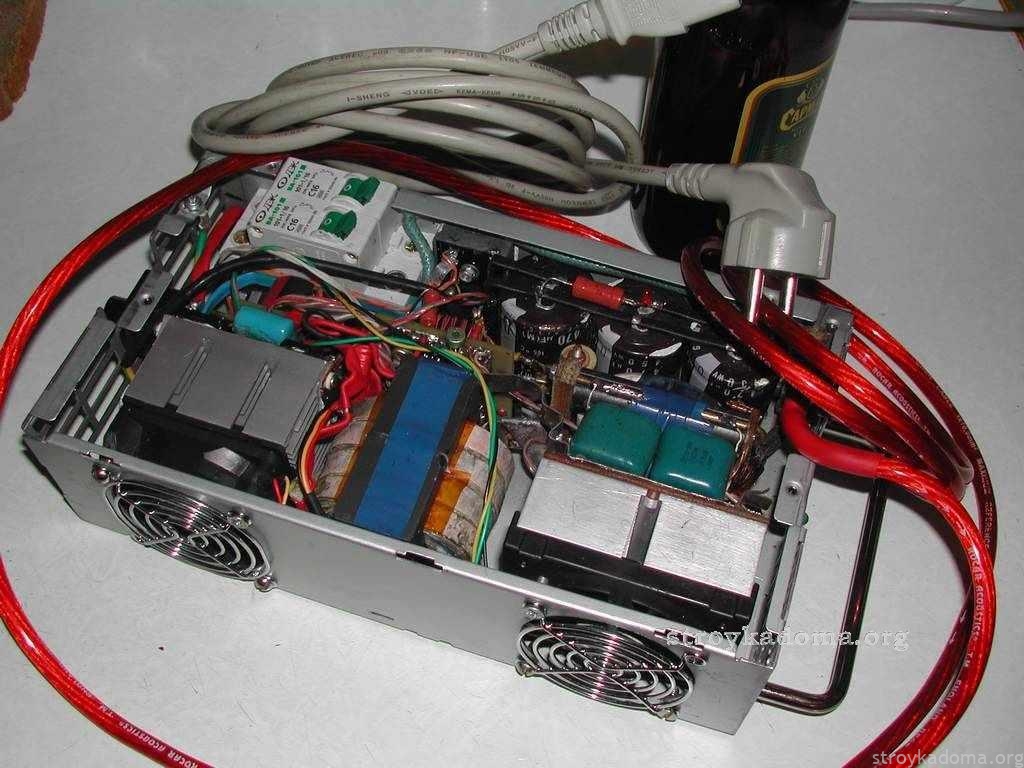
Предисловие Изготавливается точечная сварка своими руками буквально за несколько часов. Это не высокотехнологический механизм, который должен собираться только на заводе и скоро вы в этом убедитесь! Сейчас мы соберем аппарат, технические характеристики которого не будут уступать показателям купленного товара! https://www.youtube.com/watch?v=NAPTuBiyT_U Самой важной деталью, сердцем любого электроприбора такого типа является трансформатор, с помощью которого мы будет получать необходимое напряжение. Коэффициент трансформации должен быть очень большим, поэтому сразу обращаем свое внимание на мощные и объемные микроволновые печи – именно там можно раздобыть необходимый элемент. Мощность должна быть около 1 кВт – это идеальный вариант, но, при отсутствии такового, подойдет и на 700-800 Вт. В микроволновке трансформатор повышающего типа, выдает до 4 кВт для питания магнетрона. Именно то, что нам надо. Рассматриваем пошаговую инструкцию по изготовлению необходимого трансформатора. Шаг 1Достаем трансформатор из микроволновки. Не стоит ее сразу разбирать при помощи молота – она нам пригодится целиком. Откручиваем основу, снимаем все крепления, достаем. Шаг 2Сбиваем вторичную обмотку. Нам надо только первичная (это та, что внутри, на ней провод намного толще и его меньше). Можно сделать это зубилом, молотком, ножовкой, даже высверлить углы элект рической дрелью – чем угодно, лишь бы результат был тот, что надо. Ваша задача: не повредить первичную обмотку и магнитопровод, а со всем остальным можете поступать как захотите, хоть на металлолом. Шаг 3Наматываем вторичную обмотку. Нам надо получить в результате ток около 1000 А, поэтому идем на рынок и покупаем провод диаметром от 1 см. Он дорогой, но без него никак не обойтись. Если хотите сэкономить – покупайте его пучком, а не один цельный – на ход дела это не влияет. Шаг 4Делаем 2-3 витка. Делаем 2-3 витка вторичной обмотки, на выходе получаем около 2В. Чем больше всунете в окно, тем больше напряжение будет, хотя после 3 витков в окне уже не остается места. Если нужен мощный аппарат, тогда можно разобрать еще 1 микроволновку или найти дополнительный трансформатор и соединить 2 вместе. Можно будет работать с металлом до 5 мм толщиной. Шаг 5Проверяем направление обмоток. При помощи вольтметра проверяем направление обмоток, а также наличие коротких замыканий. Если таковых не прослеживается, можно переходить к дальнейшим работам. Шаг 6Проверить силу тока. При соединении 2 и более трансформаторных обмоток надо проверить на выходе силу тока. Если она будет более 2000 А – уменьшайте ее. Это приведет к перепадам напряжения сети и вы просто не отобьетесь от соседей, которые будут бегать с жалобами на вас. Теперь трансформатор можно считать готовым. Осталось просто промерять все амперметром, проследить короткие замыкания, просмотреть все соединения. Здесь все проще пареной репы. Электроды покупаем на металлоломе или рынке, для этого подойдут прутики из меди диаметром от 1.5 см. Главное запомнить принцип – диаметр электрода не должен быть меньше диаметра провода и все. Если сварка ваша слабая, тогда можно уничтожить 2 паяльника и взять с них жала – идеальные и стойкие электроды, которые прослужат долго! Провод, который подходит к электроду, должен иметь минимальную длину, чтобы уменьшить потери тока. Для соединения используется медный наконечник или отверстие, которое можно проделать эле ктрической дрелью и сверлом на 8. Затягиваем болтовое соединение и стержень уже никуда не убежит. Можно спаять наконечник с проводом, чтобы избежать окисления, которое возникнет при первом запуске аппарата. Неспаянные контакты могут создавать дополнительное сопротивление, которое очень заметно при малой мощности аппарата. Единственное преимущество болтовых соединений – электроды можно будет удалить быстро, а так придется полностью перепаивать. Делают это часто при интенсивной эксплуатации, поэтому есть смысл скреплять именно так. Болты и гайки проще купить медные – результат будет намного лучше. Самодельная контактная сварка получится «веселая», снять электрод можно за минуту, вместо того, чтобы полдня их паять. Сюда можно отнести рычаг и выключатели. Без хорошей силы сжатия вам просто не обойтись, особенно, при сваривании толстых листов металла. Именно поэтому надо позаботиться о качественном рычаге. В производственных масштабах сила может достигать 50-100 и даже 1000 кг, но нам достаточно будет 30 кг, поэтому рычаг делаем в меру длинным, чтобы сделанная контактная сварка своими руками отличалась удобством. Лучше всего начало плеча рычага вытянуть из стола, чтобы упор был именно на него, а не на аппарат (подходит для стационарных сварочных устройств). Длина ручки должна быть около 60 сантиметров с креплением на ¾ снизу, чтобы плечо на зажим было равно не менее как 1:10. Тогда, при оказании 2 кг на ручку, вы будете давить до 20 кг на металл, прислоняющийся к рабочей поверхности. Что касается выключателя, то здесь все просто: ставим его на первичную обмотку, поскольку на вторичной обмотке будет очень большой ток, сопротивление выключателя будет мешать работать аппарату. Можно вынести рычаг на ручку – оригинально и очень практично. Вы сможете включать аппарат только после контакта металлов, что снизит затраты электроэнергии и обезопасит от искр. Точечная сварка самодельная уже готова и теперь достаточно просто испытать ее в работе, чтобы проверить всю правильность сборки. Она подойдет для сваривания металла толщиной до 2-3 миллиметров при использовании трансформатора на 1 кВт и до 5 мм при последовательном соединении двух и более! grounde.ru Всем давно известно о методиках сваривания. Впрочем, мало кому известно, о существовании различных категорий соединительных процессов с использованием всякого рода носителей энергии, необходимость которых обусловлена огромным спросом. Главенствующий, самый распространенный, вид сварки в бытовых условиях – точечная сварка. В промышленной индустрии процесс сваривания используют, большей части, для листов стали различных производителей, для сплавов цветных металлов, вне зависимости от толщины изделия, либо производственных заготовок (швеллеров, двутавров, уголков) и перемежающихся основ. В комнатных условиях ценным элементом при починке бытовой техники, в том числе, всевозможных эксплуатаций кабеля, алюминия или ремонтирования хозяйственного инвентаря, в основе лежит — точечная сварка. В правильном положении соединяются подходящие части, внедряются посреди электродов и припирают друг друга. Далее элементы подвергают высоким температурам, что приводит к повышению пластичности и изменчивости форм. При непосредственном использовании автоматизированного инвентаря в индустриальных целях частоты сваривания могут достигать до 600 единиц в минуту. При высококачественном точечном сваривании в бытовых условиях следует тщательно контролировать скорость движения электродов, выводя, тем самым, необходимую величину давления и контакт соединяемых деталей. Процесс нагревания деталей происходит путем проникновения тока и возникновением непрерывного импульса, с частотой — 0,01- 0,1 секунд, в зависимости от внешних условий. Далее происходит расплавление металлов, создается полноценное жидкое ядро частей, размерность которого составляет: 4 — 12 миллиметров. По истечению работы кратковременной подачи импульсов тока, необходимо дать выкованной детали остыть, для того, чтобы произошел процесс кристаллизации. Важно, не забывать, при сваривании стальных изделий, необходимо увеличение времени нагрева аппарата, для торможения процесса охлаждения материала. При сваривании нержавеющих деталей, наоборот, необходимо уменьшить уровень нагрева, для предотвращения коррозий поверхности металлов. Для наилучшего взаимодействия электродов, обязательно наблюдение за значениями давления. Это повлечет за собой качественный шов, различных металлов. Давление, в свою очередь, несет ответственность за мельчайшие крупицы металла, которые в дальнейшем, превращаются в прочную первоначальную материю. Для улучшения процесса кристаллизации расплавленного материала, следует делать перерывы в сварочном процессе. При электродной обработке металл становится устойчив к высоким температурам, что облегчает дальнейшую работу с материалом. Для увеличения срока эксплуатации, необходимо соблюдать проверку рабочего аппарата, проводя время от времени охлаждение электродов водой. В бытовых условиях, изготавливая сварочный аппарат, чаще используют портативные версии прибора, ради удобства использования при сваривании цветных и черных металлов. Для того, чтобы создать точечную сварку своими руками, необходим электрический импульс. Его можно получить из малого трансформатора, к нижней части обмотки которого присоединяется свариваемая запчасть, а к верхней — непосредственно, электрод. Для полноценной функциональности аппарата потребуется выпрямительный мост и дополнительный трансформатор. Образуется конденсатор, держащий в себе импульс. Началом работы служит однократное нажатие специальной кнопки «Импульс», отвечающей за открытие цепи. См. на видео. У конденсатора имеется свойство потери заряда, для восстановления работы повторите процесс включения прибора более длительным нажатием кнопки «Импульс». При создании более серьезного прибора, используйте трансформатор с большей мощностью У каждого прибора имеются показатели силы тока. Их отличие значится в регулировке индикатора. Прибор включается вручную, состоит, в основном, из трансформатора, передающего переменный ток. Более качественные приборы производятся серийным путем, например, ОСМ — 1. Первичная обмотка прибора должна содержать свыше 200 витков. Рекомендации по использованию вторичного провода: ПВ З — 50 или ПЭВ 2/1,9. Трансформатор производится, как правило, из подручных средств. Например, можно воспользоваться путем точечной сварки своими руками из микроволновой печи. Деталь выходит мало затратной, но с высокой мощностью. Диапазон сваривания подобного прибора, составит — 1 мм. Медные стержни различной толщины используют в качестве электродов. Минимизируйте длину провода, подходящего к трансформатору. Учитывайте тот факт, что при наличии множества соединений, теряется мощность прибора. С двух концов провода закрепите медные колпачки, для наилучшего контакта с электродами. Во избежание окисления меди, тщательно проверьте все контакты, жилы, при необходимости, спаяйте между собой. Нижнему, неподвижному, электроду требуется изоляция от закрепляющих болтов, электроизоляционной лентой, либо латунными шайбами. Электродные держатели разводятся пружинами. Начав работу можно путем включения аппарата в энергосеть. Следует помнить, что прибор предусматривает минимум — 20 А. Включение и выключение прибора должно происходить при сжатых электродах, во избежание искрения электродов. Прибору необходимо вентилирование. Купить станок точечной сварки сегодня не представляет никакого труда. Однако, не каждого мастера удовлетворят требования магазинных приборов. В таком случае, рекомендуем воспользоваться информацией, представленной выше и сделать точечную сварку своими руками. Желаем успехов! Также предлагаем посмотреть видео инструкцию по созданию сварочного аппарата самостоятельно: stroykadoma.org В домашнем хозяйстве часто требуется устройство точечной сварки, но купить его сложно из-за высокой цены. Между тем в нем нет ничего сложного, и изготовить устройство можно своими руками. Основой сварочного аппарата является трансформатор. Для личных нужд может быть изготовлена точечная сварка из микроволновки своими руками. Чтобы лучше разобраться с устройством, сначала надо понять, как оно работает. Металлические детали помещаются между электродами из меди или латуни, которыми их прижимают друг к другу. После этого через них пропускается электрический ток, нагревающий место сварки докрасна. Детали становятся пластичными, а в месте стыка образуется жидкая ванночка диаметром около 12 мм. Под действием давления происходит сварка соединения. Подача тока и разогрев происходят в виде импульса, после которого детали продолжают оставаться зафиксированными в одном положении, пока немного не остынут. Представляя себе принцип работы, легче разобраться, как сделать точечную сварку самостоятельно. Основными преимуществами точечной сварки являются: Контактная сварка не обеспечивает герметичность шва, что является основным недостатком. Из описания принципа работы становится ясно, что ручная точечная сварка прежде всего должна обеспечить нагрев деталей в месте контакта до температуры плавления. Мощность нагрева у аппаратов отличается, и нужно представлять себе, для каких целей самодельное устройство будет использоваться. Детали для изготовления: Аппараты делают в основном настольными. Переносные устройства широко используются и часто не уступают стационарным. Электроды вставляются в наконечники, а последние крепятся на концах сварочных клещей, изолированных друг от друга. Проще всего изготовить их из деревянных брусков вместе с корпусом, сделанным из фанеры. Перемещается только верхний рычаг, а нижний крепится к основанию. Силу сжатия требуется обеспечить как можно больше, особенно когда нужно сварить толстые листы металла. Для этого нужен мощный рычаг. Его нужно подпружинить, чтобы электроды в исходном состоянии были разомкнуты. В домашних условиях целесообразно обеспечить прижатие не более чем на 30 кг. Ручка может быть длиной до 60 см, а электроды крепятся ближе к оси вращения, чтобы плечо было 1:10. В промышленности для необходимого прижатия деталей с регулируемым усилием применяют пневматические и гидравлические приспособления. На ручку удобно вывести выключатель. Он будет подключен к первичной обмотке, по которой протекает небольшой ток. Аппаратом также управляют с помощью магнитного пускателя через ножную педаль. Вторичная обмотка и корпус трансформатора заземляются. Когда делается точечная сварка из микроволновки своими руками, основной деталью устройства является трансформатор мощностью 700-1000 Вт. Чем выше она будет, тем лучше. Трансформатор от микроволновки имеет сварную конструкцию. У него нужно снять только вторичную обмотку, не повредив при этом первичную. На выходе необходимо получить сварочный ток не менее 500 А. Для этого нужно намотать сверху первичной обмотки новую, из провода диаметром не менее 1 см. Для нее в прорезях трансформатора остается зазор, через который проходят 2-3 витка толстого изолированного провода, плотно входящего в проем между сердечником и первичной обмоткой. Устройство на 1 кВт подойдет для сваривания пластин толщиной до 3 мм. Точечная сварка из микроволновки своими руками создает ток во вторичной обмотке до 2 тысяч А. При его большей величине будут заметны скачки напряжения в сети и в квартире это может оказать негативное влияние на работу электронных приборов. В частном доме можно применять более мощное устройство. Как разобрать микроволновку - это не проблема. Важно, чтобы ее трансформатор обеспечивал необходимую мощность. Часто для ее увеличения применяют два одинаковых преобразователя напряжения, подключаемые параллельно друг к другу. Для этого схема точечной сварки создается из двух одинаковых вторичных обмоток с соединением одноименных выводов на входе и выходе. При этом достигается увеличение мощности в 2 раза без изменения напряжения. Сварочный ток также удвоится. Важно не перепутать выводы, чтобы не произошло короткое замыкание. В результате можно будет сваривать пластины толщиной до 5 мм. При последовательном соединении вторичных обмоток выходное напряжение каждой из них суммируется. При этом также следует избегать ошибочного подключения в противофазе. Для этого на выход подключается нагрузка и вольтметром измеряется переменное напряжение. Трансформаторы крепятся к основанию корпуса и заземляются. Для изготовления электродов легче всего найти медные стержни. Для небольшого устройства их можно сделать из жала мощного паяльника. Электроды быстро теряют форму, и их нужно периодически подтачивать. В них сверлится отверстие, через которое болтами производится соединение с проводами вторичной обмотки. Требования к электродам: В наибольшей степени этим требованиям удовлетворяют медные сплавы с добавками вольфрама и хрома или бронзы, содержащие кобальт и кадмий. ЭВ считается лучшим сплавом. Нижний электрод устанавливается неподвижно, а верхний крепится к верхнему рычагу. Важно обеспечить их надежную изоляцию. Подключение аппарата к сети производится автоматическим выключателем на 20 А. К электродам подключаются провода, длина которых должна быть как можно меньше. Их припаивают к медным наконечникам. Отдельные жилы провода также спаивают между собой, поскольку при большом токе места контактов могут окислиться, и мощность теряется. Обжимать наконечники не рекомендуется, так как в местах контакта возникает дополнительное сопротивление. Сварка производится только после прижатия электродов, иначе они могут подгореть. Основные параметры сварки следующие: Максимальное сжатие создается при пропускании тока и короткое время после него. При этом металл успевает кристаллизоваться, и соединение получается более прочным. Аппарат желательно охлаждать вентилятором. Надо следить за температурой электродов, проводов и обмоток трансформатора. В случае их разогрева делается перерыв в работе. Время точечной сварки зависит от величины тока и подбирается опытным путем. Обычно это несколько секунд. Соединяется преимущественно листовой материал, но могут быть и стержни. Режим сварки может быть жестким и мягким. В первом случае подается большой ток и создается большое усилие сжатия при малой продолжительности импульса (не более 0,5 сек). Жесткий режим подходит для сварки сплавов из меди и алюминия, а также легированных сталей. Мягкий режим отличается большей продолжительностью импульса. Он больше подходит для домашних условий, где не всегда удается достичь необходимой мощности. Свариваются заготовки из обычных углеродистых сталей. От диаметра контактной поверхности электрода зависит давление, плотность тока и величина пятна сварки. В домашних конструкциях аппаратов точечной сварки величину тока обычно не регулируют. В основном делается ориентация на длительность нагрева, а контроль производится по изменению цвета деталей. Если требуется регулирование напряжения, можно применять лабораторный автотрансформатор, подключаемый на входе. Чтобы при большом токе не перегорала его обмотка при замыкании колесиком, применяют устройства со ступенчатым регулированием напряжения. Домашнему мастеру контактная сварка нужна для мелкого ремонта, когда надо соединить небольшие листы металла. Она применяется для замены аккумуляторов электроинструмента, ноутбуков и аналогичной техники, чтобы сократить расходы на замену элементов питания. Высокая скорость процесса не позволяет деталям перегреваться. Выбор аппаратов точечной сварки на рынке большой, но их стоимость остается высокой. Кроме того, сложно подобрать нужные параметры. Устройство можно сделать самостоятельно, а все необходимое найти дома или в своей мастерской. Точечная сварка из микроволновки, своими руками собранная, надежно работает и обеспечивает необходимый мелкий ремонт деталей, если все параметры правильно подобраны. Здесь важно понять, для каких целей она изготавливается. fb.ru Многие не желают зависеть от обстоятельств. Если вдруг потребовалась сварка, то хочется решить проблему в своей мастерской. Аппарат для контактной сварки своими руками — это решение в нужном направлении. Для выполнения контактной сварки своими руками необходимо приобрести или изготовить самому специальный аппарат. Конечно, если надо сварить большие металлические конструкции, то контактной сварке трудно конкурировать с другими видами. В то же время в домашних условиях велика потребность в сварке небольших деталей. Такие задачи становятся легко разрешимыми, если сделать свой аппарат контактной сварки. В общем случае контактная сварка представляет собой сварку при помощи электрического тока, когда он проходит через зону контакта свариваемых металлов под действием сжимающего давления. Принцип контактной сварки основан на том, что в момент подачи электрического тока в месте контакта двух металлов возникает дуга, которая расплавляет их. Длительность воздействия сварочного тока очень мала (0,01-0,1 с). Основными параметрами любой контактной сварки являются: сила сварочного тока, время приложения тока и величина сжатия металлов в зоне контакта. Различают следующие основные виды контактной сварки: точечная, рельефная, шовная и стыковая сварка. Схема аппарата для контактной сварки. Для проведения контактной сварки необходимо собрать аппарат контактной сварки. При изготовлении аппарата и приспособлений необходимо учитывать несколько основных правил. Обычно для бытовых целей используются аппараты точечной или стыковой сварки. Затем следует подумать, какой будет аппарат — стационарный или переносной, что определяет его массу и габариты. Необходимо определиться с основными параметрами аппарата: Любой аппарат контактной сварки содержит электрическую и механическую часть. Электрическая часть включает источник сварочного тока, систему регулирования основных параметров и контактный блок. Механическая часть должна обеспечить крепление свариваемых заготовок, а также приложение сжимающей нагрузки. Главным элементом аппарата точечной контактной сварки является источник сварочного тока, т.е. короткого импульса тока. Наиболее распространены источники тока, использующие накопление энергии и разряд конденсаторов. Одна из простых схем такого источника основана на подаче постоянного тока с вторичной обмотки трансформатора, на первичную обмотку которого разряжается конденсатор (на рис. 1 — схема источника питания). Рисунок 1. Схема источника питания. Первичная обмотка выходного трансформатора Т2 связана с входной электрической сетью так, что одна ветвь схемы проходит через диагональ выпрямительного моста (диоды V5-V8). При этом управление осуществляется через тиристор V9, соединенный с пусковой кнопкой «Импульс», за счет его присоединения во вторую диагональ моста. Накопление энергии осуществляется в конденсаторе С1, расположенном в цепи тиристора V9 и подсоединенном к диагонали моста. Разряд конденсатора через эту цепь поступает на первичную обмотку выходного трансформатора Т2. Зарядка конденсатора С1 осуществляется от вспомогательной цепи, подключение которой происходит при выключении основной цепи. Такой источник сварочного импульса работает следующим образом. Зарядка конденсатора С1 идет в то время, когда отключен выходной трансформатор Т2. При нажатии пусковой кнопки «Импульс» зарядка конденсатора прекращается и происходит его разряд на регулируемый резистор R1, соединенный с первичной обмоткой трансформатора Т2. Управление параметрами разряда осуществляет тиристор V9. Длительность сварочного импульса регулируется с помощью переменного резистора R1, на который и происходит разряд. При выключении кнопки процесс зарядки конденсатора возобновляется. Рекомендуемые детали для схемы: конденсатор C1 емкостью 1000 мкФ на рабочее напряжение до 25 В; тиристор ПТЛ-50 или КУ202, входной трансформатор T1 мощностью 10 Вт на напряжение в обмотках 220/15 В. Выходной трансформатор T2 лучше изготовить своими руками: первичная обмотка — провод ПЭВ-2 диаметром 0,8 мм, 300 витков; вторичная обмотка — медная шина 20-25 мм², 10 витков. Выходные параметры аппарата: сила тока до 500 А, длительность импульса до 0,1 с. Рисунок 2. Схема источника повышенной мощности: 1. принципиальная схема; 2. обмотка трансформатора Т2; 3. схема подключения пускателя. Для увеличения мощности сварочного импульса можно внести некоторые изменения в устройство. Подача тока производится через бесконтактный магнитный пускатель типа МТТ4К (рабочий ток до 80 А). В цепь управления вводятся по 2 тиристора (рис. 2), 2 диода КЦ402 и резистора R1-R2. Время срабатывания контролируется реле времени РЭС. В качестве накопителей энергии рекомендуется батарея конденсаторов С1-С6 из 6 штук (на рис. 2 — схема источника повышенной мощности: 1) принципиальная схема; 2) обмотка трансформатора Т2; 3) схема подключения пускателя). Рекомендуется устанавливать следующие детали: конденсаторы С1-С6 электролитические емкостью 47 мкФ, 100 мкФ и 470 мкФ (по два каждого типа) на рабочее напряжение 50 В; реле времени РЭС42 или РЭС43 на напряжение 20 В. Трансформатор Т2 имеет первичную обмотку из провода диаметром 1,5 мм, вторичную обмотку — из медной шины сечением 60 мм² (количество витков — 4-7). Сварочный ток такого аппарата до 1500 А. Виды контактной сварки. Одним из важнейших элементов оборудования является выходной сварочный трансформатор. Его изготовление следует начинать с подбора наборного сердечника. Следует использовать стандартный сердечник общим сечением не менее 60 см². Стяжка наборных элементов производится при помощи уголка или полосы и закрепляется болтами диаметром 8 мм. Первичная обмотка наматывается проводом ПЭТ или ПЭТВ вручную на одну из сторон сердечника. Витки располагаются равномерно по длине сердечника. Концы обмотки выводятся на панель и закрепляются в соединительной колодке. Вторичная обмотка изготавливается на второй стороне сердечника из медной шины. Предварительно медная шина изолируется фторопластовой лентой или тканевой изолентой. На концах шины, выведенных наружу, сверлятся отверстия для болтового присоединения кабеля. Поверх обеих обмоток накладывается изоляционный слой. Самое простое устройство контактного блока подразумевает подачу тока непосредственно на свариваемые детали. Такой способ используется в стыковой сварке. Для обеспечения контакта используются зажимы типа крокодил. Более сложная система подразумевает непосредственное подключение тока только на наиболее массивную деталь. Второй контакт обеспечивается подвижным верхним электродом, который подается в зону сварки вручную. В качестве такого контакта можно рекомендовать сварочный пистолет. Он изготавливается из двух одинаковых текстолитовых пластин, вырезанных в форме пистолета. В передней части устанавливаются гайки для завинчивания в них медного электрода, в центральной части размещается пусковая кнопка. Сверху в устройство заводятся кабель, который подключается к электроду, и провод из цепи первичной обмотки трансформатора, который соединяется с пусковой кнопкой. Пластины скрепляются между собой так, чтобы надежно зафиксировать крепление электрода. Рисунок 3. При сборке сварочного аппарата к контактной колодке, которая размещена на электрическом плато, крепится входной кабель от электросети. Источник сварочного тока помещается в металлический корпус. Электрическое плато собирается на текстолите и закрепляется внутри корпуса источника, обычно вертикально. Выходной трансформатор крепится на основании корпуса. Сверху к шине вторичной обмотки трансформатора болтами присоединяется сварочный кабель, второй конец которого соединен с электродом в контактном пистолете. К контактной колодке, размещенной на электрическом плато, крепится входной кабель от электросети (рис. 3). Инструменты и вспомогательные средства, которые необходимы при изготовлении аппарата контактной сварки своими руками: Изготовить аппарат контактной сварки не составит труда. Можно выбрать очень простую конструкцию, а можно сделать универсальное оборудование. moyasvarka.ru Оборудование, позволяющее соединять тонколистовые металлические детали методом точечной контактной сварки, имеет весьма несложное устройство, поэтому оно легко может быть собрано в домашних условиях из вполне доступных материалов. В самой простой версии такого аппарата сваривание осуществляется переменным током, величина которого не регулируется и всегда остается неизменной — в пределах 800-1000 А. Такой ток позволяет соединять металлические элементы толщиной 1-1,5 мм, при этом степень его воздействия будет зависеть от продолжительности импульса, которая определяется вручную или с помощью реле. Устройство ручной точечной сварки: 1 – основание, 2 – неподвижный угольник, 3 – рычаг, 4 – шарнир, 5 – угольник, 6 – винт, 7 – электрод. Следует отметить, что хотя точечный сварочный аппарат и имеет незамысловатое устройство, качество всех соединений и цепи в целом должно быть на самом высоком уровне. В противном случае из-за большой величины тока в плохо выполненных контактах будут иметь место значительный нагрев и существенные потери энергии. Главным элементом данного устройства является понижающий трансформатор, коэффициент трансформации которого будет достаточным для достижения на выходе токов указанной величины. Для его изготовления нам понадобится трансформатор от старой или поломанной микроволновой печи, который придется слегка переделать. Схема питания магнетрона предусматривает преобразование напряжения до 4000 вольт и половину этого напряжения обеспечивает именно повышающий трансформатор (далее напряжение увеличивается с помощью удвоителя). «Микроволновка» должна быть достаточно мощной — не менее 1 кВт. Подбирая печь на барахолке или в интернете, присматривайтесь к устройствам с большими размерами. Солидные габариты всегда свидетельствуют о такой же мощности. Схема конденсаторной точечной сварки. Разбирая приобретенную микроволновую печь, помните, что даже в выключенном состоянии некоторые ее составляющие могут стать причиной поражения электротоком. Поэтому в ходе всего процесса необходимо постоянно соблюдать осторожность. В извлеченном трансформаторе нужно демонтировать вторичную обмотку. От первичной она отличается более тонким проводом и большим количеством витков. Избавиться от этой обмотки бывает непросто, поскольку ее витки заполняют окно магнитопровода достаточно плотно. Для этого приходится применять ножовку или зубило, иногда витки приходится даже высверливать. Все манипуляции следует совершать с предельной осторожностью, поскольку первичная обмотка трансформатора должна остаться невредимой. Необходимо удалить шунты, если таковые имеются, клей и бумагу. Вернуться к оглавлению «Добытый» из микроволновки трансформатор необходимо переделать в понижающий. Для этого в нем устанавливают новую вторичную обмотку. Схема устройства нашего аппарата точечной сварки предусматривает использование рабочих токов величиной до 1000 А, поэтому сечение провода новой обмотки должно быть достаточно большим. Его диаметр ограничивается только просветом окна магнитопровода, который составляет обычно 7-10 мм. Необязательно использовать один многожильный провод, его можно заменить несколькими более тонкими. Для экономии места изоляцию с провода можно снять, заменив ее тканевой изолентой. Важно, чтобы сопротивление вторичной обмотки было минимальным, поэтому она набирается из медного провода, длину которого стараются делать наименьшей. Схема точечной сварки. Всего в этой обмотке должно быть два или три витка, а выходное напряжение должно составлять около 2 вольт. Можно попытаться разместить и большее количество витков, это сделает сварочный аппарат более мощным. Если достаточно мощную микроволновую печь раздобыть не удалось либо есть необходимость сваривать детали с большей толщиной, можно объединить два одинаковых трансформатора, удвоив таким образом их мощность. Для этого одноименные выводы их первичных обмоток соединяются, а соединения в цепи вторичных обмоток выполняют посредством электродов. Напряжение на выходе при этом не изменится, но номинальный выходной ток увеличится в два раза. Схема соединения. Соединяемые выводы должны быть именно одноименными, в противном случае при включении устройства в сеть возникнет короткое замыкание. Бывает так, что трансформатор обладает достаточной мощностью, но просвет в магнитопроводе не позволяет разместить то количество витков вторичной обмотки, которое необходимо для получения желаемого напряжения. В этом случае также необходимо воспользоваться вторым трансформатором. При этом один кусок провода наматывается сначала на магнитопровод первого трансформатора, затем — второго. Таким образом, мы получаем две вторичные обмотки, соединенные последовательно. Схема аппарата для осуществления точечной сварки своими руками может включать и большее количество трансформаторов. Однако следует помнить, что при слишком большой мощности он вызовет ощутимое падение напряжения в сети и, как следствие, нарушения в работе других приборов (в том числе источников освещения) у вас и у соседей. Вернуться к оглавлению Характеристики точечной сварки. Корпус для аппарата проще всего сделать из дерева. Его размеры будут зависеть от количества трансформаторов и схемы их подключения. Края деталей корпуса после вырезания можно слегка закруглить с помощью фрезы. В задней и передней панелях следует высверлить отверстия для проводов. После сборки корпус следует отшлифовать, затем покрыть грунтовкой и выкрасить. В целях безопасности не рекомендуется для всех элементов сварочного аппарата использовать краску одного цвета. Для движущихся частей следует подбирать отдельный цвет. Они могут быть выкрашены, к примеру, в желтый, тогда как корпус — в черный. Для того чтобы аппарат удобно было переносить, на верхней грани его корпуса можно закрепить простенькую дверную ручку. Вернуться к оглавлению Диаметр медных электродов самодельного сварочного аппарата должен быть равным диаметру провода вторичной обмотки. Материалом для их изготовления служит медный прут. В процессе работы электроды срабатываются, поэтому их приходится периодически заострять. Когда электроды станут совсем короткими, их нужно будет заменить новыми. Режимы точечной сварки. Для уменьшения потерь мощности необходимо минимизировать длину провода, ведущего от трансформатора к электродам, а также количество соединений на этом участке. Оптимальный вариант — напайка на оба конца провода медных наконечников (жилы провода при этом тоже спаиваются). Опрессовка наконечниками в данном случае нежелательна, поскольку при таком способе площадь контактов сокращается, а на поверхности меди образуется оксидная пленка. Потери на ней столь велики, что сварочный аппарат может оказаться абсолютно бесполезным. Наконечники следует подбирать луженные, предназначенные специально для пайки. Паять обычный наконечник на таком толстом проводе будет непросто. Конечно, в идеальном варианте можно было бы и электроды припаять к проводу, но тогда их замена окажется затруднительной. Вернуться к оглавлению Для надлежащего качества сваривания обе детали должны быть сильно сжаты электродами, причем величина силы сжатия должна быть тем больше, чем более толстыми являются соединяемые детали. Конечно, если изготавливать сварочный аппарат своими руками, обеспечить усилие в 100 кг, как в промышленных установках, будет трудно. Но для тонколистовых деталей, на которые рассчитано самодельное устройство, такие усилия не нужны. Для прижима деталей мы будем использовать рычаг. Он должен быть достаточно прочным, при этом основание сварочного аппарата лучше делать помассивнее, оснастив его струбциной для крепления к столу. Для усиления эффекта рычаг можно дополнить винтовым механизмом. Он позволит развивать значительное прижимное усилие и удерживать его на постоянном уровне в течение всего сварочного цикла. Вернуться к оглавлению Установка выключателя производится в той части схемы, где сила тока имеет минимальное значение, то есть в цепи первичной катушки трансформатора. Если поставить его с другой стороны — на вторичной обмотке, мы получим дополнительное соединение и, как следствие, дополнительные потери мощности. Более того, значительные по своей силе токи могут вызвать расплавление контактов выключателя и их сваривание. Удобнее всего размещать выключатель на рычаге. При этом пользователь сможет осуществлять управление сварочным станком (включение и отключение) той же рукой, какой давит на рычаг. Таким образом, вторая рука остается свободной для манипуляций с деталями. В качестве небольшого усовершенствования схемы можно предложить установку двух выключателей. Один из них — основной — монтируется на корпусе аппарата, другой — можно использовать обычный микрик — на рычаге. Такое решение является более удачным с точки зрения безопасности. Вернуться к оглавлению Запуск сварочного процесса можно осуществлять только при условии, что электроды сжаты с достаточной силой. В противном случае в зоне сварки возникнет искрение, что приведет к выгоранию электродов. Приведенная схема является самой простой, защита от перегрева в ней не предусмотрена. Поэтому при эксплуатации аппарата необходимо контролировать температуру трансформатора, проводов и электродов, при необходимости давая им остыть. Улучшить условия работы оборудования поможет принудительный обдув с помощью вентилятора. Продолжительность импульса следует определять на глаз, ориентируясь по цвету точки в сварочной зоне. После некоторой практики появится опыт, качество сварки достигнет приемлемого уровня. Точечная сварка не всегда бывает безвредной. Если обработке подвергается оцинкованный металл, в окружающий воздух попадает большое количество оксида цинка в виде пара. Это вещество является вредным для здоровья человека, поэтому сварочный пост перед проведением таких работ следует оснастить мощной вентиляцией. moiinstrumenty.ru Сегодня хотелось бы рассказать, как делается точечная сварка своими руками из микроволновки. Данный прибор способен выдать на выходе 800 А, а этого показателя с головой хватит, чтобы сваривать тонкий (от 1 до 1.5 мм) листовой металл. Для начала возьмем микроволновку. Внутри данного прибора имеется трансформатор, в составе которого сердечник и две обмотки: первичная и вторичная. Сердечник трансформатора запаян двумя тонкими сварными швами, как показано на картинке. Для вскрытия шва придется воспользоваться болгаркой или ножовкой, а, чтобы добраться к обмоткам в трансформаторе, потребуется поработать молотком и долотом. При извлечении первичной обмотки следует быть предельно осторожным и не повредить её, потому, что она будет использоваться нами в дальнейшем. Намотка вторичной обмотки обычно очень плотная, поэтому она извлекается с трудом. Так как для сварочного аппарата она не пригодится, то её можно распилить и вытащить частями. После окончания описанных действий, вы должны получить в свое распоряжение целую и неповрежденную первичную обмотку трансформатора и его сердцевину, разделенную на два куска. Следующий шаг – намотать вторичную обмотку трансформатора. Как материалом для вторичной обмотки воспользуемся медным кабелем, толщина которого будет приблизительно равняться прорезям сердечника. Кабель наматывается двумя витками. После намотки кабеля, нужно произвести склейку сердечника трансформатора и основания. Для этого пользуемся обычной 2-х компонентной эпоксидной смолой. Когда произойдет высыхание эпоксидки, вид трансформатора должен быть приблизительно таким. Выходное напряжение в трансформаторе — 2 В, однако, ток — 800 А. Проверим работоспособность точечной сварки: После этого, следует заняться изготовлением корпуса для нашего прибора. Он может быть даже деревянным. Заднюю панель корпуса нужно оборудовать выключателем и проводом питания, для которых следует вырезать пару отверстий. Когда произойдет высыхание окрашенного корпуса, следует окончательно собрать наш прибор. Следует отрезать два медных проводка, примерно 2.5 см в длину, они будут служить электродами, и зажать их в держателях. После этого, производим монтаж выключателя кабеля питания к задней панели устройства. Осуществляем крепление трансформатора на деревянную основу обычными саморезами. Одним из этих саморезов крепится клемма, от которой выводится «земля». Электрическая составляющая прибора на этом завершена, однако, чтобы обеспечить большую безопасность и удобство, выполним монтаж еще одной кнопки (микрика), которая крепится к верхнему рычагу с некоторым уклоном. Это делается для обеспечения работы точечной сварки только при включенном выключателе и нажатом микрике. Не стоит забывать о тщательной изоляции всех соединений! Крепление рычагов производится так: рычаги располагаются один поверх другого, а в боковушках сверлятся отверстия для них, к которые вставляются обычные гвозди, кончики которых загибаются. Установка контактных электродов выполняется с торцов рычагов. Для фиксации верхнего рычага используется обычная резинка. Замена сварочных электродов: postroyka-dom.comКак изготавливается точечная сварка своими руками из подручных материалов. Схема точечной сварки своими руками
Как делается точечная сварка своими руками и что нужно знать
Собираем трансформатор
Делаем электроды
Управление процессом и «инфраструктура»
Точечная сварка своими руками - подробная инструкция
Процесс точечной сварки

Режимность точечной сварки

Предписания к электродам

Сварочный аппарат своими руками
Опорный план сборки аппарата
Основные характеристики прибора
Конструктивные особенности электродов
Инструменты использования
Точечная сварка из микроволновки своими руками: инструкция по изготовлению
Принцип действия устройства точечной сварки

Преимущества и недостатки точечной сварки
Требования к машине для сварки

Изготовление сварочного аппарата своими руками
Клещи для точечной сварки

Сборка трансформатора

Изготовление электродов
Подключение проводов

Технология контактной сварки
Применение точечной сварки
Заключение
Контактная сварка своими руками из сварочного аппарата

Основы контактной сварки
Основы конструирования аппаратов

Источник сварочного тока

Увеличение мощности источника тока

Изготовление выходного трансформатора

Конструкция контактного блока
Сборка аппарата

Аппарат точечной сварки своими руками: изготовление и особенности применения

Где взять трансформатор?

Конструируем трансформатор

Изготовление корпуса

Изготовление электродов

Прижимное устройство
Монтаж выключателя
Особенности применения
Точечная сварка своими руками из микроволновки схема и инструкция
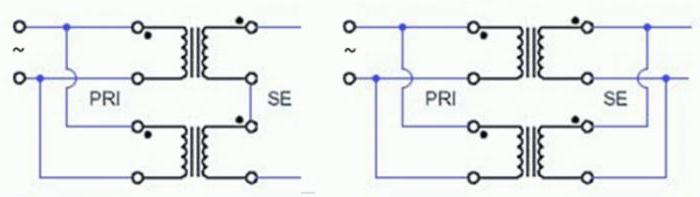
Разбираем микроволновку и переделываем трансформатор





Намотка трансформатора





Корпус для точечной сварки


Следующий этап – это шлифовка, грунтовка и окраска всех деталей






После окончания сборки, прибор должен выглядеть примерно так


Испытания точечной сварки:


Видео: точечная сварка своими руками из микроволновки

интернет-магазин светодиодного освещения
Пн - Вс с 10:30 до 20:00
Санкт-Петербург, просп. Энгельса, 138, корп. 1, тк ''Стройдвор''









Поделиться с друзьями: