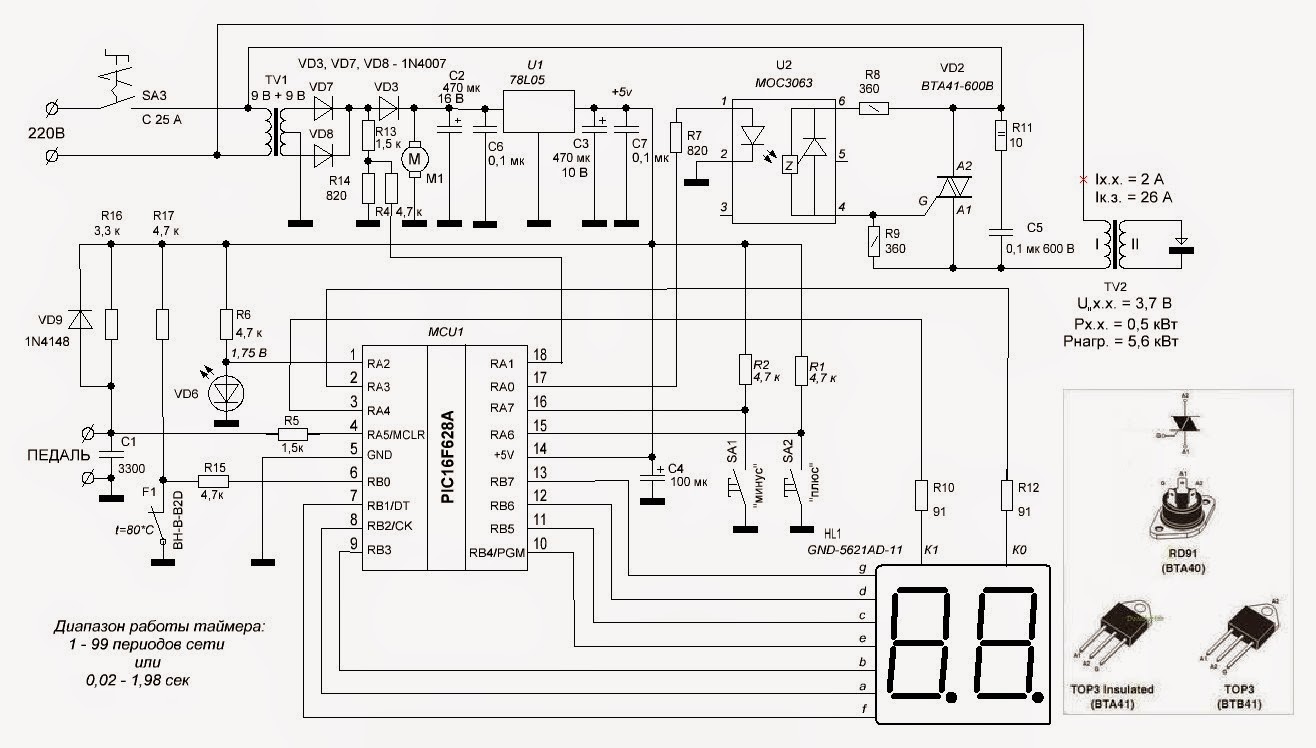
Аккумуляторные батареи на базе литий-ионных элементов очень широко распространены в компьютерной и бытовой технике. Часто требуется собрать блок питания, работоспособность которого зависит от качества контактов. В заводских блоках используется точечная контактная сварка, но аппараты для ее выполнения — слишком большая роскошь для бытового использования. Выручить может точечная сварка для аккумуляторов своими руками. Сделать ее несложно в домашней мастерской, пользуясь только обычными инструментами. Для надежного соединения пластинчатого контакта с аккумулятором чаще всего используется конденсаторная сварка. Импульс длится всего 35-100 миллисекунд, от регулировки зависит надежность сварки и целостность контакта. Если импульс будет длиться слишком долго, пластина попросту прогорит и прочность соединения будет минимальной. Сваривать конденсаторной сваркой собственного изготовления можно металл толщиной до 0,2 мм. Практика показывает, что для монтажа батарей этого вполне достаточно. Точечная сварка аккумуляторов производится при помощи никелевых пластин стандартного размера, слишком большие и мощные аппараты здесь не нужны. У непосвященных непременно возникает вопрос — почему нельзя пластину попросту припаять обычным паяльником. Суть в том, что припаять то можно, но Li-ion элементы очень чувствительны к перегреву, особенно положительный полюс. Но даже и без пайки и сварки перегревать аккумуляторы нельзя — максимально допустимая рабочая температура не должна превышать +50 0С. а при точечной сварке прогреться успевают только точки касания пластины к корпусу, обеспечивая расплав металла, но без термического воздействия на внутренний объем элемента. Существует два вида точечной сварки — ударная и трансформаторная. Первая действует по принципу прямого подключения сварочных контактов к конденсатору. Заряжается он от диодного выпрямителя. Действует схема достаточно эффективно и такой аппарат для быстрой точечной сварки батарей аккумуляторов популярен среди конструкторов-любителей, которые разработали ряд несложных, но рабочих схем. Второй вид предполагает использование специального вида трансформаторов, которые преобразуют обычный сетевой ток в специальный сварочный, силой до 1000 А и напряжением 2-3 В. Умельцы изготавливают такие аппараты из трансформаторов от микроволновой печи. Найти в интернете схемы таких устройств несложно. Точечная сварка для аккумуляторов может быть сделана и из обычного автомобильного аккумулятора. Это самый простой аппарат точечной контактной сварки, в котором длительность импульса не регулируется, необходимо подбирать экспериментальным путем. Лучше всего это делать на использованных батарейках или выработавших свой ресурс литий-ионных или никель-кадмиевых элементах. На новых тренироваться опасно — можно повредить батарею, если воздействие тока будет слишком длительным и успеет ее перегреть. Увидеть, как работает сварочный аппарат для аккумуляторов можно на видео: Сложность его в микроконтроллере, собрать который под силу только людям, хорошо смыслящим в радиотехнике. Но дело в том, что аппарат для точечной сварки аккумуляторов чаще всего именно им и требуется. Поэтому особых трудностей как с перемоткой трансформатора, так и с подключением микроконтроллера быть не должно. Трансформатор от микроволновки мощностью 1-1,2 кВт подвергается переделке — удаляются магнитные шунты и вторичная обмотка. Затем наматывается другая, из провода сечением 35 мм2 в стандартной резиновой или самодельной многослойной изоляции. Диаметр такого провода равен 12 мм. Необходимо всего витков 2-3. В режиме холостого хода напряжение на трансформаторе составляет 1,8-2 В, сила тока — не более 1,9 А. Управление может быть выполнено таким образом, как показано в ролике, или использовать микроконтроллер другого типа, который позволяет регулировать длительность импульса в пределах от 30 до 100-150 мс. Включается аппарат кнопкой или, что удобнее, педалью. Можно приспособить педаль от швейной машинки или зубоврачебного кресла. Не отличается особой сложностью и сварка конденсаторая . Принципиальная схема ее проста и понятна, но способы реализации отличаются широтой подходов к выбору комплектующих, но результат примерно одинаковый — никелевые пластины привариваются прочно и надежно, причем без перегрева элементов. Самодельный аппарат для точечной сварки аккумуляторов может отличаться достаточно высокой степенью универсальности. Схема конденсаторной сварки: Не менее важной частью аппарата точечной сварки являются электроды. Очень часто их роль исполняют жала обычных паяльников, которые затачиваются на правильный или эксцентричный конус. Если таких деталей нет, то используется обычный медный провод, диаметром 2-5 мм. При установке электродов важно, чтобы они были надежно припаяны к токоведущим проводам или закреплены в гильзе — неплотный контакт приводит к снижению силы тока и перегреву участков соединения. Диаметр провода не может быть ниже толщины электрода — сила тока очень большая и его потери на нагрев вне зоны работы электродов нежелателен. Электроды прижимаются к пластине руками или при помощи специального прижимного устройства на рычажном кронштейне. Второй вариант более предпочтительный — можно выставить фиксированное расстояние между точками контакта (как правило — 5-6 мм) и иметь возможность точно отрегулировать длительность импульса. Прижимное устройство должно обладать возможностью изменения расстояния между электродами, чтобы можно было работать с деталями разного размера. Выбор вида сварки для аккумуляторов зависит от наличия деталей для ее сборки, частоты использования и квалификации мастера. Но следует учесть, что простота схемы и эффективность применения, которую можно увидеть на видеороликах, кажущаяся. Как и большинство сварочных аппаратов, эти установки требуют точности в расчетах и монтаже, экспериментальной проверки и настройки. Если при первом опыте прочность соединения оставляет желать лучшего или металл прогорит — унывать не следует, это только локальная неудача. Опыт самодеятельных конструкторов говорит о том, что сделать точечную сварку своими руками для аккумуляторов или иных мелких соединений, которые трудно или невозможно собрать на винтовых метизах или пайкой, вполне возможно. Для этого потребуется только терпение и некоторые навыки и знания в электротехнике и электронике. Если вы обладаете собственным опытом изготовления точечных сварочных аппаратов для аккумуляторов, в вашем арсенале есть реальные схемы рабочих аппаратов — поделитесь ими с читателями нашего сайта. Может так случиться, что вы изобрели действительно уникальный аппарат. wikimetall.ru Точечная сварка для аккумуляторов своими руками – процесс несложный и вполне реальный для выполнения самостоятельно – своими руками. Разберемся с его сутью и технологией исполнения. Нагревание соединяемых деталей – главный принцип контактной сварки. Такого рода тепловое воздействие вовсю используется в ремонтах аккумуляторов. Ремонт можно проводить с помощью специальных аппаратов из магазина, а можно применять аппарат, сделанный своими руками. По качеству работы контактная точечная сварка для аккумуляторов своими руками не может сравниться с заводскими вариантами. Но если вести речь о домашних нуждах и кустарных мастерских, то такая бюджетная опция вполне приемлема по многим параметрам. Рельефная контактная сварка аккумуляторов. Чаще всего контактный способ применяется для соединения клемм на аккумуляторах. Следует отметить, что контактная сварка для аккумуляторов становится популярнее и популярнее. Для аппаратов, которые будут использоваться в домашнем обиходе, будет вполне достаточно скромных технических характеристик: ведь функция таких аппаратов – крепление клемм, то есть маленьких металлических пластинок. Приемлемые параметры – ток в пределах 400 – 1200 А и время воздействия импульса в пределах 450 миллисекунд. Преимущества: Недостатки: Чертеж устройства для сварки аккумуляторов. В общем устройстве аппарата точечной сварки аккумуляторов своими руками присутствуют две части: механическая и электрическая. В механической части электроды проводят электричество, элементы для сжатия оказывают давление на заготовки. В заводских устройствах применяется гидравлика, но в домашних условиях все действия чисто механические. В электрической части главный элемент – сварочный трансформатор, который связан с системой подачи электроэнергии и прерывателем первичной цепи. В этой части могут присутствовать элементы сложной электроники, но это касается лишь заводских моделей, в самодельных аппаратах такого нет. Принцип действия аппарата для точечной сварки достаточно простой. Он основан на действии тепловой энергии. Вот как это происходит: электрический ток подается на электроды, которые находятся в тесном контакте с металлическими деталями. В области образования сварочного ядра в месте соединения электроды подвергаются механическому воздействию и плотно прижимаются к свариваемым заготовкам. При поступлении тока детали нагреваются и привариваются друг к другу.
Сварка аккумуляторов своими руками требует соблюдения важнейших правил: прежде всего это ювелирная тщательность исполнения каждого шага.
Точечная сварка для аккумуляторов. Этапы производства аппарата следующие: Устройство сварочника для аккумуляторов. Это, пожалуй, самый быстрый способ конструирования агрегата для сварки батарей, в котором нет необходимости специальной перемотки трансформатора. Это самодельная точечная сварка для аккумуляторов от автомобиля. Этот вариант мини сварки отличается простотой комплектации и очень понятным принципом работы. Источником электрического тока в данном случае является заряженный аккумулятор от машины. Он должен быть достаточно мощным, в противном случае он может расплавиться от значительного нагрева электродов. Для того, чтобы приварить контакт из клемм на батарее, достаточно эти клеммы замкнуть. Два медных электрода зафиксированы в электрической колодке. Электроды покрыты по всей длине изоляцией. Для соблюдения постоянства расстояния между ними крепится специальный соединитель. Как только провода от АКБ зафиксируются в клеммнике колодки, сварку от автомобильного аккумулятора можно проводить.
Единственный серьезный риск при такой технологии – прожиг пластины вследствие высокого напряжения при ее неполном контакте с поверхностью.
Хорошим решением по минимизации этого риска будет подточка электродов надфилем для максимально плотного контакта. Мы уже писали выше, что параметры работы самодельного аппарата не могут сравниться с заводскими аналогами, что вполне понятно и приемлемо для домашних работ. Но данный факт вовсе не означает, что качество работы и соответствие требованиям можно не проверять. Технический тест следует проводить с ненужной деталью. Сначала процесс контактной сварки из аккумулятора своими руками можно осуществить на малой мощности. Если он прошел нормально, вторым тестом можно сделать пробную сварку с максимальной мощностью. tutsvarka.ru Для того чтобы сделать аппарат для точечной сварки необходим донор, в роли которого идеально подойдёт старая микроволновая печь. Из такого донора получится аппарат с выдаваемой мощностью в 800 Вт, который легко будет справляться с тонкими (1-1,5 мм) металлическими листами. Вообще, сгодится любая микроволновая печь, но чем она будет больше, тем более мощным в ней будет высоковольтный трансформатор, что и является главной деталью для самодельного аппарата. В трансформаторе располагается сердечник, который скрёплен сварными швами, первичная (более толстый провод) и вторичная обмотка. Для изготовления сварочного аппарата понадобится обмотка из самого трансформатора микроволновки. Для того чтобы её извлечь необходимо разрезать шов ножовкой и добраться с помощью долота и молотка к обмотке. Как только трансформатор раскрылся, и первичная обмотка стала доступна, её нужно аккуратно достать, при этом, не деформируя её. Если извлечению первичной проводки мешает вторичная, то её можно аккуратно разрезать и достать частями. В итоге после разбора трансформатора, должен остаться сердечник и первичная обмотка, которую необходимо тщательно очистить. На следующем этапе необходимо восстановить вторичную обмотку на трансформаторе. Для этого сгодится медный провод с сечением, равным прорезям в изъятом сердечнике. Для вторичной обмотки будет достаточно двух витков. Далее, нужно скрепить сердечник и основание трансформатора с помощью эпоксидной смолы и зафиксировать конструкцию в тисках, для большей надёжности. С помощью вольтметра необходимо смерить напряжение трансформатора, которое должно ровняться двум или чуть более вольтам, но сила тока — более 800 Ампер Следующим шагом будет изготовление деревянного корпуса для сварочного аппарата, который будет состоять из коробки, куда помещается трансформатор и два рычага. На задней части корпуса необходимо сделать отверстия для выключателя и питания, а после этого детали можно отшлифовать и окрасить. Для изготовления электродов аппарата понадобятся два медных провода длиной 2,5 см, которые необходимо зажать в держателях как можно плотнее. После этого можно приступать к монтированию выключателя и кабеля питания, для которых уже заблаговременно были изготовлены отверстия на задней части корпуса. Далее, нужно закрепить трансформатор с помощью саморезов, на один из которых должна крепиться клемма для заземления. Для того чтобы верхний рычаг всегда был открыт, можно использовать обычную резинку, которая и обеспечит нужное натяжение. Боковины конструкции также должны крепиться на болты, а рычаги аппарата фиксируются с помощью гвоздя, который создаёт ось. Контактные электроды можно закрепить на торцевой части рычагов, а их провода крепятся в разные стороны. Аппарат для точечной сварки готов. Использовать такой аппарат можно следующим образом: поместите тонкие листы металла между электродами, затем нажмите на кнопку (микрик) в течении 5-6 секунд. Мощный импульс электрического тока нагревает детали до температуры плавления, а давления электродов еще больше укрепляет сварное соединение. Теперь можете убрать свой палец с кнопки, и подождать пока сварной шов не остынет. Не советуется так делать: После того, как выгорят электроды, их можно легко заменить: Видео по теме: volt-index.ru Не один раз сталкивался с необходимостью соединить две или несколько металлических деталей малого размера. В таких деталях очень сложно применить винтовое соединение или соединить их заклепками. Для таких целей удобно применять точечную сварку. Так же точечная сварка применяется для соединения Li-Ion и NiCd аккумуляторов в батареи для ноутбуков, шуруповертов и других мобильных устройств. Решил собрать самостоятельно. Решено. Сделано. Как и большинство поисков нужной информации начинаются с гугла. По словосочетанию "точечная сварка" получаем ссылки на ютуб. Меня вдохновили следующие устройства: Програмирование PIC контроллеров для меня не проблема, так как имеется у меня PicKit2. Схема вполне работоспособна. Решено. Сделано. И так собрав все компоненты в кучу получилось вот так: Закреплены под углом. Таким образом подымая и опуская электроды можно регулировать расстояние между точками сварки. Конструкция исключительно для личного использования, потому вместо педали маленькая кнопка на проводке :) и нет защитного кожуха. К стати основание аппарата - толстенное оргстекло извлеченное из испорченной матрицы старого ЖК монитора :) Замечу что количество энергии выдаваемое на электроды при одном нажатии кнопки задается количеством периодов переменного тока сети (50Гц). Это количество составляет от 1 периода до 99 (0,02 - 2 сек). Результаты приваривания никелевой ленты к аккумуляторам 18650 от батареи с ноутбука. Энергия 2 периода :) На всякий случай дублирую файлы прошивки. Напоминаю прошивка не моя, и схема не моя. Оригинал статьи тут. www.guslab.com.ua Металлические детали соединяют с помощью термического воздействия. Точечная сварка выполняется специальным оборудованием, которое можно приобрести или сделать самостоятельно. Схема точечной сварки. Точечная сварка контактная — это термоэлектрический процесс, способствующий генерации тепла на металлических поверхностях, которые соединяются пропусканием электрического тока. Направленное движение заряженных частиц может быть заменено силовым воздействием, но ток считается более простым и эффективным методом для сварки металлических деталей и аккумуляторов своими руками. Сварка аккумуляторов своими руками представлена в виде простого процесса, который требует регулярной проверки состояния контактов. Изменение их физических свойств: загрязнение, возникновение шероховатостей или окисление может способствовать снижению качества сварки. Аппарат, с помощью которого выполняется точечная сварка аккумуляторов, не должен обладать большой мощностью. Его можно сконструировать своими руками. Циклограммы процессов контактной точечной сварки. За основу для самодельного оборудования взято устройство для намагничивания монтажного инструмента. Необходимо заняться щупами, которые задействуются в сварочном процессе. Изготавливать «карандаши» нужно из медной шины 10 мм в толщину. К «карандашам» требуется припаять провод с сечением в 16 кв. мм, оснастив конструкцию термоусадкой. «Сердце» устройства представлено в виде тиристора «Т123-250-4» и конденсатора, а питание производится от ЛАТР. Допускается применение альтернативного питания. Оно должно позволять регулировать напряжение заряда конденсаторов, которые спаиваются толстыми проводами или полосками из меди. Обеспечить дополнительное шунтирование конденсаторов и снизить нагрузку на их вывод можно, допаяв 4-х пленочный конденсатор «К73-17» мощностью в 63 В. Мощность основного конденсатора равняется 80 000 мкф. В некоторых разработках используют устройства мощностью до 600 000 мкф. Детали нагреваются за счет подачи кратковременного импульса сварочного тока. Длительность импульса колеблется в пределах 0,01-0,1 с. Этот показатель зависит от условий сварки. Импульс расплавляет металл в зоне электродов. После снятия импульса тока на протяжении определенного периода детали удерживаются под давлением для остывания и кристаллизации расправленного ядра. Схема изготовления сварочного оборудования. За счет прижатия деталей в момент сварочного импульса образуется вокруг расплавленного ядра уплотняющий пояс. Он препятствует выплеску расплава из зон сварки. Для обеспечения условий для оптимальной кристаллизации расправленного металла рекомендуется снимать усилие сжатия электродов с определенной задержкой по завершении сварочного импульса. Чтобы получить качественный сварочный шов, предварительно свариваемые поверхности подготавливают (зачистка от оксидных толстых пленок). Для сварки листов толщиной в 1-1,5 мм используют конденсаторную сварку. Конденсаторы необходимо заряжать от сети непрерывно. При выполнении сварочных работ конденсаторы разряжаются, обеспечивая нужный режим сварки. Подобные источники используют для сварки сверхминиатюрных и миниатюрных деталей в радиотехнической и электронной промышленности. К плюсам точечной сварки специалисты относят высокую экономичность, механическую прочность швов и автоматизацию сварочных процессов. Из недостатков точечной сварки специалисты выделяют отсутствие герметичности сварочных швов. Оборудование, с помощью которого выполняется сварка аккумуляторов своими руками, конструируют из старого ЛАТР, фанеры, толстого провода из меди в оболочке, 2-х толстостенных трубок из меди. Фанера необходима для создания корпуса. Конструирование аппарата для точечного сваривания аккумуляторов своими руками начинается с разбора ЛАТР, отсоединения от трансформатора лишних деталей и вытаскивания его наружу. Его обмотка будет использоваться в устройстве в качестве сетевого элемента. Следующий этап заключается в изготовлении вторичной обмотки. Вокруг колес накручивают толстый медный провод в 5 витков. Обмотка поможет получать низкое напряжение, не более 5 В, сохраняя большой ток. Благодаря его наличию происходит соединение листовых деталей точечным свариванием. Выключатель изготавливают из педали. Провода, идущие к электродам от модернизированного трансформатора, должны быть достаточно короткими. Металлическую деталь необходимо разместить в рабочей области и нажать на педаль, обеспечивая подачу тока на трансформатор. За нажатием на рычаг следует соединение электродов. Ручку требуется сразу разжать и вернуть в начальное положение, так как у аппаратуры, произведенной кустарным методом, нет ограничения тока, и удерживание электродов замкнутыми дольше необходимого может быть опасным. Соблюдение техники безопасности позволит соединять детали из металла без приобретения профессионального оборудования. moyasvarka.ru При конструировании механизмов и корпусов, для реставрации некоторых поверхностей часто применяют термический метод соединений. Элементы конструкции могут соединяться между собой и другими более простыми способами, но у этого метода есть свои особенности. Сегодня мы поговорим о точечной сварке и об оборудовании, при помощи которого можно ее выполнять, а также о возможности сборки такого аппарата своими руками. Содержание: Вначале разберемся с принципами и процессами, на которых построен метод точечной сварки. В отличие от других методов сварки металлов, этот метод является термоэлектрическим. Если газовая сварка это только термический процесс и способность проводить электричество не влияет на результат операции, то точечная сварка подразумевает прогрев двух соединяемых поверхностей под действием проводимого в них тока. Электросварка тоже построена на похожем принципе, но она подразумевает непосредственное участие наплавляемого электрода. Контактная точечная сварка этого не требует. Достаточно только двух поверхностей. Кроме направленного движения заряженных частиц в процессе могут применяться другие силы, но ток все же является приоритетной силой, которую можно использовать в гаражных или домашних условиях. В любом случае, контактно-точечная сварка может заменить практически во всех случаях электродную. Вкратце, вот преимущества этого метода: Не нужно даже углубляться в физические тонкости, для того, чтобы понять основной принцип действия точечной сварки — ток проходит через контактное плотное соединение, выделяя достаточное количество тепла для прочного соединения в месте сжатия. Точечная сварка предполагает идеальное прилегание двух свариваемых поверхностей без всякого окисления, шероховатостей и тем более грязи и пыли. Для того, чтобы определить главный параметр для сваривания конкретного материала, количество тепла, пользуются простейшей формулой: Стоимость готового сварочного аппарата для точечной сварки достаточно высока, а покупать такой агрегат для ремонта одного аккумулятора в год, согласитесь, нецелесообразно. Если аппарат не будет использоваться на профессиональном уровне и не сможет себя окупить в ближайший срок, то его можно изготовить самостоятельно, причем точечная сварка своими руками из микроволновки, точнее из трансформатора к ней, по качеству проведенных работ ничем не будет отличаться от работ, выполненных профессиональным агрегатом. Собирается устройство по очень немудреной схеме. Вот она. Для удобства пользования главное, подобрать рычаги правильной длины для крепления медных электродов. Электроды будут смыкаться, а при подаче тока они обеспечат прохождение его через материал. Трансформатор от СВЧ-печи позволит проводить сварку стальных листов, толщина которых не превышает 0,8-1 мм. Если требуется изготовить аппарат мощнее, в схему включается второй трансформатор. От донорского трансформатора используется только первичная обмотка и сердечник. Принцип сборки устройства довольно доступно пояснен на схемах, а электроды из меди нужно применять такой формы, которую диктует ремонтируемое изделие. Диаметр медного электрода может быть от 10 до 40 мм, в зависимости от нагрузки на него. Сварка точечная алюминия или аккумуляторов выполняется на основе данных, которые мы представили в таблице. Правила эксплуатации устройства понятны и просты. Самое главное при сварке алюминиевых деталей или восстановлении аккумулятора — включать и выключать устройство только в том случае, когда контакты подсоединены к свариваемой поверхности и электроды полностью сжаты. В противном случае будет наблюдаться сильное искрение, что способствует подгоранию электродов и быстрому их износу. При сварке очень желательно использование принудительного охлаждения. Но если нет технологической возможности установить вентилятор достаточной мощности, тогда следует чаще контролировать температуру рабочего органа во избежание перегрева. Опыт при сварке — это главная составляющая успеха. Основная задача состоит в том, чтобы поймать правильный момент выключения напряжения на электродах для предотвращения прогорания материала и быстрого износа электродов. Без ошибок, конечно, не обойтись, но набив руку, можно будет выполнять простейшие операции, требующие сварки контактным методом самостоятельно. Читайте также Газовые горелки для пайки своими руками. Срок годности автомобильного огнетушителя ladamaster.com Контактная точечная сварка деталей основана на соединении их друг с другом за счет тепла, которое выделяется при прохождении большого по величине тока через место их контакта. Особенностью этого вида сварки является импульсный характер протекающего тока. Импульс очень короткий, обычно он измеряется долями секунды, а сила тока, наоборот, очень велика, сотни, а то и тысячи ампер. Используют контактную сварку как в промышленности, так и дома. В домашних условиях она незаменима при починке бытовой техники, при любительском конструировании. Контактная сварка позволяет решить задачу надежного крепления выводов к аккумуляторам при замене батарей в ноутбуках и им подобных устройствах. В последнее время она стала весьма актуальной. Для надежного крепления тонкой металлической пластинки к выводу аккумулятора необходим импульс тока со следующими параметрами: При данном виде сварки электронергия накапливается в электрическом поле конденсатора большой емкости, заряжаемого обычно от выпрямителя переменного тока. При разрядке конденсатора эта энергия преобразуется в тепловую, нагревая места контакта соединяемых деталей. Преимущества этого способа сварки: Схемы, приведенные на рисунке 1, иллюстрируют две основные разновидности конденсаторной сварки: Эти схемы лишь иллюстрируют принцип сварки за счет разряда конденсатора, а на деле в таком виде для практической сварки они малоприменимы. Немного усложнив эти схемы, используя относительно недорогие узлы и детали, можно получить вполне работоспособные устройства. В качестве примера на рис. 1в приведена принципиальная схема вполне работоспособного устройства, основное назначение которого – точечная сварка для аккумуляторов. Это аналог бестрансформаторной схемы с тиристором в качестве управляющего ключа. При изменении с помощью переключателя SA1 переменного напряжения, снимаемого с вторичной обмотки трансформатора Т1 в пределах от 25 до 40 В, меняется напряжение, до которого заряжается конденсатор С1. Соответственно, меняется и энергия импульса. Чтобы эта энергия была достаточной, емкость конденсатора должна быть достаточно большой (не менее 50000,0 мкФ). Диоды VD1 должны быть рассчитаны на ток 5-1- А и обратное напряжение не ниже 50 В (любые из серии Д243-Д245). Резистор R1 ограничивает величину зарядного тока. Если нажать на кнопку SA2, замыкается цепь управляющего электрода тиристора VD5, в результате чего тиристор переходит в открытое состояние, а конденсатор С1 разряжается на свариваемые детали. После разряда конденсатора прямой ток через тиристор уменьшается, он снова переходит в непроводящее состояние. Конденсатор заряжается, устройство готово к новому циклу. Тиристор VD5 импульсный, рассчитанный на максимальный ток порядка 500-700 А. Подойдут тиристоры Т123-250, Т123-320. Основной элемент описанных в этом разделе устройств – сварочный трансформатор. Изготовить его своими руками совсем несложно. Нужен магнитопровод с площадью поперечного сечения порядка 40 см2. Имеется в виду площадь сечения среднего стержня Ш-образного сердечника или площадь поперечного сечения тороидального. Первичная обмотка трансформатора Т2 на рис. 2 содержит 221 виток провода сечением 2,5 мм2 с отводами от 214, 207 и 200-го витков. В схеме на рис. 3 она содержит 200 витков. Вторичная обмотка содержит 7 витков шинки площадью сечения 50 мм2. Между этими обмотками следует проложить несколько слоев лакоткани или другой изоляции. Это увеличит электробезопасность трансформатора. В начальный момент времени тиристор VD9, который включен в диагональ выпрямительного моста VD5-VD8, закрыт, ток через первичную обмотку сварочного трансформатора отсутствует. Конденсатор С1 заряжается до напряжения около 15 В от маломощного выпрямителя на диодах VD1-VD4 через размыкающий контакт кнопки SA2. Если нажать на эту кнопку, заряженный конденсатор через ее замыкающий контакт и резистор R1 подключается к управляющему электроду тиристора VD9, открывая его. Первичная обмотка трансформатора Т2 оказывается подключенной к сети напряжением 220 В. В результате во вторичной обмотке сварочного трансформатора, которая замкнута на свариваемые детали, возникает мощный импульс тока. Длительность этого импульса определяется параметрами цепочки R1C1 и может регулироваться подстроечным резистором R1. В конце разряда конденсатора, когда ток в цепи становится меньше, чем Iуд, тиристор снова закрывается. Мощность импульса можно регулировать переключателем SA3. При перемещении движка переключателя вверх (на схеме) напряжение, снимаемое со вторичной обмотки, а с ним и мощность импульса, уменьшается. Трансформатор Т1 понижающий. Может быть использован любой маломощный трансформатор с напряжением на вторичной обмотке порядка 12 В. Диоды VD1-VD4 – выпрямительные малой мощности. Тиристор VD9 должен выдерживать прямой ток порядка 50 А и обратное напряжение не менее 220 В. Подойдет ПТЛ-50 или какой-нибудь другой с аналогичными параметрами. Диоды VD5-VD8 должны быть достаточно мощными. Подойдут 2 Д977, но можно попробовать применить Д232. Если возникают затруднения с приобретением тиристора, имеющего необходимые параметры, можно попробовать заменяющую его релейную схему (см. рис. 3). На этой схеме реле К1 маломощное, типа РЭС-6 (паспорт РФО.452.110), с сопротивлением обмотки 2,5 кОм. К2 – мощное реле на напряжение 220 В, контактор или пускатель. Схема на рис. 3а позволяет задать необходимую длительность импульса. Выбранный переключателем один из электролитических конденсаторов С1-С8 заряжается через размыкающий контакт кнопки SA1 от источника постоянного напряжения 45-50 В. При нажатии на кнопку конденсатор разряжается через обмотку реле К1. Формируется временной импульс, продолжительность которого определяется емкостью конденсатора и сопротивлением обмотки реле. http://youtu.be/LvIyLUOzS64 На это время замыкающий контакт К1.1 включает цепь питания мощного сетевого реле К2. Его замыкающий контакт К2.1 формирует импульс в первичной обмотке трансформатора для сварки Т1. Как и в схеме с тиристорным ключом, импульс тока, возникающий во вторичной обмотке, сваривает детали. Вместо большого числа конденсаторов можно использовать всего 3-4, соединяя их последовательно для уменьшения и параллельно – для роста суммарной емкости. В качестве электродов в самодельные точечные аппараты для сварки обычно вставляют медные стержни. Удобно использовать стержни от паяльников. Длина проводов между трансформатором и электродами должна быть минимальной, их сечение не меньше диаметра электродов. На оба конца каждого провода желательно надеть медные наконечники и хорошо пропаять. Если при обычной точечной сварке соединяемые детали зажимаются между электродами, то при приваривании выводов к аккумуляторам приходится использовать иную технологию. Электроды располагаются параллельно на расстоянии порядка 5 мм друг от друга. Будущий вывод прижимается электродами к полюсу аккумулятора, и нажатием пусковой кнопки сварочный аппарат формирует импульс тока. Металлическая полоска надежно приваривается к аккумулятору в местах прижима электродов. Пусть сегодня приобрести сварочное оборудование достаточно просто, но домашнего мастера эти устройства не всегда удовлетворяют. Изготовить для своих самоделок сварочный аппарат с нужными характеристиками несложно – достаточно уметь читать схемы, работать паяльником и другими незамысловатыми инструментами. Источник: moyasvarka.my1.ru teora-holding.ruКак сделать точечную сварку для аккумуляторов своими руками? Точечная сварка для аккумуляторов своими руками схема
Точечная сварка для аккумуляторов своими руками
Как приварить контакт к аккумулятору
 Слишком большой мощности не требуется, но особенности точечной сварки состоят в пропускании короткого импульса сварочного тока большой силы. Для аккумуляторов достаточно 400-800 А. Это достаточно сильный ток, который требует к себе уважительного отношения.
Слишком большой мощности не требуется, но особенности точечной сварки состоят в пропускании короткого импульса сварочного тока большой силы. Для аккумуляторов достаточно 400-800 А. Это достаточно сильный ток, который требует к себе уважительного отношения.Как собрать трансформаторную сварку для аккумуляторов

Электроды

схема аппарата и как сделать

Особенности

Преимущества и недостатки точечной сварки для аккумуляторов
Устройство и принцип работы

Этапы изготовления

Вариант аппарата из автомобильного аккумулятора

Проверка качества работы самодельного аппарата
Как самостоятельно сделать аппарат для точечной сварки



























































Точечная сварка для аккумуляторов (для ноутбуков, шуруповертов)
Кому лень читать. Альбом фоток здесь!
Точечная сварка для аккумуляторов своими руками — пошаговая инструкция

Принцип действия

Технология пайки

Пошаговая инструкция
Точечная сварка своими руками из микроволновки
Что такое точечная сварка


Расчет и применение точечных методов сварки

 Не правда ли, просто. Поэтому точечную сварку используют в радиотехнике для соединения хрупких деталей, но нас больше интересует применение точечной сварки при ремонте автомобильных аккумуляторов, хотя применяют ее и для реставрации практически всех бытовых и промышленных приборов.
Не правда ли, просто. Поэтому точечную сварку используют в радиотехнике для соединения хрупких деталей, но нас больше интересует применение точечной сварки при ремонте автомобильных аккумуляторов, хотя применяют ее и для реставрации практически всех бытовых и промышленных приборов.Аппарат для точечной сварки своими руками


 Комплектующие, как видно из схемы, самые простые. Самой дорогой деталью является трансформатор, который можно выцарапать из любой микроволновой печи. Если потребуется аппарат большей мощности, то в цепь просто добавляется еще один транс. Аппарат состоит из таких элементов:
Комплектующие, как видно из схемы, самые простые. Самой дорогой деталью является трансформатор, который можно выцарапать из любой микроволновой печи. Если потребуется аппарат большей мощности, то в цепь просто добавляется еще один транс. Аппарат состоит из таких элементов:


Точечная сварка аккумуляторов и алюминия



Самодельные точечные сварочные аппараты для аккумуляторов своими руками - Сварка своими руками от А до Я

Точечная сварка для аккумуляторов
Конденсаторная сварка
Сварочные аппараты на основе понижающего трансформатора
Технология сварки

интернет-магазин светодиодного освещения
Пн - Вс с 10:30 до 20:00
Санкт-Петербург, просп. Энгельса, 138, корп. 1, тк ''Стройдвор''










Поделиться с друзьями: