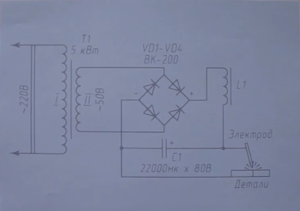
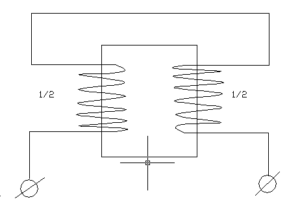
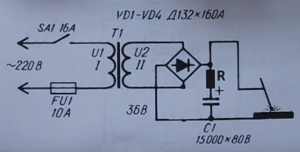
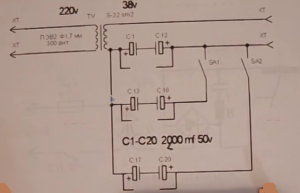
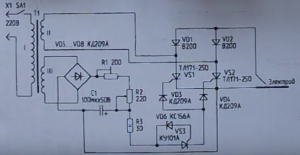
Cегодня поговорим о сварочных аппаратах. Кто-то уже практикуется и занимается сваркой вовсю, а кто-то еще только собирает деньги, чтобы ее приобрести. Хотя есть еще один вариант – собрать сварку своими руками.Что нужно для элементарного сварочника: как минимум трансформатор. Задача состоит в том, чтобы подать напряжение на первичную обмотку и получить на вторичной многократно увеличенный ток и меньшее напряжение.Рассмотрим схему простого сварочного аппарата постоянного тока. Рис.1. Рис.1 Схема имеет свои достоинства и недостатки, но она очень проста в отличие от схемы современного инвертора Чтобы собрать последний необходимы серьезные знания и оборудование, а чтобы собрать сварочник по приведенному рисунку – достаточно просто желания и возможность купить элементы.На рис.1 показаны• сердечник, на который мотается первичная и вторичная обмотки;• диодный мост из четырех диодов;• дроссель;• конденсатор (на любителя) подключен параллельно с дугой. Так делать не следует, потому что конденсатор накапливает энергию и в процессе поджига дуги, она будет «клацать». Если в схему ввести резистор на 10 W сопротивлением 1-2 Ом, это позволит уменьшить ток зарядки/разрядки. В результате и конденсатор останется цел и электрод залипать не будет. Какие бывают трансформаторы для сварочных аппаратов: Итак, допустим, Вы собрали трансформатор и получили 50В на его выходе (см рис.1), подсоединили диодный мост, дроссель, конденсатор и т.д. по схеме. «Чиркаем» электродом, зажигаем дугу – и получаем ток 150 … 200А. И хорошо, скажете Вы, но не так все просто! Берет-то наш трансформатор из розетки слишком много… Например, при токе 100А на вторичной обмотке мы будем тянуть 5кВт (≈25А) из домашней розетки. Если утром и даже днем такой вариант может и пройти, то вечером будут сюрпризы, потому что к вечеру напряжение начинает просаживаться, соответственно, свет начинает «моргать» — и ждите недовольных соседей к себе в гости. 50В на выходе мы получили переменного тока, чтобы его выпрямить, подключается диодный мост, который срезает отрицательную кривую тока и перебрасывает его в положительную систему ординат без потери мощности. Дроссель служит для подавления пульсаций (сглаживания «рывков» тока). Он накапливает энергию и делает ток более «постоянным», соответственно дуга будет гореть более плавно, без рывков. Он накапливает энергию и превращает ток в более «постоянный», что позволит дуге гореть более плавно, без рывков. У данного дросселя, кроме R индукции есть активное сопротивление, благодаря чему наблюдается некоторое падение напряжения. «На холостом ходу» конденсатор заряжается «на корень из двух»: если на вторичной обмотке 50В, на конденсаторе будет около 70в. В сварке он не участвует, но зато облегчает поджиг дуги, тем более если попался ржавый металл, который нужно «пробить». Теперь о том, как разгрузить электрическую систему дома. Можно поставить балластный резистор (сопротивление), что уменьшит ток, который проходит по цепи, но на нем выделится тепло, которое будет греть улицу. Нам такое не выгодно. При токе 100А получится двухкилловатный обогреватель. Для того, чтобы потери были меньше, и соседи не ругались, нужно уменьшить потребление. Как этого добиться? При жесткой ВАХ наматывается первичная обмотка как это показано на рис.2. (две половинки образуют полную обмотку 220В.) Сверху на нее наматывается вторичная и соединяется с предыдущей параллельно или последовательно. Рис.2 Либо мы наматываем обмотки тонким проводом и соединяем их параллельно, но с большим числом витков, либо толстым проводом и соединяем последовательно. (Рис.3).По сути, получаем одно и тоже в обоих случаях: жесткую ВАХ, когда на одной катушке у нас намотана половинка первички и половинка вторички. Для сварочного аппарата такой транс НЕ ГОДИТСЯ! Рис.3 Можно установить дроссель на выходе, но это как «костыль». Лучше возьмите двухкатушечный трансформатор. Чем больше расстояние между его обмотками (насколько они сильно разнесены), тем меньше получаемый ток. Но можно пойти еще на одну «хитрость»: накрутить часть вторичной обмотки поверх первичной – за счет этого снизятся потери и увеличится ток на выходе. Понятно, что потери на катушках будут разными и один участок будет жестко связан по напряжению, а 2-й получится «плавающий». По этому принципу можно построить регулировку сварного тока. Накручивается первичная обмотка как есть, потом вторичная 60-65%, а остаток ее доматывается на «первичку». Такой аппарат имеет пологопадающую ВАХ. Чем она хороша. Так как варить Вы будете не самим трансформатором, а подключив к нему выпрямитель и дроссель, нужно компенсировать потери. Если характеристика крутопадающая то, например, со 100А на выходе получится 60А, если пологопадающая – потери компенсируются (можно выбирать из более широкого ассортимента электродов, использовать прямую и обратную полярность). При поиске элементов учитывайте, что диоды нужно использовать на ток минимум 100А, но лучше 200А, поставьте их на радиаторы. Опыт показывает, что «привинчивание» дешевых китайских мостиков на 50А оправдано. Только если на выходе нужно получить 200А, таких мостов нужно цеплять не 4 шт, а не менее 8шт. Если вы возьмете с запасом, только тогда все будет хорошо работать. Дроссель можно накрутить практически на любом подходящем магнитопроводе, главное чтобы у него была площадь поперечного сечения не менее 10 кв. см. Если взять 20 кв. см – это будет даже лучше имеди мотать нужно будет меньше. Нужно так же выполнить следующее условие: сердечник не должен быть полностью замкнутым. Величиной зазора дросселя определяется его индуктивность. С малым зазором он хорошо будет работать на малых токах, если увеличивать – получится легкая сварка на больших токах. Поэтому нужно искать компромисс. Рис.4 На рис.4 используется трансформатор с жесткой характеристикой. Выходное напряжение у него 36В. Здесь устанавливается конденсатор, который увеличивает напряжение до 45В и позволяет зажечь дугу. В обязательном порядке должен стоять резистор. На схеме не показан дроссель, но поставить его нужно в любом случае, потому что с ним варить гораздо приятней и удобней. На рис. 5 показана схема продвинутого сварАппа. Здесь используется свойство резонанса. То есть получаем «LC-контур»: индуктивность вторичной обмотки и емкость последовательно включенных конденсаторов. А замыкается это все на дуге. Получается трансформатор относительно малых габаритов и высокая мощность. Рис.6 Зверя этого собрать – задача интересная, но очень затратная! Конденсаторы С1-С20 дорогие. Если поставить какой-нибудь шлак, такой как Chang он вылетит сразу же, а хороший кондер типа JAMICON или JAVA — стоят денег. Обращайте внимание на наличие жестких выводов. Если на вторичной обмотке трансформатора напряжение будет, допустим 30-40В, то нужно брать кондеры по схеме на U в 1,5 -2 раза больше. Если не соблюдать это условие конденсаторы пробъет и они сгорят. Есть схема тиристорного регулятора (Рис. 7), у него наматывается первичная обмотка, вторичная и обмотка управления. Так же используется по паре мощных тиристоров и диодов. Обмотка III рассчитана на U от 30В до 40В, ток около 1 А. Рис.7 Щелкните по картинке , чтобы открыть Резистор R1 предназначен подстройки сварочного тока, т.е. если нужно задать минимальный диапазон. R2 работает как основной (тоесть R1 можно убрать). R3 ограничивает ток управления тиристорами. Стабилитрон V06 можно ставить как отечественного, так и импортного производства. Вместо тиристора КУ101 можно брать 202-й, начинающийся практически с любой буквы. Диоды КД209 можно заменить на любые на ток до 1 А Управление углом открытия тиристора регулируется мощность: чем меньше он открыт, тем меньше ток на выходе. Если открыть тиристоры полностью, они будут работать как диоды и получится полноценный диодный мост – сварка при таком условии будет проходить хорошо, но если мощность уменьшить больше чем на половину – пульсации тока увеличатся, и варить будет довольно трудно. Поэтому в схему лучше добавить дроссель. svarka-master.ru Для выполнения сварочных работ с деталями из нержавеющей стали, цветных металлов и сплавов на их основе (алюминий, медь, бронза и др.) необходимо использование специального аппарата и защитного газа (чаще всего в этих целях применяют аргон). Из-за высокой стоимости оборудования и профессиональных услуг по выполнению таких сварочных работ у многих возникает вопрос о том, возможна ли аргонная сварка своими руками – при помощи самодельного технического устройства. Самодельный аппарат для аргонной сварки Для того чтобы со знанием дела изготовить устройство для аргоновой сварки и получать с его помощью качественные и надежные сварные швы, необходимо сначала разобраться в том, что собой представляет данная технология соединения деталей из цветных металлов и легированных сталей. Она имеет много схожего и с электродуговой, и с газовой сваркой, но существенно отличается от них по своим ключевым принципам. При нагревании и расплавлении легированные стали и цветные металлы вступают в реакцию с кислородом и другими газами, содержащимися в окружающем воздухе. В результате на поверхности таких металлов формируется тугоплавкая оксидная пленка, а алюминий, взаимодействуя с кислородом в расплавленном состоянии, может даже возгораться. Этот негативный фактор приводит к значительному ухудшению качества сварного шва, который становится пористым и неоднородным. Схема процесса сварки в среде защитного газа Применение этого газа, который обладает большей массой, чем кислород, и практически не вступает в реакции с другими химическими элементами, позволяет не только вытеснить все газообразные составляющие окружающего воздуха из зоны сварки, но и сформировать в ней поток токопроводящей плазмы, которая способствует более эффективному и быстрому расплавлению кромок соединяемых деталей. Общая схема аргонодуговой сварки Аргонодуговая сварка может выполняться различными типами электродов: неплавящимися, изготавливаемыми из вольфрама, и плавящимися, химический состав которых должен максимально соответствовать составу соединяемых деталей. По степени автоматизации технологического процесса аргонную сварку подразделяют на ручную (выполняется с использованием вольфрамовых стержней), автоматическую (могут применяться и неплавящиеся, и плавящиеся электроды), а также полуавтоматическую (используется достаточно редко и обладает меньшей эффективностью, по сравнению с двумя первыми методиками). Чтобы своими руками сделать аппарат для выполнения аргонной сварки, потребуются простейшая схема (или фото) данного устройства, а также трансформатор и специальная горелка. Внутреннее устройство самодельного аппарата для аргонной сварки (нажмите для увеличения) На выбор мощности трансформатора оказывают влияние характеристики деталей, которые планируется варить при помощи самодельного аппарата аргонной сварки. Напряжение, выдаваемое вторичной обмоткой, должно находиться в пределах 65–70 В (без нагрузки). Для многих новичков недостаточно будет электрической схемы и рекомендаций по намотке обмоток самодельного трансформатора – для этого необходим опыт выполнения подобных работ. В такой ситуации лучше приобрести готовый трансформатор, характеристики которого соответствуют работе с токами большой величины. Например, подойдет трансформатор от любого электрического сварочного аппарата. Поскольку в электрической схеме аппарата для аргонной сварки используется постоянное напряжение, необходимо будет изготовить выпрямитель тока. Сделать это несложно. Важнейшим элементом горелки является зажим (или цанга), в котором фиксируется вольфрамовый пруток. Такой зажим должен быть приспособлен под диаметр электрода приблизительно 2–3 мм. К обратной стороне зажима припаивают медную трубку диаметром 6 мм, через которую к нему подается напряжение для питания сварочной дуги, а также защитный газ в зону формируемого соединения. Очень важно, чтобы припой, с помощью которого трубку соединяют с зажимом, был высокотемпературным. Самодельная горелка Цангу с той стороны, с которой в ней фиксируется вольфрамовый электрод, соединяют с трубкой из керамики или кварцевого стекла. Диаметр последней должен находиться в пределах 8–10 мм. Через такую трубку (ее длина должна составлять приблизительно 5 см) в зону выполнения сварки подается защитный газ. Эта трубка, в центральной части которой располагается электрод, зафиксированный в зажиме, также защищает его от соприкосновения с поверхностью соединяемых деталей. Разберемся в том, как сделать своими руками устройство для аргонной сварки, имея в наличии все необходимые комплектующие. В первую очередь изготавливают удобный держатель, для чего используют трубку соответствующего диаметра. Ее обматывают двумя слоями изолирующего материала (стеклоткани), между которыми располагают силиконовый герметик. Такому держателю придают удобную изогнутую форму. К нему крепят микровыключатель, который будет отвечать за открытие и закрытие газового клапана. Комплектующие для самостоятельного изготовления горелки К готовой горелке присоединяют трубку диаметром 6–8 мм, через которую к ней будет подаваться защитный газ. Обратный конец такой трубки соединяют с газовым баллоном. Кроме того, к горелке подводят два провода: один – для соединения микровыключателя с газовым клапаном, второй – для подачи сварочного тока к электроду. Сечение питающего провода, который будет работать под серьезной нагрузкой, должно быть не меньше 8 квадратных миллиметров. Газ, подающийся в зону сварки, должен отключаться не сразу после ее окончания, а спустя некоторое время (5–7 секунд). В аппаратах серийных моделей для аргонной сварки задержку отключения защитного газа обеспечивает специальное электронное устройство, которое не только усложняет конструкцию оборудования, но и делает его дороже. В самодельных устройствах для аргонной сварки, которые отличаются простотой конструкции и бюджетной себестоимостью, такая задержка обеспечивается за счет ручного отключения микровыключателя. У технологии аргонной сварки есть свои тонкости. Рассмотрим их. Аргон и сварочный ток подводят непосредственно к горелке. Второй питающий провод – массу – подсоединяют к свариваемым деталям при помощи пружинного зажима. Электрическая дуга, за счет которой и происходит расплавление кромок свариваемых деталей и присадочной проволоки, горит между вольфрамовым электродом и поверхностями свариваемых деталей. Присадочная проволока, благодаря которой происходит формирование сварного шва, подается непосредственно в зону действия электрической дуги. Конец вольфрамового электрода для обеспечения стабильного горения дуги необходимо заточить под конус на длину, равную 2 или 3 диаметрам вольфрамового стержня. Заточка вольфрамового электрода на наждаке с помощью простейшего приспособления Поскольку потенциал ионизации аргона намного выше, чем у кислорода, азота и металлических паров, для зажигания электрической дуги в его среде необходим источник тока с повышенным значением напряжения холостого хода либо дополнительное устройство, которое называется осциллятор. Такой аппарат, вырабатывающий ток с высокой частотой и повышенным значением напряжения, обеспечивает не только быстрое зажигание дуги, но и ее стабильное горение в процессе выполнения аргонной сварки. Как известно любому специалисту, формирование сварного шва при выполнении обычной электродуговой сварки осуществляется за счет трех технологических движений, совершаемых электродом: продольного (вдоль оси сварного шва), осевого (вдоль оси электрода) и поперечного (перпендикулярно оси шва). В отличие от данной технологии, аргонную сварку осуществляют только за счет продольного перемещения электрода и присадочной проволоки. Никаких других движений не делают ни при ручной, ни при автоматизированной сварке. Необходимость строгого соблюдения данного правила объясняется следующим. Поскольку электрод и присадочная проволока при аргонной сварке не перемещаются в поперечном направлении, сварной шов получается узким и аккуратным, что хорошо видно по фото таких соединений. Качественный шов – визитка профессионального сварщика Подбирая присадочную проволоку для выполнения соединений по данной технологии, очень важно обращать внимание на ее химический состав, который должен соответствовать составу свариваемых деталей. Как уже говорилось выше, зажигать дугу при выполнении аргонной сварки следует на угольной платине, а гасить ее необходимо на некотором расстоянии от соединяемых деталей. Чтобы обеспечить надежную защиту сварочной зоны от окружающего воздуха, необходимо следить за тем, чтобы электрод и присадочный пруток никогда не выходили из зоны действия защитного газа. Для минимизации разбрызгивания расплавленного металла из зоны сварки присадочный пруток вводят в сварочную ванну очень медленно и плавными движениями. Выполняя аргонную сварку, необходимо внимательно следить за тем, хорошо ли проплавились кромки соединяемых деталей. Определить это можно по форме ванны расплавленного металла: она должна быть вытянута в сторону выполнения сварки, но ни в коем случае не иметь форму овала или круга. Оценка статьи: Поделиться с друзьями: met-all.org Многие конструкции в быту (в гараже, на даче, дома и т.д.) трудно построить без применения сварки, в особенности электродуговой. В настоящее время на прилавках магазинов появилось большое количество электросварочных аппаратов как импортного, так и российского производства. Хорошие аппараты стоят дорого, а более дешевые не всегда обеспечивают качество сварочных работ. В предлагаемой статье хотелось бы поделиться некоторыми соображениями в основном практического характера по конструированию любительских сварочных аппаратов (С.А.) на основеанализа ранее опубликованныхматериалов. Это поможет не только в самостоятельном изготовлении любительского С.А., но и при выборе и покупке уже готовых сварочных аппаратов. Рисунок 1. Схема мостового выпрямителя для сварочного аппарата. Сварочные аппараты бывают постоянного и переменного тока. С.А. постоянного тока используются при сварке на малых токах тонколистового металла (кровельная сталь, автомобильная и т.д.). Сварочная дуга на постоянном токе более устойчива, возможна сварка на прямой и обратной полярности. На постоянном токе можно варить электродной проволокой без обмазки и электродами, предназначенными для сварки, как на постоянном токе, так и на переменном. Для придания устойчивости горения дуги на малых токах желательно иметь повышенное напряжение холостого хода Uxxсварочной обмотки (до 70 - 75 В). Для выпрямления переменного тока используются простейшие «мостовые» выпрямители на мощных диодах с радиаторами охлаждения (рис. 1). Для сглаживания пульсаций напряжения один из выводов С.А. А подсоединяют к держателю электродов через дроссель L1, представляющий собой катушку из 10 - 15 витков медной шины сечением S = 35 мм2, намотанной на любом сердечнике, например, от магнитного пускателя. Для выпрямления и плавного регулирования сварочного тока используются более сложные схемы с использованием мощных управляемых тиристоров. Одна из возможных схем на тиристорах типа Т161 (Т160) приведена в статье А.Чернова «И зарядит и приварит» (Моделист-конструктор, 1994, № 9). Преимущества регуляторов постоянного тока — в их универсальности. Диапазон изменения ими напряжений составляет 0,1-0,9 Uxx, что позволяет использовать их не только для плавной регулировки тока сварки, но и для зарядки аккумуляторных батарей, питания электронагревательных элементов и других целей. Рисунок 2. Схема падающей внешней характеристики сварочного аппарата. Рис. 1. Мостовой выпрямитель для сварочного аппарата. Показано подключение С.А. для сварки тонколистового металла на "обратной" полярности — "+" на электроде, "-" на свариваемой детали U2: — выходное переменное напряжение сварочного аппарата Сварочные аппараты переменного тока применяются при сварке электродами, диаметр которых более 1,6 - 2 мм, а толщина свариваемых изделий — более 1,5 мм. При этом ток сварки значителен (десятки ампер) и дуга горит достаточно устойчиво. Используются электроды, предназначенные для сварки только на переменном токе. Для нормальной работы сварочного аппарата необходимо: Устойчивое горение дуги возможно в том случае, если сварочный аппарат будет обладать падающей внешней характеристикой, которая определяет зависимость между силой тока и напряжением в сварочной цепи (рис. 2). С.А. показывает, что для грубого (ступенчатого) перекрытия диапазона сварочных токов необходима коммутация как первичных обмоток, так и вторичных (что конструктивно более сложно из-за большого протекающего в ней тока). Кроме того, для плавного изменения тока сварки в пределах выбранного диапазона используются механические устройства перемещения обмоток. При удалении сварочной обмотки относительно сетевой увеличиваются магнитные потоки рассеивания, что приводит к снижению тока сварки. Рисунок 3. Схема магнитопровода стержневого типа. Конструируя любительский С.А., не следует стремиться к полному перекрытию диапазона сварочных токов. Целесообразно на первом этапе собрать сварочный аппарат для работы с электродами диаметром 2 - 4 мм, а на втором этапе, в случае необходимости работы на малых токах сварки, дополнить его отдельным выпрямительным устройством с плавным регулированием сварочного тока. Любительские сварочные аппараты должны удовлетворять ряду требований, основные из которых следующие: относительная компактность и небольшой вес; достаточная продолжительность работы (не менее 5 - 7 электродов dэ = 3 - 4 мм) от сети 220в. Вес и габариты аппарата могут быть снижены благодаря уменьшению его мощности, а увеличение продолжительности работы — благодаря использованию стали с высокой магнитной проницаемостью и теплостойкой изоляции обмоточных проводов. Эти требования несложно выполнить, зная основы конструирования сварочных аппаратов и придерживаясь предлагаемой технологии их изготовления. Рис. 2. Падающая внешняя характеристика сварочного аппарата: 1 — семейство характеристик для различных диапазонов сварки; Iсв2, Iсвз, Iсв4 — диапазоны токов сварки для электродов диаметром 2, 3 и 4 мм соответственно; Uxx— напряжение холостого хода СА. Iкз - ток короткого замыкания; Ucв -диапазон напряжений сварки (18 - 24 В). Рис. 3. Магнитопровод стержневого типа: а — пластины Г-образной формы; б — пластины П-образной формы; в — пластины из полос трансформаторной стали; S =axb— площадь поперечного сечения сердечника (керна), см2 с, d— размеры окна, см. Итак, выбор типа сердечника. Для изготовления сварочных аппаратов используют в основном магнитопроводы стержневого типа, поскольку в исполнении они более технологичны. Сердечник набирают из пластин электротехнической стали любой конфигурации толщиной 0,35- 0,55 мм, стянутых шпильками, изолированными от сердечника (рис. 3). При подборе сердечника необходимо учитывать размеры "окна", чтобы поместились обмотки сварочного аппарата, и площадь поперечного сечения сердечника (керна) S =axb, см2. Как показывает практика, не следует выбирать минимальные значения S = 25 - 35 см, поскольку сварочный аппарат не будет обладать требуемым запасом мощности и качественную сварку получить будет трудно. Да и перегрев сварочного аппарата после непродолжительной работы также неизбежен. Рисунок 4. Схема магнитопровода тороидального типа. Сечение сердечника должно составлять S = 45 - 55 см2. Сварочный аппарат будет несколько тяжелее, но не подведет! Все большее распространение получают любительские сварочные аппараты на сердечниках тороидального типа, которые обладают более высокими электротехническими характеристиками, примерно в 4 - 5 раз выше, чем у стержневого, а электропотери невелики. Трудозатраты на их изготовление более значительны и связаны в первую очередь с размещением обмоток на торе и сложностью самой намотки. Однако при правильном подходе они дают хорошие результаты. Сердечники изготовляют из ленточного трансформаторного железа, свернутого в рулон в форме тора. Примером может служить сердечник из автотрансформатора «Латр» на 9 А. Для увеличения внутреннего диаметра тора («окна») с внутренней стороны отматывают часть стальной ленты и наматывают на внешнюю сторону сердечника. Но, как показывает практика, одного «Латра» недостаточно для изготовления качественного С.А. (мало сечение S). Даже после работы с 1 - 2 электродами диаметром 3 мм он перегревается. Возможно использование двух подобных сердечников по схеме, описанной в статье Б.Соколова «Сварочный малыш» (Сам, 1993, № 1), или изготовление одного сердечника путем перемотки двух (рис. 4). Рис. 4. Магнитопровод тороидального типа: 1.2 - сердечник автотрансформатора до и после перемотки; 3 конструкция С.А. на базе двух тороидальных сердечников; W11W12 — сетевые обмотки, включенные параллельно; W2— сварочная обмотка; S =axb— площадь поперечного сечения сердечника, см2 , с, d— внутренний и внешний диаметры тора, см; 4 — электрическая схема С.А. на базе двух состыкованных тороидальных сердечников. Особого внимания заслуживают любительские С.А., изготовленные на базе статоров асинхронных трехфазных электродвигателей большой мощности (более 10 кВт). Выбор сердечника определяется площадью поперечного сечения статора S. Штампованные пластины статора не в полной мере соответствуют параметрам электротехнической трансформаторной стали, поэтому уменьшать сечение S менее 40 - 45 см нецелесообразно. Рисунок 5. Схема крепления выводов обмоток СА. Статор освобождают от корпуса, удаляют из внутренних пазов статорные обмотки, срубают зубилом перемычки пазов, защищают внутреннюю поверхность напильником или абразивным кругом, скругляют острые кромки сердечника и обматывают его плотно, с перекрытием хлопчатобумажной изоляционной лентой. Сердечник готов для намотки обмоток. Выбор обмоток. Для первичных (сетевых) обмоток лучше использовать специальный медный обмоточный провод в х.б. (стеклотканевой) изоляции. Удовлетворительной теплостойкостью обладают также провода в резиновой или резинотканевой изоляции. Непригодны для работы при повышенной температуре (а это уже закладывается в конструкцию любительского С.А.) провода в полихлорвиниловой (ПХВ) изоляции из-за возможного ее расплавления, вытекания из обмоток и их короткого замыкания. Поэтому полихлорвиниловую изоляцию с проводов необходимо либо снять и обмотать провода по всей длине х.б. изоляционной лентой, либо не снимать, а обмотать провод поверх изоляции. Возможен и другой проверенный на практике способ намотки. Но об этом ниже. При подборе сечения обмоточных проводов с учетом специфики работы С.А. (периодический) допускаем плотность тока 5 А/мм2. При токе сварки 130 - 160 А (электрод dэ = 4 мм) мощность вторичной обмотки составит Р2 =Iсв х 160x24 = 3,5 - 4 кВт, мощность первичной обмотки с учетом потерь составит порядка 5— 5,5 кВт, а следовательно, максимальный ток первичной обмотки может достигать 25 А. Следовательно, сечение провода первичной обмотки S1 должно быть не менее 5 - 6 мм. На практике желательно использовать провод сечением 6 - 7 мм2 . Либо это прямоугольная шина, либо медный обмоточный провод диаметром (без изоляции) 2,6 - 3мм. (Расчет по известной формуле S = пиR2, где S— площадь круга, мм2 пи = 3,1428; R— радиус круга, мм.) При недостаточном сечении одного провода возможна намотка в два. При использовании алюминиевого провода его сечение необходимо увеличить в 1,6 - 1,7 раза. Можно ли уменьшить сечение провода сетевой обмотки? Да, можно. Но при этом С.А. потеряет требуемый запас мощности, будет нагреваться быстрее, да и рекомендуемое сечение керна S = 45 - 55 см в этом случае будет неоправданно велико. Число витков первичной обмотки W1 определяется из следующего соотношения: W1 = [(30 - 50):S] х U1где 30-50 - постоянный коэффициент; S— сечение керна, см2 , W1 = 240 витков с отводами от 165, 190 и 215 витков, т.е. через каждые 25 витков. Рисунок 6. Схема способов намотки обмоток СА на сердечнике стержневого типа. Большее количество отводов сетевой обмотки, как показывает практика, нецелесообразно. И вот почему. За счет уменьшения числа витков первичной обмотки увеличивается как мощность С.А., так и Uxx, что приводит к повышению напряжения горения дуги и ухудшению качества сварки. Следовательно, только изменением числа витков первичной обмотки добиться перекрытия диапазона сварочных токов без ухудшения качества сварки нельзя. Для этого необходимо предусмотреть переключение витков вторичной (сварочной) обмотки W2. Вторичная обмотка W2 должна содержать 65 - 70 витков медной изолированной шины сечением не менее 25 мм (лучше сечением 35 мм ). Вполне подойдет и гибкий многожильный провод (например, сварочный) и трехфазный силовой многожильный кабель. Главное, сечение силовой обмотки не должно быть меньше требуемого, а изоляция — теплостойкой и надежной. При недостаточном сечении провода возможна намотка в два и даже в три провода. При использовании алюминиевого провода его сечение необходимо увеличить в 1,6 - 1,7 раза. Рис. 5. Крепление выводов обмоток СА: 1 — корпус СА; 2 — шайбы; 3 — клеммный болт; 4 — гайка; 5 — медный наконечник с проводом. Трудность приобретения переключателей на большие токи, да и практика показывают, что наиболее просто выводы сварочной обмотки завести через медные наконечники под клеммные болты диаметром 8 - 10 мм (рис. 5). Медные наконечники изготавливают из медных трубок подходящего диаметра длиной 25 - 30 мм и крепят на проводах опрессовкой и желательно пропайкой. Особо остановимся на порядке намотки обмоток. Общие правила: Рисунок 7. Схема способов намотки обмоток СА на сердечнике тороидального типа. Рассмотрим порядок расположения обмоток на магнитопроводе стержневого типа. Сетевую обмотку можно расположить двумя основными способами. Первый способ позволяет получить более «жесткий» режим сварки. Сетевая обмотка в этом случае состоит из двух одинаковых обмоток W1W2, расположенных на разных сторонах сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток сделаны отводы, которые попарно замыкаются (рис. 6а,в). Второй способ предусматривает намотку первичной (сетевой) обмотки на одной из сторон сердечника (рис. 6 в,г). В этом случае СА обладает крутопадающей характеристикой, варит «мягко», длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество сварки. После намотки первичной обмотки СА необходимо проверить на наличие короткозамкнутых витков и правильность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4 - 6А) и желательно амперметр переменного тока. Если предохранитель сгорает или сильно греется, то это явный признак короткозамкнутого витка. Следовательно, первичную обмотку придется перемотать, обратив особое внимание на качество изоляции. Рис. 6. Способы намотки обмоток СА на сердечнике стержневого типа: а - сетевая обмотка на двух сторонах сердечника; б — соответствующая ей вторичная (сварочная) обмотка, включенная встречно-параллельно; в — сетевая обмотка на одной стороне сердечника; г — соответствующая ей вторичная обмотка, включенная последовательно. Если сварочный аппарат сильно гудит, а потребляемый ток превышает 2 - 3 А, то это означает, что число первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный СА потребляет ток холостого хода не более 1 - 1,5 А, не греется и гудит не сильно. Вторичную обмотку СА всегда наматывают на двух сторонах сердечника. Для первого способа намотки вторичная обмотка также состоит из двух одинаковых половин, включенных для повышения устойчивости горения дуги (рис. 6) встречно-параллельно, а сечение провода можно взять несколько меньше — 15 - 20 мм2 . Рисунок 8. Схема подключения измерительных приборов. Для второго способа намотки основная сварочная обмотка W21наматывается на свободной от обмоток стороне сердечника и составляет 60 - 65% от общего числа витков вторичной обмотки. Она служит в основном для поджига дуги, а во время сварки, за счет резкого увеличения магнитного потока рассеивания, напряжение на ней падает на 80 - 90%. Дополнительная сварочная обмотка W22 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20 - 25% относительно напряжения холостого хода. После изготовления С.А необходимо провести его настройку и проверку качества сварки электродами различного диаметра. Процесс настройки заключается в следующем. Для измерения сварочного тока и напряжения необходимо приобрести два электроизмерительных прибора — амперметр переменного тока на 180— 200 А и вольтметр переменного тока на 70 - 80в. Рис. 7. Способы намотки обмоток СА на сердечнике тороидального типа: 1.2 — равномерная и секционная намотка обмоток соответственно: а — сетевая б — силовая. Рис. 8. Схема подключения измерительных приборов. Схема их подключения показана на рис. 8. При сварке различными электродами снимают значения тока сварки — Iсв и напряжения сварки Uсв, которые должны быть в требуемых пределах. Если сварочный ток мал, что бывает чаще всего (электрод липнет, дуга неустойчивая), то в этом случае либо переключением первичной и вторичной обмоток устанавливают требуемые значения, либо перераспределяют количество витков вторичной обмотки (без их увеличения) в сторону увеличения числа витков, намотанных поверх сетевой обмотки. После сварки можно сделать разлом или распиливание кромок свариваемых изделий, и сразу станет ясно качество сварки: глубина провара и толщина наплавленного слоя металла. По результатам измерений полезно составить таблицу. Рисунок 9. Схема измерителей напряжения и тока сварки и конструкция трансформатора тока. Исходя из данных таблицы, выбирают оптимальные режимы сварки для электродов различного диаметра, помня о том, что при сварке электродами, например, диаметром 3 мм, электродами диаметром 2 мм можно резать, т.к. ток резки больше сварочного на 30 -25%. Трудность покупки измерительных приборов, рекомендованных выше, заставила автора при бегнуть к изготовлению измерительной схемы (рис. 9) на базе наиболее распространенного миллиамперметра постоянного тока на 1—10 мА. Она состоит из измерителей напряжения и тока, собранных по мостовой схеме. Рис. 9. Принципиальная схема измерителей напряжения и тока сварки и конструкция трансформатора тока. Измеритель напряжения подключают к выходной (сварочной) обмотке С.А. Настройку осуществляют с помощью любого тестера, которым контролируют выходное напряжение сварки. С помощью переменного сопротивления R.3 стрелку прибора устанавливают на конечное деление шкалы при максимальном значении UxxШкала измерителя напряжения достаточно линейна. Для большей точности можно снять две - три контрольные точки и проградуировать измерительный прибор на измерение напряжений. Более сложно настроить измеритель тока, поскольку он подключается к самостоятельно изготовленному трансформатору тока. Последний представляет собой сердечник тороидального типа с двумя обмотками. Размеры сердечника (внешний диаметр 35—40 мм) принципиального значения не имеют, главное, чтобы уместились обмотки. Материал сердечника — трансформаторная сталь, пермаллой или феррит. Вторичная обмотка состоит из 600 - 700 витков медного изолированного провода марки ПЭЛ, ПЭВ, лучше ПЭЛШО диаметром 0,2 - 0,25 мм и подключена к измерителю тока. Первичная обмотка — это силовой провод, проходящий внутри кольца и подключаемый к клемному болту (рис. 9). Настройка измерителя тока заключается в следующем. К силовой (сварочной) обмотке С.А. подключают калиброванное сопротивление из толстой нихромовой проволоки на 1 - 2 сек (сильно греется) и измеряют напряжение на выходе С.А. По закону Ома определяют ток, протекающий в сварочной обмотке. Например, при подключении Rн = 0,2ом Uвых = 30в. http://fazaa.ru/www.youtube.com/watch?v=LvIyLUOzS64 Схема инверторного сварочного аппарата. Отмечают точку на шкале прибора. Трех - четырех измерений с различными RH достаточно, чтобы откалибровать измеритель тока. После калибровки приборы устанавливают на корпус С.А, пользуясь общепринятыми рекомендациями. При сварке в различных условиях (сильная или слаботочная сеть, длинный или короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают С.А. на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение. Несколько слов о контактно-точечной сварке. К конструированию С.А. данного типа предъявляется ряд специфических требований: http://fazaa.ru/www.youtube.com/watch?v=L75jxmwkoII Схема трансформатора и электродержателя. Особый класс любительских С.А. представляют аппараты, изготовленные на базе промышленных осветительных и других трансформаторов (2—3 фазных) на выходное напряжение 36в и мощностью не менее 2,5—3 кВт. Но прежде чем браться за переделку, необходимо измерить сечение керна, которое должно быть не менее 25 см , и диаметры первичной и вторичной обмоток. Вам сразу станет ясно, чего можно ждать от переделки данного трансформатора. И в заключение несколько технологических советов. Подключение сварочного аппарата к сети должно производиться проводом сечением 6—7 мм через автомат на ток 25— 50 А, например АП-50. Диаметр электрода в зависимости от толщины свариваемого металла можно выбрать, исходя из следующего соотношения: da= (1—1,5)L, где L— толщина свариваемого металла, мм. http://fazaa.ru/www.youtube.com/watch?v=UX81XigBgBY Длина дуги выбирается в зависимости от диаметра электрода и в среднем равна 0,5—1,1 d3. Рекомендуется выполнять сварку короткой дугой 2—3 мм, напряжение которой равно 18—24 В. Увеличение длины дуги приводит к нарушению стабильности ее горения, повышению потерь на угар и разбрызгиванию, снижению глубины проплавления основного металла. Чем длиннее дуга, тем выше напряжение сварки. Скорость сварки выбирает сварщик в зависимости от марки и толщины металла. Схема устройства однофазного трансформатора. При сварке на прямой полярности плюс(анод) подсоединяют к детали и минус (катод) — к электроду. Если необходимо, чтобы на детали выделялось меньшее количество тепла, например, при сварке тонколистовых конструкций, применяют сварку на обратной полярности (рис. 1). В этом случае минус (катод) присоединяют к свариваемой детали, а плюс(анод) — к электроду. При этом не только обеспечивается меньший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного металла за счет более высокой температуры анодной зоны и большего подвода тепла. Сварочные провода присоединяют к СА через медные наконечники под клеммные болты с наружной стороны корпуса сварочного аппарата. Плохие контактные соединения снижают мощностные характеристики СА, ухудшают качество сварки и могут вызвать их перегрев и даже возгорание проводов. При небольшой длине сварочных проводов (4—6 м) сечение их должно быть не менее 25 мм. При выполнении сварочных работ необходимо соблюдать правила пожарной и электробезопасности при работе с электроприборами. http://fazaa.ru/www.youtube.com/watch?v=b0IwoYAWuQc Сварочные работы следует вести в специальной маске с защитным стеклом марки С5 (на токи до 150—160 А) и рукавицах. Все переключения СА выполнять только после отключения сварочного аппарата от сети. Поделитесь полезной статьей: fazaa.ru Правильное поддержание дуги и ее перемещение является залогом качественной сварки. Слишком длинная дуга способствует окислению и азотированию расплавленного металла, разбрызгивает его капли и создает пористую структуру шва. Красивый, ровный и качественный шов получается при правильном выборе дуги и равномерном ее перемещении, которое может происходить в трех основных направлениях. Поступательное движение сварочной дуги происходит по оси электрода. При помощи этого движения поддерживается необходимая длина дуги, которая зависит от скорости плавления электрода. По мере плавления электрода, его длина уменьшается, а расстояние между электродом и сварочной ванной - увеличивается. Для того чтобы это не происходило, электрод следует продвинуть вдоль оси, поддерживая постоянную дугу. Очень важно при этом поддерживать синхронность. То есть, электрод продвигается в сторону сварочной ванны синхронно с его укорочением. Продольное перемещение электрода вдоль оси свариваемого шва формирует так называемый ниточный сварочный валик, толщина которого зависит от толщины электрода и скорости его перемещения. Обычно ширина ниточного сварочного валика бывает на 2 — 3 мм больше диаметра электрода. Собственно говоря, это уже есть сварочный шов, только узкий. Для прочного сварочного соединения этого шва бывает недостаточно. И поэтому по мере перемещения электрода вдоль оси сварочного шва выполняют третье движение, направленное поперек сварочного шва. Поперечное движение электрода позволяет получить необходимую ширину шва. Его совершают колебательными движениями возвратно-поступательного характера. Ширина поперечных колебаний электрода определяется в каждом случае индивидуально и во многом зависит от свойств свариваемых материалов, размера и положения шва, формы разделки и требований, предъявляемых к сварному соединению. Обычно ширина шва лежит в пределах 1,5 — 5,0 диаметров электрода. Таким образом все три движения накладываются друг на друга, создавая сложную траекторию перемещения электрода. Практически каждый опытный мастер имеет свои навыки в выборе траектории перемещения электрода, выписывая его концом замысловатые фигуры. Классические траектории движения электрода при ручной дуговой сварке приведены на рис. 1. Но в любом случае траекторию перемещения дуги следует выбирать таким образом, чтобы кромки свариваемых деталей проплавлялись с образованием требуемого количества наплавленного металла и заданной формы шва. Если шов не будет закончен до того, как длина электрода уменьшится настолько, что требуется его замена, то сварку на время прекращают. После замены электрода следует удалить шлак и возобновить сварку. Для завершения оборванного шва зажигают дугу на расстоянии 12 мм от углубления, образовавшегося на конце шва, называемого кратером. Электрод возвращают к кратеру, чтобы образовать сплав старого и нового электродов, а затем снова начинают перемещать электрод по первоначально выбранной траектории. Порядок заполнения шва по сечению и длине определяет способность сварного соединения воспринимать заданные нагрузки, влияет на величину внутренних напряжений и деформаций в массиве шва. Швы различают: короткие — длина которых не превышает 300 мм, средние — длиной 300 — 100 мм и длинные — свыше 1000 мм. В зависимости от длины шва его заполнение может выполняться по различным схемам сварочного заполнения, которые представлены на рис. 2. При этом короткие швы заполняют за один проход — от начала шва до его конца. Швы средней длины могут заполняться обратноступенчатым методом или от середины к концам. Для выполнения обратноступенчатого метода заполнения шов разбивают на участки длина которых равна 100 —300 мм. На каждом из этих участков заполнение шва выполняют в направлении, обратном общему направлению сварки. Если для нормального заполнения шва одного прохода сварочной дуги мало, накладывают многослойные швы. При этом, если число накладываемых слоев равно числу проходов, шов называют многослойным. Если же некоторые слои выполняют за несколько проходов, такие швы называют многослойно-проходными. Схематически такие швы отражены на рис. 3. С точки зрения производительности труда наиболее целесообразными являются однопроходные швы, которым отдают предпочтение при сварке металлов небольших (до 8—10 мм) толщин с предварительной разделкой кромок. Но для ответственных конструкций (сосуды, работающие под давлением, несущие конструкции и т.д.) этого бывает мало. Внутренние напряжения, возникающие в процессе сварки, могут вызвать появление трещин в шве или в околошовной зоне из-за недостаточной пластичности шва и большой жесткости основного металла. При сварке изделий с относительно небольшой жесткостью внутренние напряжения вызывают местное или общее коробление (деформации) свариваемой конструкции. Кроме того, при сварке металлов толщиной более 10 мм. появляются объемные напряжения и возрастает опасность появления трещин. В таких случаях принимают целый ряд мер, позволяющих уменьшить напряжения и деформации: применяют сварные швы минимального сечения, сварку многослойными швами, наложение швов «каскадными методами» или «горкой», принудительное охлаждение или подогрев. При сварке «горкой» сначала у основания разделанных кромок прокладывают первый слой, длина которого должна быть не более 200 — 300 мм. После этого первый слой перекрывают вторым, длина которого на 200 — 300 мм больше первого. Точно так же накладывают третий слой, перекрывая второй на 200 — 300 мм. Таким образом продолжают заполнение до тех пор, пока количество слоев в зоне первого шва не окажется достаточным для заполнения. Следующий слой накладывают в месте окончания первого слоя, перекрывая последний (если позволяет длина шва) на те же 200 — 300 мм. Если первый шов прокладывался не в начале шва, а в его средней части, то горку формируют последовательно в обоих направлениях (рис.2,е). Так, формируя горку, последовательно заполняют весь шов. Преимущество данного метода состоит в том, что зона сварки все время находится в подогретом состоянии, что способствует улучшению физико-механических качеств шва, так как внутренние напряжения получаются минимальными и предупреждается появление трещин. «Каскадный метод» заполнения шва по существу является той же «горкой», но выполняют его в несколько другой последовательности. Для этого детали соединяют между собой «на прихватках» или в специальных приспособлениях. Прокладывают первый слой, а затем, отступив от первого слоя на расстояние 200 — 300 мм, прокладывают второй слой, захватывая зону первого (рис.2,д). Продолжая в той же последовательности, заполняют весь шов. Угловые швы (рис. 4) можно выполнять двумя методами, каждый из которых имеет свои преимущества и свои недостатки. При сварке «в угол» допускается больший зазор между деталями (до 3 мм), проще сборка, но техника сварки сложнее. Кроме того, возможны подрезы и наплывы, снижается производительность из-за необходимости за один проход сваривать швы небольшого сечения, катет которых меньше 8 мм. Сварка «в лодочку» допускает большие катеты шва за один проход и поэтому более производительна. Однако такая сварка требует тщательной сборки. Указанные приемы дуговой сварки рассматривались на нижних положениях шва, выполнение которых наименее трудоемко. На практике часто приходится выполнять горизонтальные швы на вертикальной плоскости, вертикальную и потолочную сварку. Для выполнения этих работ используются те же приемы, что и для швов с нижним положением, но трудоемкость работ и некоторые технологические особенности требуют более детального подхода и изменения некоторых методов. При сварке таких швов появляется вероятность вытекания расплавленного металла, что приводит к падению капель к незаполненным сваркой местам, потекам расплавленного металла по горизонтальным плоскостям и т.д Рассматривая суть процессов, происходящих в подобных швах, мы говорили, что удерживать металл в расплавленной ванне могут силы поверхностного натяжения. Для того чтобы эти силы были достаточными, сварщик должен владеть приемами сварки виртуозно. Здесь приходится понижать сварочный ток и применять электроды пониженного сечения. Это в конечном итоге сказывается на производительности, так как приходится увеличивать количество сварочных проходов. Поэтому на практике стараются в дополнение к силам поверхностного натяжения добавить «пленку поверхностного натяжения». Суть данного метода заключается в том, что дугу держат не постоянно, а с определенными промежутками, то есть импульсами. Для этого дугу постоянно прерывают, зажигая ее с определенными промежутками времени, давая возможность расплавленному металлу частично закристаллизоваться. Именно здесь и проявляется умение сварщика выбрать такие интервалы, когда не успевает образоваться сварочный катет и одновременно металл потерял бы часть своей текучести. Потолочный шов является самым сложным. Поэтому проводить его непрерывным горением дуги - дело бесперспективное. Сварку выполняют короткими во времени замыканиями дуги на сварочную ванну так, чтобы она не успела остыть, пополняя ее новыми порциями расплавленного металла. При сварке данным методом следует следить за размером дуги, так как ее удлинение может вызвать нежелательные подрезы. Кроме того, при сварке таких швов создаются неблагоприятные условия для выделения шлаков из расплавленного металла, что может привести к пористости сварного шва. Вертикальные швы можно варить в двух направлениях - снизу вверх и сверху вниз. И тот и другой метод имеет право на существование, но всегда предпочтительнее сварка на подъем. В этом случае расположенный снизу металл удерживает сварочную ванну, не давая ей растекаться. При сварке на спуск труднее удерживать сварочную ванну, и поэтому добиться качественного шва гораздо сложнее. Суть такого метода практически не отличается от потолочной сварки, и применяют его тогда, когда сварка на подъем технологически невозможна. Горизонтальные швы на вертикальной плоскости тоже имеют свои особенности. В данных швах особую сложность представляет удержание сварочной ванны у обеих кромок свариваемых деталей. Для того чтобы облегчить этот процесс, скос нижней кромки не выполняют. В таком случае получается полочка, которая способствует удержанию на месте расплавленной сварочной ванны. Уместен здесь и прием импульсной сварки с кратковременным зажиганием дуги, как и для потолочных швов. Удаление сварочных шлаков выполняют обрубочным молотком. Для этого, подождав, пока заготовка остынет настолько, что ее можно брать рукой, прижимают крепко к столу и ударами молотка, направленными вдоль шва, удаляют шлак, покрывающий сварочный шов. После этого шов проковывают для снятия внутренних напряжений. Для этого боек молотка разворачивают вдоль шва и выполняют проковку по всей его длине.Завершают очистку жесткой проволочной щеткой, перемещая ее резкими движениями сначала вдоль шва, а потом - поперек, чтобы удалить последние остатки шлака. Использованы репродукции http://welding.su/gallery/ build.novosibdom.ruАргонная сварка своими руками – схема, фото, видео. Схема сварки
Сварка своими руками | Сварка своими руками

Рассмотрим еще несколько схем для «пытливых умов»
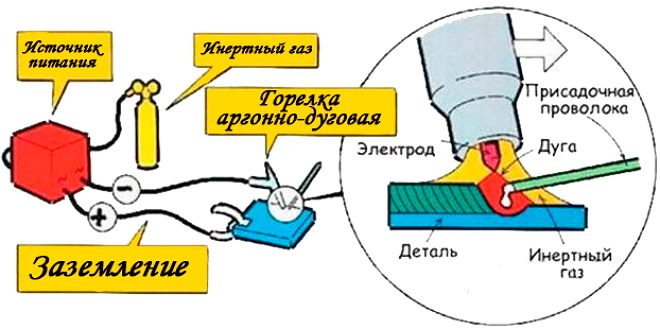
Аргонная сварка своими руками – как сделать аргоновую сварку, схема, фото

Для чего необходим газ при выполнении сварки

Комплектующие для самодельного аппарата аргонной сварки
")

Порядок изготовления устройства для сварки в среде аргона

Тонкости выполнения аргонной сварки


 Загрузка...
Загрузка... Как сделать сварочный аппарат своими руками












Техника ручной дуговой сварки | Строительный справочник | материалы - конструкции
Траектория движения электрода
Схема дуговой сварки


Рис. 2. Схемы дуговой сварки: 1 — сварка напроход; 2 — сварка от середины к краям; 3 — сварка обратноступенчатым способом; 4 — сварка блоками; 5 — сварка каскадом; 6 — сварка горкой Рис. 3. Виды швов: 1 — однослойный; 2 — многопроходной; 3 — многослойный, многопроходной 

Рис. 4. Положение электрода и изделия при выполнении угловых швов: А — сварка в симметричную «лодочку»; Б — в несимметричную «лодочку»; В — «в угол» наклонным электродом; Г — с оплавлением кромок Рис. 5. Влияние скорости сварки на форму сварного шва: При увеличении скорости наблюдается заметное уменьшение ширины шва, при этом глубина проплавления остается почти неизменной.

интернет-магазин светодиодного освещения
Пн - Вс с 10:30 до 20:00
Санкт-Петербург, просп. Энгельса, 138, корп. 1, тк ''Стройдвор''










Поделиться с друзьями: