварок.
Сварочные аппараты любого вида, инверторные или полуавтоматы – качественное оборудование, но рано или поздно наступает момент для его ремонта и удаления возникших неисправностей. Читайте подробнее о ремонте сварок. Весь технологический процесс укладывается в следующие рамки: две заготовки стыкуются между собой, при этом не стоит переживать из-за оксидных пленок, они уберутся под воздействием температуры от электрической дуги.
Весь технологический процесс укладывается в следующие рамки: две заготовки стыкуются между собой, при этом не стоит переживать из-за оксидных пленок, они уберутся под воздействием температуры от электрической дуги.Оборудование для контактной сварки

 Для облегчения сварочного процесса и повышения эффективности его результата, при сварке тугоплавких металлов используются различные присадки, в том числе и сварочная проволока. Как подобрать сварочную проволоку читайте на нашем сайте.
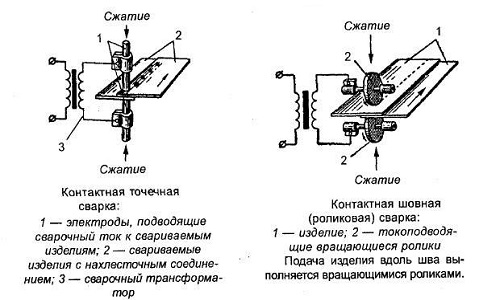
Для облегчения сварочного процесса и повышения эффективности его результата, при сварке тугоплавких металлов используются различные присадки, в том числе и сварочная проволока. Как подобрать сварочную проволоку читайте на нашем сайте. Роликовая машина для контактной сварки предполагает соединение деталей непрерывным швом за счет пропускания тока через свариваемые детали.
Роликовая машина для контактной сварки предполагает соединение деталей непрерывным швом за счет пропускания тока через свариваемые детали.Контактный сварочный аппарат
 Контактные сварочные аппараты основаны несколько на другом принципе работы, аппараты оснащены конденсаторами, то которых при мгновенной разрядке передается на катод и принимается анодом.
Контактные сварочные аппараты основаны несколько на другом принципе работы, аппараты оснащены конденсаторами, то которых при мгновенной разрядке передается на катод и принимается анодом. Аппараты контактной сварки подразделяют по следующему типу:
Аппараты контактной сварки подразделяют по следующему типу: Контактная сварка – это метод часто используемый в промышленности для соединения однотипных деталей. Что же из себя представляет контактная сварка читайте в публикации.
Контактная сварка – это метод часто используемый в промышленности для соединения однотипных деталей. Что же из себя представляет контактная сварка читайте в публикации.Многоточечная машина контактной сварки
 Второе название такой машины – шовный станок контактной сварки, потому что взаимодействие заготовки и трех точечных электродов в конечном итоге дает единый шов, похожий по виду на ткацкий.
Второе название такой машины – шовный станок контактной сварки, потому что взаимодействие заготовки и трех точечных электродов в конечном итоге дает единый шов, похожий по виду на ткацкий. Полуавтоматическая сварка в защитной газовой среде, широко применяется при кузовном ремонте на специализированных СТО, при строительно-монтажных работах и многих других областях производства. О полуавтоматической сварке читайте подробнее.
Полуавтоматическая сварка в защитной газовой среде, широко применяется при кузовном ремонте на специализированных СТО, при строительно-монтажных работах и многих других областях производства. О полуавтоматической сварке читайте подробнее.Читайте также:
 Контактная сварка Контактная сварка – это метод часто используемый в промышленности для соединения однотипных деталей.Принцип работы контактной сварки – […]
Контактная сварка Контактная сварка – это метод часто используемый в промышленности для соединения однотипных деталей.Принцип работы контактной сварки – […] Газовая сварка Газовая сварка - соединение металлов путем образования сварочных ванн при нагревании поверхностей металлов пламенем высоких температур, которое […]
Газовая сварка Газовая сварка - соединение металлов путем образования сварочных ванн при нагревании поверхностей металлов пламенем высоких температур, которое […]особенности одноточечного оборудования и технология процесса

Фазы процесса
 Во второй фазе происходит подача тока в область контакта, что вызывает плавление металла в точке соединения и образование расплавленного ядра. Пока проходит ток, ядро расширяется до максимума. Сжатие соединяемых изделий вызывает появление плотного пояса вокруг жидкого ядра, который препятствует растеканию расплавленного металла.
Во второй фазе происходит подача тока в область контакта, что вызывает плавление металла в точке соединения и образование расплавленного ядра. Пока проходит ток, ядро расширяется до максимума. Сжатие соединяемых изделий вызывает появление плотного пояса вокруг жидкого ядра, который препятствует растеканию расплавленного металла.Виды оборудования
Работа на переменном токе
 Аппарат контактной сварки, работающий на переменном токе, представляет собой трансформатор, во вторичной обмотке имеющий два электрода. В качестве материала для электродов контактной точечной сварки применяется медь. Между электродами помещают детали, которые специальным устройством прижимают друг к другу.
Аппарат контактной сварки, работающий на переменном токе, представляет собой трансформатор, во вторичной обмотке имеющий два электрода. В качестве материала для электродов контактной точечной сварки применяется медь. Между электродами помещают детали, которые специальным устройством прижимают друг к другу.Оборудование на конденсаторах
 Аппарат для точечной контактной сварки может состоять из блока заряда конденсаторов, большой батареи емкостей, управляющего блока и электродов с механизмом прижима заготовок.
Аппарат для точечной контактной сварки может состоять из блока заряда конденсаторов, большой батареи емкостей, управляющего блока и электродов с механизмом прижима заготовок.Где применяют метод
 Особенностью точечной контактной сварки является краткое воздействие на соединяемые изделия (от единиц миллисекунд до нескольких секунд), сварочный ток в несколько тысяч ампер и напряжение величиной от 1 до 2-3 вольт. При этом необходимо усилие в точке сварки от десятков до сотен килограмм. Маленькая площадь контакта приводит к малой области расплавления металла.
Особенностью точечной контактной сварки является краткое воздействие на соединяемые изделия (от единиц миллисекунд до нескольких секунд), сварочный ток в несколько тысяч ампер и напряжение величиной от 1 до 2-3 вольт. При этом необходимо усилие в точке сварки от десятков до сотен килограмм. Маленькая площадь контакта приводит к малой области расплавления металла.Плюсы и минусы технологии
Возможные дефекты
Причины дефектов
 Непровар часто обусловлен малым током или изношенностью контактной площадки электродов. Маленький ток может быть связан со слишком малым промежутком между сварными точками, что вызывает сильное шунтирование. Брак определяется визуальным осмотром и использованием специального оборудования.
Непровар часто обусловлен малым током или изношенностью контактной площадки электродов. Маленький ток может быть связан со слишком малым промежутком между сварными точками, что вызывает сильное шунтирование. Брак определяется визуальным осмотром и использованием специального оборудования.Как самому сделать аппарат для контактной сварки
Конструкция и принцип действия

Элементы самодельного устройства
 Перед изготовлением аппарата контактной сварки в первую очередь следует побеспокоиться о преобразователе, мощности которого должно быть достаточно для того чтобы электрический импульс варил металл.
Перед изготовлением аппарата контактной сварки в первую очередь следует побеспокоиться о преобразователе, мощности которого должно быть достаточно для того чтобы электрический импульс варил металл. На рисунке приводится схема включения такого комплексного трансформатора, состоящего из двух последовательно включённых катушек.
На рисунке приводится схема включения такого комплексного трансформатора, состоящего из двух последовательно включённых катушек.На базе инвертора
 Контактная сварка из инвертора – это один из альтернативных вариантов применения электронного аппарата в домашних условиях, выбор которого определяется особыми свойствами выпускаемых промышленных образцов этого оборудования.
Контактная сварка из инвертора – это один из альтернативных вариантов применения электронного аппарата в домашних условиях, выбор которого определяется особыми свойствами выпускаемых промышленных образцов этого оборудования.Режимы работы
 В процессе точечной контактной сварки производится соединение двух заготовок на участках их непосредственного прилегания. Этим приёмом, как правило, пользуются при необходимости сварки небольших по габаритам деталей из тонкого листового материала (толщиной не более 0,5 см).
В процессе точечной контактной сварки производится соединение двух заготовок на участках их непосредственного прилегания. Этим приёмом, как правило, пользуются при необходимости сварки небольших по габаритам деталей из тонкого листового материала (толщиной не более 0,5 см).Непрерывный режим
Прерывистое сваривание
С эффектом сопротивления
Простой аппарат для контактной сварки
Это инструкция (руководство) о том, как сделать из испорченной микроволновой печи дешёвый удобный и портативный аппарат для точечной сварки металла.Пожалуйста, обратите внимание на то, что это опасно, об этом свидетельствует надпись изображённая на трансформаторе: «ОПАСНО, ВЫСОКОЕ НАПРЯЖЕНИЕ», примите все возможные меры предосторожности, выполняя следующие инструкции:Материалы
Мизерная стоимость этой точечной сварки может быть вообще уменьшена до нуля, если вы найдёте следующие комплектующие, не прибегая к покупке:1. Очень старая микроволновая печь – можно найти на свалке.2. Деревянная доска.3. Т-образные кронштейны.4. Винты.5. Кабель диаметром 1см с твердым сердечником, подойдёт и многожильный, но убедитесь, что каждая нить имеет диаметр минимум 1 мм.6. Прочие деревообрабатывающие инструменты и электрические соединители.7. 3-х контактные разъёмы (по желанию).8. Металлическая перемычка для крепления длинной минимум 15см (по желанию).9. Разъём от блока питания ПК (по желанию).10. Клеммник (внутренний диаметр 1 см).Вынимаем трансформатор из микроволновки
Этот шаг описывает как достать трансформатор из микроволновой печи1. Разберите микроволновую печь, не касаясь никаких элементов на печатных платах.2. Найдите высоковольтный конденсатор, он должен быть прикреплён к конденсатору и выглядеть как магазин от пистолета с 2 проводами, выходящими из одного конца.3. Выполните короткое замыкание конденсатора при помощи отвёртки. ВНИМАНИЕ: СМОТРЕТЬ НА ЭТО НЕ НУЖНО, ИСКРА ОЧЕНЬ ЯРКАЯ, МОЖЕТЕ ПОВРЕДИТЬ ЗРЕНИЕ.4. Снимите трансформатор.Строение аппарата контактной сварки
Вся эта конструкция изготовлена из одной деревянной доски и единственная модификация, которую в неё необходимо внести состоит в разрезании доски до определённой длины, таким образом, чтобы все части имели одинаковую высоту. Как видно из рисунка, две средние части образуют основание, на которое крепится трансформатор, между ними находится разъем питания блока питания.На передней панели расположены две длинные части, соединенные T-образными кронштейнами (не затягивайте верхние винты, это должно быть гибкое соединение).На переднем конце не хватает двух электродов, прикрепите их внизу длинной детали, длинную деталь прикрепите к короткой для дополнительной стабильности и поддержки.Электроды
Любой, кто имеет опыт в сварке, знает, что при экстремальных температурах электроды расплавляются очень быстро, я ломал голову над решением этой проблемы и понял, что заземляющий штырь 3-контактных штепселей можно использовать в качестве электродов, они широко доступны и стоят копейки, а затем разработал способ прикрепления их к сварочному оборудованию и стратегию по замене (чтобы их можно было заменить так же легко, как сверло у дрели). Ниже приведен пример создания собственных электродов для этого агрегата:1. Разделите 2 3х-контактных штепселя и извлеките штыри заземления (самый длинный штифт).2. Разделите две части клеммной колодки и соберите металлические детали.3. Закрутите штифт заземления в кусок медного лома и поместите его в металлический штифт клеммной колодки, затяните металлический штифт до упора.4. Вкрутите металлический штифт клеммной колодки в деревянную доску со свободным концом, направленным к трансформатору, они будут прикреплены к концам кабеля диаметром 1 см.Электрические модификации аппаратаСекрет успешной точечной сварки заключается в контроле за прохождением большого количества тока через точку сварки и выработке необходимой температуры, чего довольно трудно добиться из-за сопротивления материалов. Однако вторичная обмотка микроволнового трансформатора имеет противоположное предназначение, она способствует значительному увеличению напряжения электросети за счет уменьшения тока, поэтому его необходимо модифицировать, если вы хотите, чтобы работал сварочный аппарат. Как это сделать описано ниже:1. Снимите вторичную обмотку микроволнового трансформатора (это обмотка, которая не подключена к сети, имеет провод меньшего диаметра и больше извилин), для этого я использовал угловую шлифовальную машину с отсекающим лезвием, чтобы разрезать через весь кусок. Хоть первичные обмотки и не могут быть повреждены при точечной сварке, я бы советовал соблюдать осторожность.2. Используя кабель диаметром 1 см, сделайте как можно больше петель через пространство, где раньше были вторичные обмотки (в моем случае это 3), затем удлините остальную часть кабеля до передней части, на которой находятся электроды, и присоедините их, предварительно завинтив готовый трансформатор на опорную плиту конструкционного каркаса.3. Некоторые из вас могут заметить разъем питания PSU под трансформатором, я взял его из испорченного блока питания компьютера.Другие детали
Обратите внимание на то, как я усилил конструкцию, закрепив среднюю доску металлической перемычкой. Трансформатор от микроволновки невероятно тяжёлый.Провода коричневого и синего цвета, которые прикреплены к первичной катушке, подключены к разъему питания, упомянутому выше.Можно сделать еще некоторые улучшения: полностью закрыть трансформатор (создать внешнюю защитного кожуха) и добавить внутрь систему охлаждения для обеспечения безопасности и продления время эксплуатации, так как он нагревается во время использования, однако я предпочитаю суровый вариант, как сейчас.Original article in English Аппарат контактной сварки










Как подобрать надежный аппарат контактной сварки
Сфера применения
Как выбрать сварочный аппарат
Какому производителю отдать предпочтение


Профессиональная или бытовая сварка?
Подведём итог
Оборудование для контактной сварки. Сварка

интернет-магазин светодиодного освещения
Пн - Вс с 10:30 до 20:00
Санкт-Петербург, просп. Энгельса, 138, корп. 1, тк ''Стройдвор''












Поделиться с друзьями: