Сооружение вольеров для домашних животных, обустройство систем водопровода и канализации, создание красивых подставок для растений и множества других полезных вещей — все это позволяет сделать сварочный аппарат. При желании простой агрегат для домашней работы можно собрать своими руками. Схема сварочного аппарата будет различаться в зависимости от того, какую именно модель вы решите собрать. Далее представлены руководства по изготовлению самых распространенных вариантов. Изучите предложенные инструкции и приступайте к сборке наиболее подходящего под ваши требования агрегата. Схема мостового выпрямителя сварочного аппарата, с указанием полярности при сварке тонколистового металла. Перечень материалов и инструментов, необходимых для сборки сварочного аппарата, будет меняться в зависимости от того, какой именно агрегат вы решите собрать. Следующие элементы являются основными. Обязательно подготовьте их, а все остальное добавляйте уже по мере необходимости. Вам понадобится: Принципиальная схема сварочного аппарата работающего с электродами диаметром до 4 мм. Рассматриваемый в данной инструкции сварочный аппарат будет работать с электродами диаметром до 4 мм. Он позволит варить металлические изделия толщиной до 2 см. Принципиальная схема такой установки показана на следующем изображении: Рис. 1. Сварочный аппарат питается от сети переменного тока. Подходят сети и на 220 В, и на 380 В. В основе схемы этого сварочного аппарата лежит трехфазный понижающий трансформатор. Подойдет агрегат с характеристиками 380/36 В. Мощность устройства должна составлять 1-2 кВт. Особых требований к основе нет. Можно использовать даже экземпляр с одной сгоревшей обмоткой. Сначала вам нужно взять трансформатор и снять вторичные обмотки с каждой катушки, не разбирая при этом сердечник. Далее, вы перекусываете медную шину в нескольких разных местах. Трогать первичные обмотки крайних катушек не надо. Среднюю следует перемотать тем же проводом. Через каждые 30 витков создавайте отводы. В сумме их получается в среднем 8-10 штук. Чтобы не запутаться, на каждый отвод рекомендуется надеть бирку с личным номером. Далее, вам необходимо намотать вторичную обмотку на две крайние катушки до полного их заполнения. Для этого используйте силовой трехфазный многожильный кабель. Такое изделие должно содержать 3 провода диаметром порядка 7-8 мм и один немного меньшего диаметра. Подобный провод способен выдерживать высокое напряжение. Он характеризуется надежной изоляцией, а благодаря довольно большой гибкости у мастера появляется возможность сделать плотную намотку без необходимости предварительной разборки аппарата. Всего вы затратите примерно 25 м подобного кабеля. Вместо него можно использовать провод меньшего сечения, но в данном случае жилы необходимо будет сложить в 2 раза. Удобнее, если у вас будет помощник. Один сможет укладывать витки, а второй будет заниматься протягиванием провода. Способы намотки обмоток на сердечнике стержневого типа. Для изготовления клемм на выводы вторичной обмотки используйте медную трубку. Будет достаточно изделия длиной 3-4 см и диаметром 1-1,2 см. С одной стороны трубку нужно расклепать. В полученной пластине подготавливается отверстие 1 см в диаметре. С другой стороны нужно вставить предварительно зачищенные провода. Их следует обжать незначительными ударами молотка. На поверхности трубки делаются насечки керном. Это будет способствовать улучшению контакта. Панель, которая находится наверху трансформатора, необходимо освободить от штатных винтов с гайками М6. Вместо них установите 2 новых винта М10. Лучше, если они будут медными. К этим винтам вы в дальнейшем подключите клеммы вторичной обмотки. Под выводы первичной обмотки следует сделать дополнительную плату. Для ее создания используйте текстолит 3 мм в толщину. Плата прикрепляется к трансформатору. Перед креплением в ней необходимо просверлить 10 отверстий по 6 мм в диаметре каждое. В отверстия вставляются винты М6 с шайбами и гайками. В случае если вы будете подключать такой самодельный агрегат к 220 В, 2 крайние обмотки нужно соединять параллельно. Средняя последовательно подсоединяется к ним. Оптимальной является схема, при которой сварочный аппарат питается от сети на 380 В. В данном случае вы сможете соединить все первичные обмотки последовательно. В соответствии с условиями схемы сначала надо соединить 2 крайние, а уже потом среднюю обмотку. Выводы крайних обмоток нужно подключить к общей клемме. Остальные подсоединяются на клемму «Резка». Способы намотки обмоток для сварочного аппарата на тороидальном сердечнике. Средняя обмотка нужна для уменьшения напряжения и тока во вторичной обмотке. Электродержатель изготавливается из трубы ¾ дюйма. Подойдет изделие длиной 25 см. На расстоянии в 3 и 4 см от краев трубы с ее обеих сторон нужно при помощи ножовки выпилить выемки. Глубина этих выемок должна составлять приблизительно половину диаметра трубы. С целью обеспечения возможности прижатия электрода к держателю возьмите отрезок стальной проволоки и приварите его к трубе над выемкой большего размера. Проволока должна быть 6 мм в диаметре. С противоположной стороны вам нужно подготовить отверстие 8,2 мм в диаметре, взять винт М8 с гайкой и медную клемму, после чего подключить к держателю отрезок кабеля. Кабель должен быть таким же, из которого была намотана вторичная обмотка. В завершение возьмите шланг из капрона или резины и наденьте его сверху на трубу. На этом сборка такого сварочного аппарата практически завершена. Нужно лишь разобраться, какие требования по условиям схемы предъявляются к подключению и работе с таким аппаратом. Вернуться к оглавлению Схемы подключения сварочных аппаратов. Для подключения такого сварочного аппарата понадобятся провода сечением от 1,5 мм2. Подключается агрегат через рубильник. Один провод пойдет на вывод «1» — «8» (конкретный выбирайте в соответствии с величиной сварочного тока), а второй вы пустите на клемму «Общ.». Наиболее мощный ток вы сможете получить на клемме «Резка». На первичной обмотке ток будет не больше 25 А. По вторичной обмотке идет ток 60-120 А. Помните о том, что схема такого сварочного аппарата не предполагает его использования для выполнения больших объемов работ. Израсходовав 10-15 электродов на 3 мм в диаметре, обязательно дайте агрегату остыть. Если же вы работаете с электродами на 4 мм, давать аппарату отдыхать нужно будет еще чаще. Работа с электродами на 2 мм таких вынужденных перерывов не потребует. Быстрее всего сварочный аппарат нагревается при работе в режиме «Резка». В данном случае он потребует гораздо более частого отдыха. Вы можете резать практически любой металл. С изделиями «бытовой» толщины аппарат справляется безо всяких проблем. При изменении режимов сварки обязательно отключайте сетевой рубильник ради собственной безопасности и сохранности инструмента. Вернуться к оглавлению Рисунок 2. Схема сварочного аппарата из автомобильных аккумуляторов. Народные умельцы придумали самые разнообразные схемы сварочных агрегатов. При желании вы можете собрать сварочный аппарат даже из автомобильных аккумуляторов. При проведении сварочных работ электросети под нагрузкой в 3,5 кВ просаживаются по напряжению на 30 В и больше. Конечно же, вы могли бы потратить деньги на покупку отдельной электростанции для проведения работ со сваркой, но куда удобнее и выгоднее пойти другой дорогой. Вам достаточно взять 3-4 аккумулятора на 55-190 А/ч (лучше, чтобы этот показатель был выше). Аккумуляторы соединяются последовательно. Для соединения подходят подручные материалы типа проводов, зажимных пассатижей, проводов прикуривания и т.д. Схема позволяет использовать для сборки сварочного аппарата уже бывшие в употреблении аккумуляторы. Собрать агрегат своими руками вам поможет принципиальная схема, представленная на следующем изображении: Рис. 2. Абсолютно ничего сложного в конструкции такого сварочного аппарата нет. Схема предельно проста и понятна. Однако даже несмотря на такую легкость сборки и незатейливость конструкции, варит данный аппарат прекрасно. Не реже чем раз в неделю обязательно проверяйте уровень электролита. В течение рабочего дня аккумуляторы довольно сильно нагреваются, в особенности если на улице лето, и вода испаряется стремительными темпами. Существуют усовершенствованные схемы рассматриваемого сварочного аппарата. К примеру, вы можете дополнительно собрать зарядное устройство для аппарата, которое избавит вас от необходимости заряжать каждый аккумулятор в отдельности. Достаточно поставить агрегат заряжаться на ночь, и уже утром вы сможете спокойно с ним работать. Рисунок 3. Схема сборки сварочного автомата для мягкой сварки. При работе с электродом на 3 мм такой сварочный аппарат развивает ток в 90-120 А. Аккумуляторы без проблем выдерживают и в 2 раза большую нагрузку, так что никаких проблем возникнуть не должно, если все будет сделано по условиям приведенной ранее схемы. На выходе напряжение будет меняться в соответствии с количеством аккумуляторов, использованных для сборки аппарата. Меняется оно в диапазоне 42-54 В. Сила тока аппарата равняется 1/10 от емкости 1 аккумулятора в блоке. К примеру, если вы берете 55 А/ч, то зарядный ток будет составлять не более 5 А. Вернуться к оглавлению Существуют проверенные схемы аппаратов с выпрямителями. Такие модели работают на постоянном токе. Они характеризуются более высокими эксплуатационными качествами, чем «переменники». Но и их также необходимо настраивать и доводить. Схема агрегата была несколько усовершенствована. Внесенные в состав схемы изменения позволили сделать сварочный процесс более мягким. Непосредственно принципиальная схема такого агрегата показана на следующем изображении: Рис. 3. В состав аппарата включен конденсатор С1. Он размещается между отрицательным и положительным проводом выпрямленного тока. Применяется электролитический конденсатор на 15000 мкФ. Используйте устройство, рассчитанное на работу при напряжении в 100 В. Сварочный аппарат для мягкой сварки. Благодаря такому конденсатору будет обеспечиваться надежный и одновременно плавный поджог дуги. В случае если вы ограничены в финансах или не можете найти подобный конденсатор, замените его на С1 = 50 мк х 160 В. Только в данном случае нужно устанавливать конденсатор уже в цепь положительного полупериода тока. В первичную цепь рекомендуется установить бумажный конденсатор емкостью в 160 мкФ и рабочим напряжением 500 В. Подойдут конденсаторы МБГИ, МБГО и т.п. Благодаря этому элементу будут сглаживаться скачки напряжения электросети. Вернуться к оглавлению Сварочный полуавтомат с электроникой пригодится в любом хозяйстве. Работает он в защитной среде углекислого газа. Такой агрегат является незаменимым при сварке тонколистового металла, ремонте кузовов автотранспортных средств и прочих подобных работах. Собирается из доступных материалов, узлов и деталей. Нужно иметь минимальные навыки слесарных и токарных работ. При возникновении каких-либо сложностей с радио- и электротехникой лучше сразу обратиться к опытному радиолюбителю, чтобы сэкономить время и избежать трудностей. Рисунок 4. Схема сварочного полуавтомата с электроникой. Принципиальная схема такого агрегата показана на следующем изображении: Рис. 4. На этой схеме присутствуют следующие обозначения: Вернуться к оглавлению Принципиальная схема полуавтомата. Каждый тиристор такого аппарата будет работать только при условии наличия соответствующего полупериода сетевого напряжения анода. Сварочный трансформатор в такой схеме не имеет особых отличий от других подобных устройств. Первичную обмотку делайте из 220 витков медного провода. Лучше всего подходит провод диаметром 1,9 мм. Желательно, чтобы он был в стеклотканевой изоляции. На вторичную обмотку хватит 56 витков шины либо многожильного кабеля сечением 60 мм2. Каждый диод выпрямительного моста рекомендуется оснастить радиатором с площадью теплоотдачи 200 см2. Это улучшит охлаждение. Прежде чем приступать к работе с таким сварочным аппаратом, подведите направляющие на максимально возможное расстояние к роликам и затяните их гайками. Затем пропустите через направляющие, механизм, горелку и наконечник сварочную проволоку. Вверните наконечник в канал горелки, после чего наденьте защитный кожух. Последний нужно поджать винтом. Подключите шланг от баллона с углекислым газом с редуктором к пневмоклапану. При помощи редуктора выставьте давление газа на 1,5 атм. Включите питание, отрегулируйте скорость подачи проволоки при помощи резистора R7 и приступайте к работе. При работе с таким самодельным полуавтоматом следует использовать проволоку диаметром 0,8-1,2 мм. После нескольких небольших тренировок вы сможете получать сварные швы качеством не хуже, чем получали бы при работе с оборудованием заводской сборки. Зато самодельные агрегаты по стоимости получаются гораздо выгоднее готовых решений. Удачной работы! moiinstrumenty.ru Иногда, делая те или иные проекты с применением литиевых аккумуляторов, зрители часто критикуют, что литиевые батарейки нельзя паять. Контактная сварка — вещь нужная и в ходе этого ролика реализуем очередной интересный проект, а точнее соберем сварочный аппарат для контактной сварки конденсаторного типа. Ролик, скорее всего, будет изложен в трех частях. В первой части подробно показан принцип работы электрической схемы, основные параметры и подбор компонентов. Во второй части займемся монтажом и тестом. Ответы на многие вопросы именно в ролике. На самом деле есть очень много вариантов построения таких аппаратов, но остановимся на самом простом и безотказном. Это бестрансформаторная или ударная контактная сварка. Трансформатор в нашей схеме все же есть, он только для зарядки конденсаторов. Но есть сварочный аппарат, где емкость конденсаторов разряжается на место сварки не напрямую, а через разделительный трансформатор. Такие аппараты называют трансформаторными. В отличие от обычных аппаратов контактной сварки, в которых процесс происходит нагреванием двух металлов, конденсаторная сварка не нагревает деталь из-за очень кратковременного процесса сварки, это особенно хорошо для пайки аккумуляторов. Напряжение сетевого трансформатора выпрямляется двух полупериодным выпрямителем и заряжает электролитический конденсатор большой емкости. Целесообразно использовать батарею из параллельно соединенных конденсаторов одинакового напряжения и емкости. Емкости могут отличаться, важно чтобы конденсатры имели одинаковое расчетное напряжение. В момент сварки вся емкость конденсаторов разряжается на определенные точки, куда подключаются токосъемные контакты. В качестве этих контактов иногда могут быть использованы сами детали, которые нужно сварить вместе. Моментальный разряд емкости мощных конденсаторов вызыывает огромный скачок тока. Процесс очень кратковременный, но токи могут доходить до десятков тысяч ампер в зависимости от емкости и напряжения конденсаторной батареи. Кратковременные разряд такой емкости приводит к моментальному плавлению металла под электродами. Напряжение было выбрано в районе 40 вольт. Оно полностью безопасно для человека, хотя все зависит от организма. Для некоторых ощутимо даже 12 вольт, но во всяком случае 40 вольт не смертельно. Поскольку аппарат планировался с питанием от бытовой сети, нужно использовать понижающий трансформатор для зарядки конденсаторов. В представленном случае под рукой оказался трансформатор, который на вторичных обмотках может выдавать около 30 вольт при токе 1,5 А. Как раз отлично подходит для наших целей и после выпрямителя напряжение на конденсатора будет порядка 40 Вольт. из-за нестабилизированного источника это напряжение может отклоняться в ту или иную сторону в зависимости от напряжения в сети. В принципе подойдет любой трансформатор мощностью свыше 50 ватт, который обеспечивает на выходе нужное напряжение. От тока вторичной обмотки будет зависеть время зарядки конденсатора. Ддля ограничения тока заряда конденсаторов использован 10-ватный резистор проволочного типа с сопротивлением 10-15 ом. Если же не ограничивать ток заряда, то система будет потреблять колоссальные токи, вследствие чего может сгореть диодный мост. В аппарате предусмотрен тиристорный замыкатель и при нажатии слаботочной кнопки сработает мощный тиристор, который разрядит всю емкости конденсаторов. Иными словами происходит короткое замыкание. Далее смотрите на видео с 5:32 Для труб из полипропилена есть своя модель аппарата. Перед началом ролика его автор Ака Касьян рекомендует отличный инструмент для людей, которые занимаются ремонтом цифровой техники. Новый 2016 HDMI микроскоп Andonstar с отличными параметрами и возможностью передачи данных через HDMI порт. Микроскоп получил эксклюзивный пылезащищенный объектив с возможности максимально точной фокусировки Full HD разрешение и отличный процессорного Новотек 96650 и это далеко не все. Микроскоп дополнен мощной подсветкой и отличной металлической стойкой. Имеется слот для карт памяти до 32 гигабайт. Возможна также передача данных по USB. Запись видео в реальном времени и куча всевозможных настроек. Присутствует также русский язык. Одним словом отличный товар, хотя и не из дешевых, но понимающий человек оценит по достоинству. Если денег не жаль, действительно отличный продукт. Очень качественная картинка без шумов. Куплен в этом китайском магазине. izobreteniya.net 20 лет назад по просьбе товарища собирал ему надежный сварочник для работы от сети 220 вольт. До этого у него были проблемы с соседями из-за просадки напряжения: требовался экономный режим с регулировкой тока. После изучения темы в справочниках и обсуждения вопроса с коллегами подготовил электрическую схему управления на тиристорах, смонтировал ее. В этой статье на основе личного опыта рассказываю, как собрал и настроил сварочный аппарат постоянного тока своими руками на базе самодельного тороидального трансформатора. Она получилась в виде небольшой инструкции. Схема и рабочие эскизы у меня остались, но фотографии привести не могу: цифровых аппаратов тогда не было, а товарищ переехал. Содержание статьи Товарищу требовался аппарат для сварки и резки труб, уголков, листов разной толщины с возможностью работы электродами 3÷5 мм. О сварочных инверторах в то время не знали. Остановились на конструкции постоянного тока, как более универсальной, обеспечивающей качественные швы. Тиристорами убрали отрицательную полуволну, создав пульсирующий ток, но сглаживанием пиков до идеального состояния заниматься не стали. Схема управления выходным током сварки позволяет регулировать его величину от небольших значений для сварки вплоть до 160-200 ампер, необходимых при резке электродами. Она: Вес и габариты сварочного аппарата по сравнению с заводской моделью получились меньшими. Разместили его на небольшой тележке с колесиками. Для смены места работы один человек свободно перекатывал его без особых усилий. Провод питания через удлинитель подключали к разъему вводного электрического щитка, а шланги для сварки просто наматывали на корпус. По принципу монтажа можно выделить следующие части: Импульсная обмотка III расположена в зоне силовой II и подключается через конденсатор С. Амплитуда и длительность импульсов зависят от соотношения числа витков в емкости. Теоретически можно использовать любую модель трансформатора для питания сварочного аппарата. Главные требования к нему: На практике мне встречались разные конструкции самодельных или заводских трансформаторов. Однако все они требуют проведения электротехнического расчета. Я уже давно пользуюсь упрощенной методикой, которая позволяет создавать довольно надежные конструкции трансформатора среднего класса точности. Этого вполне достаточно для бытовых целей и блоков питания радиолюбительских устройств. Она описана у меня на сайте в статье об изготовлении трансформаторного паяльника Момент своими руками. Это усредненная технология. Она не требует уточнения сортов и характеристик электротехнической стали. Мы их обычно не знаем и учесть не можем. Умельцы делают магнитопровды из электротехнической стали всевозможных профилей: прямоугольного, тороидального, сдвоенного прямоугольного. Даже мотают витки провода вокруг статоров сгоревших мощных асинхронных электродвигателей. У нас была возможность пользоваться списанным высоковольтным оборудованием с демонтированными трансформаторами тока и напряжения. Взяли от них полосы электротехнической стали, сделали из них два кольца — бублика. Площадь поперечного сечения каждого по расчетам составила 47,3 см2. Их изолировали лакотканью, скрепили хлопчатобумажной лентой, образовав фигуру лежащей восьмерки. Сверху усиленного изоляционного слоя стали мотать провод. Провод для любой цепи должен быть с хорошей, прочной изоляцией, рассчитанной на длительную работу при нагреве. Иначе во время сварки она просто сгорит. Мы исходили из того, что было под рукой. Нам достался провод с изоляцией лаком, закрытой сверху тканевой оболочкой. Его диаметр — 1,71 мм маловат, но металл — медь. Поскольку другого провода просто не было, то стали обмотку питания делать из него двумя параллельными магистралями: W1 и W’1 с одинаковым числом витков — 210. Бублики сердечника монтировали плотно: так они имеют меньшие габариты и вес. Однако, проходное сечение для провода обмоток тоже ограничено. Монтаж затруднен. Поэтому каждую полуобмотку питания разнесли на свои кольца магнитопровода. Таким способом мы: Получить плотную намотку можно только из хорошо выровненной жилы. Когда мы снимали проволоку со старого трансформатора, то она получилась искривленной. Прикинули в уме необходимую длину. Конечно же ее не хватило. Каждую обмотку пришлось делать из двух частей и сращивать винтовым зажимом прямо на бублике. Провод растянули на улице по всей длине. Взяли в руки пассатижи. Зажали ими противоположные концы и потянули с силой в разные стороны. Жила получилась хорошо выровненной. Скрутили ее кольцом с диаметром около метра. Для обмотки питания мы использовали метод намотки ободом или колесом, когда из провода делается кольцо большого диаметра и заводится внутрь тора вращением по одному витку. Этот же принцип используется при надевании заводного кольца, например, на ключ или брелок. После того, как колесо заведено внутрь бублика его начинают постепенно раскручивать, укладывая и фиксируя провод. Этот процесс хорошо показал Алексей Молодецкий в своем видеоролике «Намотка тора на обод». Эта работа трудная, кропотливая, требует усидчивости и внимания. Провод надо плотно укладывать, считать, контролировать процесс заполнения внутренней полости, вести запись намотанного количества витков. Для нее мы нашли медный провод подходящего сечения — 21 мм2. Прикинули длину. Она влияет на число витков, а от них зависит напряжение холостого хода, необходимое для хорошего зажигания электрической дуги. Обычно справочники рекомендуют 60-70 вольт. Нам один опытный сварщик сказал, что в нашем случае будет достаточно 50. Решили проверить, а если не хватит, то дополнительно увеличить обмотку. Сделали 48 витков со средним выводом. Итого получилось на бублике три конца: Поскольку бублики скреплены и на них уже по краям колец смонтированы обмотки питания, то намотку силовой цепи выполняли методом «челнока». Выровненный провод сложили змейкой и просовывали для каждого витка через отверстия бубликов. Отпайку средней точки выполнили винтовым соединением с его изоляцией лакотканью. В работе участвуют три блока: От обмотки питания трансформатора 220 вольт подключен дополнительный трансформатор с напряжением на выходе порядка 30 В. Оно выпрямляется диодным мостом на основе Д226Д и стабилизируется двумя стабилитронами Д814В. В принципе здесь может работать любой блок питания с аналогичными электрическим характеристиками тока и напряжения на выходе. Стабилизированное напряжение сглаживается конденсатором С1 и подается на импульсный трансформатор через два биполярных транзистора прямой и обратной полярности КТ315 и КТ203А. Транзисторы генерируют импульсы на первичную обмотку Тр2. Это импульсный трансформатор тороидального типа. Он выполнен на пермаллое, хотя можно использовать и ферритовое кольцо. Намотка трех обмоток проводилась одновременно тремя отрезками провода диаметром 0,2 мм. Сделано по 50 витков. Полярность их включения имеет значение. Она показана точками на схеме. Напряжение на каждой выходной цепи порядка 4 вольт. Обмотки II и III включены в цепь управления силовыми тиристорами VS1, VS2. Их ток ограничивается резисторами R7 и R8, а часть гармоники обрезается диодами VD7, VD8. Внешний вид импульсов мы проверили осциллографом. В этой цепочке резисторы надо подбирать под напряжение импульсного генератора так, чтобы его ток надежно управлял работой каждого тиристора. Ток отпирания 200 мА, а отпирающее напряжение — 3,5 вольта. Переменный резистор R2 своим сопротивлением определяет положение каждого импульса, пропускаемого через управляющий электрод тиристора. От него зависит форма пульсирующего тока на выходе силовой схемы сварочного аппарата. Пульсации полусинусоид могут проходить полностью, когда ток сварки выставляется максимальным или обрезаться практически до нуля. Когда был изготовлен сварочный аппарат постоянного тока своими руками, то мы приступили к изучению его возможностей. Первым делом поэкспериментировали с полярностью подключения электрода и выявили закономерность. На электрод можно подавать «плюс» — прямая полярность или «минус» — обратная. В этом случае меняется глубина провара шва. При обратной полярности она возрастает примерно на 40-50%. Наш сварочный аппарат позволяет варить электродами 3 мм, обеспечивая ток сварки 80 ампер довольно длительное время. Нагрев конструкции не превышает рабочих режимов. При этом нагрузка в сети бытовой проводки поддерживается на уровне до 20 А. Если возникает необходимость пользоваться электродами 4 мм или увеличивать сварной ток, то приходится организовывать перерывы в работе для охлаждения аппарата. Оно у нас естественное: за счет щелей и отверстий. Систему охлаждения можно усилить принудительной вентиляцией, выполнив обдув. Но мы этим вопросом не занимались. Показываю отсканированный рукописный текст сохранившегося документа. Он может пригодиться для повторения. А сейчас рекомендую посмотреть видеоролик владельца zxDTCxz «Сварочный аппарат на основе тороидального магнитопровода». В нем есть много полезных рекомендация. Если же у вас все-таки остались вопросы по теме, то задавайте их в комментариях, я отвечу. housediz.ru В современных специализированных магазинах представлены самые разнообразные сварочные аппараты. Это и традиционные трансформаторы, и современные инверторы, и различные инструменты для специальных режимов сварки. Однако качественное изделие заводского производства стоит довольно дорого и не каждому по карману. При большом желании выпрямители без особых проблем собираются своими руками. Схема сварочного полуавтомата. Самодельный сварочный выпрямитель прекрасно подойдет для выполнения небольших бытовых задач. До полноценного инвертора он в некоторых моментах, конечно же, не дотягивает, но с обычными домашними работами справляется на ура. Преимуществом самодельных сварочных аппаратов является то, что пользователь может самостоятельно вносить изменения в конструкцию, меняя характеристики агрегата и добавляя или исключая ненужные функции. За основу можно взять конструкцию, представленную на рис. 1. Принципиальная схема такого агрегата показана на рис. 2. Рисунок 1. Размеры самодельного сварочного аппарата. Самые простые модели самодельных сварочных аппаратов представляют собой трансформатор с рабочей и сетевой обмоткой. Сетевая, как правило, создается под напряжением в 220-240 В. Рабочую рассчитывают на напряжение 45-70 В. Изменение тока осуществляется путем изменения количества витков рабочей обмотки. «Железную» часть можно собрать из деталей промышленных понижающих трехфазных трансформаторов либо же старых асинхронных двигателей. Собираются самодельные сварочные аппараты с использованием: В процессе расчета и создания проекта агрегата нужно рассчитывать первичную обмотку на ток в 25 А. Рабочая либо вторичная обмотка рассчитывается на 160 А. Очень важно подобрать подходящее сечение проводов. Как правило, используется расчет, в соответствии с которым на 1 мм² провода допускается подавать ток не более 10 А. В случае использования алюминиевых проводов данное значение необходимо уменьшить до 4 А. Рисунок 2. Принципиальная схема самодельного аппарата для сварки. Сначала определяется площадь сечения окна железа в см², после рассчитывается число витков обмоток. Сначала нужно рассчитать количество обмоток на 1 В, а затем для суммарного значения. На 1 В определите следующим образом: разделите 48 на площадь сечения окна железа трансформатора. К сборке самодельных сварочных аппаратов можно приступать только после полного завершения расчета. Созданное в соответствии с этой инструкцией приспособление представляет собой простейший сварочный агрегат. Для того чтобы перевести инструмент в режим работы на постоянном токе, нужно внести ряд изменений в конструкции и скорректировать расчет. Для того чтобы самодельные аппараты могли работать на постоянном токе, в их конструкцию включаются высокомощные выпрямители. Для максимально эффективной теплоотдачи используются радиаторы. Сами диоды имеют довольно большой размер, что оказывает непосредственное влияние на габариты конструкции. В некоторых ситуациях есть смысл использовать специальный диодный мост. Вы можете самостоятельно его запараллелить, увеличив за счет этого значение выходного тока. Для сглаживания кривой формы напряжения применяется «электролит» 10 000 мкФ и больше. Его подключение выполняется при помощи резистора. Он обеспечит защиту появления К3 при возгорании сварочной дуги, в момент прикосновения электродом к свариваемым изделиям. Рисунок 3. Схема сварочного аппарата. При расчете самодельных сварочных аппаратов приходится корректировать и подстраивать все характеристики под доступные для сборки детали, которые при самостоятельном конструировании в большинстве случаев имеют не самое высокое качество. К примеру, домашние мастера часто используют магнитопровод от трансформатора низкой мощности или же статор давно отслужившего свое и проржавевшего двигателя. По возможности нужно подобрать детали в хорошем состоянии. От этого напрямую зависит качество сварочных работ. Многим умельцам удается собирать в домашних условиях прекрасные самодельные сварочные аппараты с мягким зажиганием дуги, позволяющие сваривать тонкостенные изделия и практически исключающие разбрызгивание расплавленного металла. На рис. 3 показана принципиальная схема самодельного аппарата. В данном случае позицией VD-VD4 обозначен сетевой мост. Он отвечает за выпрямление переменного сетевого потенциала. По контактам лампы HL1 начинается течение тока. Она выполняет функции индикатора на протяжении всего сварочного процесса и одновременно заряжает «электролит», обозначенный на рассматриваемой схеме как С5. Дополнительно HL1 отвечает за ограничение тока заряда устройства. Сразу после того как индикатор погаснет, можно начинать варить. Одновременно с началом зарядки «электролита» С5 стартует зарядка батареи конденсаторов, обозначенных на схеме позициями С6-С17. Происходит это через контур дросселя L1. Загорается светодиод HL2. Это позволяет пользователю понять, что на сварочный аппарат идет сетевое напряжение. Но сварки пока что не будет, т.к. тиристор под позицией VS1 закрыт. Потенциал на его управляющем выводе отсутствует. Для подачи напряжения на генератор импульсов нужно включить кнопку SB1. Непосредственно генератор сделан на однопереходном транзисторе, обозначен как VT1. Генератор передает импульсы на тиристор под позицией VS2, он включается и открывает запараллеленные тиристоры. На схеме обозначены как VS3-VS7. Происходит разрядка «электролитов» С6-С17 по обмотке трансформатора Т1, а также контур дросселя под позицией L2. Цепь с трансформатором, дросселем и упомянутыми «электролитами» представляет собой колебательный контур с переменным током. При нахождении контура в противофазе происходит передача тока по диодам под позициями VD8 и VD9. Запараллеленные тиристоры (на рассматриваемой схеме обозначены VS3-VS7) запираются и ждут подачи нового импульса узла на VT1. Затем все происходит по новой, в той же последовательности. На обмотке «III» трансформатора появляются импульсы, под воздействием которых отпирается VS1. Уже через него происходит соединение выпрямителя VD1-VD4 и преобразователя на тиристорах. Схема сварочного трансформатора. Светодиод HL3 сигнализирует о запуске генератора. За выпрямление напряжения отвечают VD11-VD34. Форма кривой сглаживается при помощи «электролитов» под позициями С19-С24. Они же отвечают за облегчение появления дуги. Трансформатор под позицией Т1 состоит из трех «строчников» от телевизоров старых моделей, сложенных разом. Использован ферритовый сердечник ПК30х16. Обмотки «I» и «II» состоят из 2 секций с проводом ПСД 1,68 в стеклотканевой изоляции. Соединение последовательное. Присутствуют следующие витки: Тепловой режим обмотки «I» несколько хуже, поэтому в процессе сборки самодельных сварочных аппаратов постоянного тока эта обмотка мотается с зазором (шагом), равным 1 мм. Во второй обмотке должен быть сделан отвод от середины. Обе обмотки выставляются так, чтобы ничего не мешало работе диодов под позициями VD11-VD34. Обмотка «I», начиная от вывода на L2, наматывается против часовой стрелки. Вторую обмотку мотают по часовой стрелке, от вывода, подсоединенного на VD21-VD34. Обмотка «III» — виток 0,4-0,5-миллиметрового изолированного провода на напряжение от 500 В. При распределении обмоток нужно знать и учитывать правильные зазоры, чтобы обеспечивалось требуемое охлаждение магнитопровода. Из соображений безопасности устанавливаются 4 пластины из стеклотекстолита толщиной 1,5 мм. После подгонки их необходимо приклеить. Дроссель L1 наматывается на сердечник ПЛ 12,5х25-50. При этом необходимо соблюдать зазор в 0,3-0,5 мм. Наматываются 175 витков. Используется провод типа ПЭВ-2. Подходит калибр 1,32. Дроссель L2 представляет собой бескаркасную спираль, намотанную с использованием провода 4 мм² в теплоизоляции. Всего нужно 11 витков. Намотка выполняется с диаметром в 14 мм. Через дроссель проходит сильный ток, поэтому он требует организации дополнительной обдувки. В качестве выпрямителя VD11-VD34 в данной конструкции выступает алюминиевая этажерка. Для стяжки используются шпильки. Каждые 2 диода зажимаются между пластинами размером 4,4х4,2 см и толщиной 1 мм. Тиристоры, «кондеры», транзистор, диоды, стабилитроны и резисторы устанавливаются на стеклотекстолитовую плиту. Рассмотренная схема позволяет собрать самодельный сварочный аппарат, который сможет качественно выполнять различные бытовые задачи, требующие применения сварки. Данный аппарат пригодится при ремонте в гараже и прочих хозяйственных и бытовых помещениях. В процессе использования придерживайтесь требований техники безопасности, актуальных для сварочных аппаратов любого типа. moyasvarka.ru По мнению специалистов, изготовить сварочный аппарат своими руками — не сложно. Однако чтобы сделать его, нужно четко представлять себе для чего, для каких работ он будет применяться. Самодельный аппарат комплектуется и собирается из доступных узлов и деталей. В качестве варианта для умельцев может рассматриваться и плазменный механизм. Практика показывает, что при точном подборе комплектующих элементов аппарат будет служить долго и надежно. Важно, чтобы электрическая схема была максимально простой. Иногда даже используют трансформатор от микроволновки. Устройство должно работать от бытовой сети переменного тока напряжением 220 В. Если выбрать в качестве рабочего напряжения 380 В, то схема и конструкция аппарата заметно усложнится. Для производства сварочных работ используются устройства, работающие на переменном и постоянном токе. Схема любого аппарата включает в себя трансформатор (возможно использование трансформатора из микроволновки), выпрямитель, дроссель, держак, электрод. Именно в такой последовательности происходит протекание электрического тока по замкнутой цепи. Цепь замыкается, когда между электродом и металлическими заготовками, которые нужно соединить, возникает электрическая дуга. Чтобы качество сварного соединения было высоким, необходимо обеспечить устойчивое горение этой дуги. А чтобы установить требуемый режим горения используется регулятор силы тока. Аппараты постоянного тока применяют для сварки элементов из тонколистового металла. При этом способе сварки можно использовать любые электроды и электродную проволоку без керамической обмазки. Держак электрода присоединяется к выпрямителю через дроссель. Это делается для того, чтобы сглаживать пульсации напряжения. Дроссель представляет собой катушку медных проводов, которая намотана на любом сердечнике. Выпрямитель, в свою очередь, соединяется с вторичной обмоткой трансформатора. Трансформатор включается в бытовую электросеть. Последовательность соединения проста и наглядна. Преобразование напряжения переменного тока выполняется с помощью понижающего трансформатора. Согласно закону Ома напряжение, которое индуцируется на вторичной обмотке трансформатора, уменьшается, а величина тока увеличивается с 4-х ампер до 40 и более. Примерно такая величина требуется для сварки. В принципе, данное устройство можно назвать простейшим сварочным аппаратом. И с помощью проводов присоединить к нему держак электрода. Но использовать держак в практических целях невозможно, поскольку схема не содержит других необходимых элементов. И главное – в ней отсутствует регулятор величины тока. А так же выпрямитель и другие элементы. Трансформатор считается основным элементом сварочного аппарата. Его можно купить или приспособить уже бывший в эксплуатации. Многие мастера используют трансформатор от микроволновки, отработавшей свой срок. По своим габаритам и весу микроимпульсный элемент всегда занимает много места в конструкции. Если рассмотреть сварочный агрегат в целом, то можно выделить три основных блока, которые она в себя включает: Самодельный инверторный аппарат можно скомпоновать таким образом, чтобы он имел минимальные габариты и вес. Такие устройства, рассчитанные на применение в домашнем хозяйстве, сегодня продаются в магазинах. Преимущества инверторного аппарата перед традиционными агрегатами очевидны. В первую очередь, следует отметить компактность аппарата, удобство в эксплуатации, надежность. Лишь одна составляющая в параметрах этого устройства вызывает озабоченность – его высокая стоимость. Самые общие расчеты подтверждают, что сделать такой аппарат своими руками проще и выгоднее. Основные элементы, практически, всегда можно найти среди электротехнических машин и приборов, которые оказались в запасниках. Или на свалке. Простейший регулятор тока можно сделать из куска нагревательной спирали, которая используется в бытовых электрических плитах. Дроссель – из отрезка медной проволоки. Видео: Радиолюбители придумали самый простой по схеме импульсный способ сварки. Он используется для крепления проводов к металлической плате. Никаких сложных приспособлений – только дроссель и пара проводов. Регулятор силы тока тоже не нужен. Вместо него в цепь включается плавкая вставка. Один электрод через дроссель подключается к плате. В качестве второго — используется зажим типа «крокодил». Вилка с проводами включается в розетку бытовой сети. Зажим с проводом резко прикладывается к плате в том месте, где его нужно приварить. Возникает сварочная дуга и в этот момент могут перегореть предохранители, которые находятся в электрическом щите. Этого не происходит, потому что быстрее сгорает плавкая вставка. А провод остается надежно приваренным к плате. Самодельный сварочный аппарат собирается для того, чтобы выполнять мелкие работы в домашнем хозяйстве. Все элементы, электронные приборы, провода и металлические конструкции необходимо скомплектовать в определенном месте. Там, где будет выполняться сборка изделия. Дроссель можно использовать от арматуры люминесцентной лампы. Количество проводов, желательно медных, разного сечения нужно запасти побольше. Если дроссель в готовом виде найти не удалось, то его нужно изготовить самостоятельно. Для этого потребуется стальной магнитопровод от старого пускателя и несколько метров медных проводов сечением 0,9 квадрата. Основным элементом блока питания в инверторе является трансформатор. Его можно переделать из лабораторного автотрансформатора или использовать для переделки трансформатор от микроволновки, которая уже отслужила свой срок. Очень важно не повредить первичную обмотку при выемке трансформатора из печки-микроволновки. Вторичная обмотка удаляется и переделывается. Количество витков и диаметр медных проводов рассчитывается в зависимости от предварительно выбранной мощности сварочного аппарата. Точечный способ сварки хорошо реализуется аппаратом, сделанным на трансформаторе от микроволновки. Выпрямитель служит для преобразования напряжения переменного тока в напряжение постоянного тока. Основными элементами данного устройства являются диоды. Он коммутируются в определенные схемы, чаще всего мостовые. На вход такой схемы подается переменный ток, а с выходных клемм снимается постоянный. Диоды выбираются такой мощности, чтобы выдерживать заданные изначально нагрузки. Для их охлаждения используются специальные радиаторы из алюминиевых сплавов. При разметке установочной платы, желательно предусмотреть место под дроссель, который предназначен для сглаживания импульсов. Выпрямитель собирается на отдельной плате, из гетинакса или текстолита. Инвертор преобразует постоянный ток, поступающий с выпрямителя, в переменный, который обладает большой частотой колебания. Преобразование выполняется с использованием электронных схем на тиристорах или мощных транзисторах. Если на входные клеммы трансформатора подается напряжение 220 вольт частотой 50 Гц, то на выходных клеммах инвертора фиксируется постоянный ток величиной до 150 Ампер и напряжением от 40 вольт. Эти параметры тока позволяют выполнять сварку металлических деталей из различных сплавов. Электронный регулятор позволяет выбрать режим соответствующий конкретной операции. Практика показывает, что самодельный сварочный аппарат, по своим характеристикам, не уступает заводским изделиям. Некоторое время тому назад, в торговой сети появились сварочные мини инверторы. Чтобы добиться такой миниатюризации производственным компаниям потребовались годы. В то время как мастера-умельцы уже давно смогли сделать плазменный сварочный аппарат, изготовленный своими руками. К этому шагу их подтолкнули местные условия – теснота в мастерской и значительный вес заводских инверторов. Плазменный аппарат — прекрасный выход из данной ситуации. И то, что вместо медных проводов вторичную обмотку трансформатора делают из медной жести, тоже давно известно. Размещая элементы на металлической или текстолитовой основе, нужно соблюдать определенный порядок. Выпрямитель должен находиться рядом с трансформатором. Дроссель на той же плате что и выпрямитель. Регулятор силы тока должен размещаться на панели управления. Корпус аппарата можно изготовить из листовой стали или алюминия. Или приспособить шасси от старого осциллографа и даже системного блока компьютера. Очень важно не «лепить» элементы как можно ближе один к другому. Видео: Нужно обязательно сделать отверстия в стенках для установки охлаждающих вентиляторов и постоянного притока воздуха. Плата с тиристорами и другими элементами размещается как можно дальше от трансформатора, который сильно греется при работе. Точно так же как и выпрямитель. Выделяет тепло при работе и дроссель. Тиристоры устанавливаются на алюминиевые радиаторы, которые отводят тепло. И даже от проводов исходят тепловые импульсы. Крепление элементов относительно друг друга нужно сделать так, чтобы обеспечить их максимальный обдув. Держак электрода должен крепиться к лицевой панели, а шнур питания с вилкой для включения в розетку, к задней стенке. Корпус сварочного аппарата должен обладать достаточной жесткостью и прочностью. Условия эксплуатации самодельных устройств могут быть разными. Если сварочный аппарат постоянно находится в мастерской, то регулятор тока может служить долго. Точнее сказать ручка регулятора, которая закреплена на лицевой панели. Мини инверторы чаще всего используются на выездных работах. В этом случае корпус аппарата испытывает различные механические воздействия и даже удары. Тот же дроссель может, что называется, отлететь. После того как сборка сварочного аппарата завершена, нужно испытать его на работоспособность. Никаких временных проводов использовать не следует. Необходимо сделать штатный контактный кабель, причем во множественном количестве. При первом подключении следует испытать регулятор силы тока. Проверить, нет ли не закрепленных элементов внутри корпуса. Если явных дефектов и неисправностей не обнаружено, то можно приступать к испытаниям аппарата на разных режимах работы. stoydiz.ru Основная часть специалистов считает, что создание аппарата для сварки не потребует особых навыков. Но прежде чем приступить к его изготовлению, нужно чётко понять в каких целях его можно использовать. Очень важно, чтобы схема сварочного аппарата была как можно проще, изредка, даже применяют трансформаторы, изъятые из микроволновой печи. Изделие обязано функционировать от бытовой электрической сети с напряжением в 220В. При этом выделяют целый каталог самодельных аппаратов, функционирующих от электрической сети в 380В. Краткое содержимое статьи: Сборка аппарата, в большинстве ситуаций, совершается для осуществления мелких сварочных работ, требуемых в бытовых условиях. В комплектацию представленного аппарата включены следующие компоненты: Главным компонентом в нём считается преобразователь (трансформатор), его можно создать из бывшего автотрансформатора или же из преобразователя, изъятого из микроволновой печи. Если используется последний вариант, то вынимая трансформатор из микроволновой печи нужно быть предельно осторожными, чтобы не навредить основной обмотке. Дополнительная обмотка подвергается удалению и переделке. Расчёт числа витков и объема проводов из меди рассчитывается с учётом заранее подобранной мощности изготавливаемого аппарата. Главными компонентами представленного оборудования являются диоды. Подборка мощности диодов выполняется таким образом, чтобы они были в состоянии выдержать предварительно установленные нагрузки. Для охлаждения диодов применяются специальные радиаторы, изготовленные из сплава алюминия. При разметке установочной платы обязательно нужно оставить место для дроссели, которая создана сглаживать импульсы. Сборка выпрямителя выполняется на отдельной плате с применением гетинакса или текстолина. Инвертор трансформирует поступающий из выпрямителя постоянный ток в переменный, который характеризуется высокой частотой колебания. Трансформация осуществляется с применением электронных схем на мощных транзисторах или тиристорах. Изготовить сварочный инвертор своими руками – не трудно, главное, подобрать все представленные компоненты, присутствующие в комплектации. К тому же можно значительно сэкономить на дополнительной обмотке преобразователя, используя не медные провода, а медную жесть. Если вас интересует, как сделать сварочный аппарат собственноручно, то нужно следовать такому плану: Выпрямитель располагается на одном пульте управления с преобразователем и дросселю. Регулятор силы тока располагается на панели управления. С имеющихся катушек преобразователя (не задевая сердечник) удаляются дополнительные обмотки. К основной обмотке прикасаться не нужно, а вот среднюю можно перемотать проводом, выполняя отводы через последующие тридцать витков. Применяя многожильный кабель силового типа с тремя фазами на две, расположенные по краям катушки до полноценного их наполнения требуется намотать дополнительную обмотку. Клеммы для выведения дополнительного типа обмотки преобразователя изготавливаются из трубок, из меди, диаметр которых равен 10-12 миллиметров, в длину они достигают 30-40 миллиметров. Одна сторона клеммы расклепывается и в образовавшейся пластине просверливается выемка размером около десяти миллиметров, с обратной стороны, вставляется предварительно зачищенный провод. С панели, размещённой сверху преобразователя, удаляются винты, оснащённые гайками, и заменяются усовершенствованными винтами, типа М10 – к ним подсоединяются клеммы. Для выведения основной обмотки создается отдельная плата и прикрепляется к преобразователю. Предварительно в плате нужно создать 10-11 отверстий, в диаметре достигающих 6 миллиметров, и соединить с ними винты М6, содержащие две гайки и шайбы. Далее, осуществляется параллельное соединение двух боковых обмоток, а затем добавление к ним средней обмотки. Главной характеристикой самодельного сварочного аппарата является то, что к электрической сети он может быть подключен только через рубильник, используя провода сечения около 1,5 мм2. С фото сварочного аппарата, изготовленного своими руками можно ознакомиться в нашей галерее. Если при изготовлении представленного аппарата своими руками возникают трудности, то всегда можно приобрести сварочный аппарат в магазине. Инструменты из раздела: zdesinstrument.ru Для создания самодельного сварочного аппарата постоянного тока потребуется наличие источника электротока высокой мощности, который преобразовывает стандартное напряжение бытовой сети и обеспечивает постоянство величины значения электротока для розжига и поддержания электродуги. Сварочный аппарат постоянного тока имеет ряд достоинств: мягкое зажигание дуги и возможность соединять тонкостенные детали. Блок питания устанавливается в корпус из пластической массы или листового метала. Блок питания агрегата оснащается всеми необходимыми для работы компонентами: разъемами, выключателями, клеммами и регуляторами. Корпус агрегата для осуществления сварных работ оборудуется специальными держателями и колесиками для транспортировки. Главным условием при конструировании агрегата, используемого для сваривания, является понимание принципа работы аппарата и сути самого сварочного процесса. Для того чтобы сконструировать самостоятельно сварочный аппарат, требуется понимать принципы розжига и горения электродуги и основы принципов плавления электрода для сварки. Порядок подключения элементов сварочного аппарата постоянного тока. В источник питания высокой мощности входят такие компоненты, как: Основным компонентом любого сварочного агрегата является трансформатор. Вспомогательные устройства могут иметь различную схему организации в зависимости от конструкции аппарата. Вернуться к оглавлению Сварочный аппарат постоянного тока в своей конструкции включает в качестве основного элемента трансформатор, обеспечивающий понижение нормального сетевого напряжения с 220 В до 45-80 В. Схема устройства трансформатора для сварки. Этот элемент конструкции функционирует в дуговом режиме с максимальной мощностью. Трансформаторы, используемые в конструкции, должны выдерживать при работе большие значения токов, номинальная сила которых составляет 200 А. Вольтамперные показатели трансформатора должны полностью соответствовать спецтребованиям, которые обеспечивают режимы работы дуговой сварки.Некоторые самодельные трансформаторные сварочные аппараты являются простыми в своей конструкции. В них отсутствуют допустройства регулировки параметров токов. Регулировка технических параметров такого устройства осуществляется несколькими способами: Трансформатор сварочного агрегата состоит из следующих конструктивных элементов: Схема обмотки трансформатора. Трансформатор, используемый в сварочном аппарате, не имеет регулировочных устройств, обеспечивающих регулировку тока и его ограничение на рабочей обмотке. Первичная обмотка сварочного трансформатора оснащается выводами для подключения регулирующих схем и устройств, позволяющих осуществлять настройку сварочного устройства в зависимости от условий эксплуатации и параметров входящего тока. Основная часть трансформатора — магнитопровод. Чаще всего при конструировании самодельных сварочных аппаратов используются магнитопроводы от списанного двигателя, старого силового трансформатора. Каждая конструкция магнитопровода имеет свои нюансы в конструкции. Основными параметрами, характеризующими магнитопровод, являются следующие: Эти основные характеристики определяют пригодность трансформатора для использования в качестве устройства, способствующего формированию дуги, а также приспособления, способствующего образованию качественного сварного шва. Вернуться к оглавлению Схема сварочного выпрямителя. При создании аппарата для сварки своими руками стабильность электродуги достигается постоянством потенциала. Стабильность дуги обеспечивает качество образующихся швов. Постоянство потенциала достигается путем применения высокомощных выпрямителей, выполнение которых осуществляется на диодах, выдерживающих токи до 200 А, таких, например, как В-200. Эти диоды имеют большие размеры и требуют обязательного использования для организации качественного теплоотведения массивных радиаторов. Это обстоятельство требуется учитывать при изготовлении корпуса конструкции. Лучшим вариантом при создании конструкции будет использование диодного спецмоста. Диоды можно смонтировать параллельно, что позволяет в значительной мере повысить выходной ток. Собирая своими руками конструкцию, требуется подстраивать все его компоненты. При некачественном подборе или неправильном расчете конструкция может оказывать влияние на качество сварки. Иногда при соответствующем подборе деталей и комплектующих может получиться по-настоящему уникальный прибор, который имеет мягкое и легкое зажигание электродуги, а сваривание деталей можно осуществлять даже с очень тонкими стенками, при практически полном отсутствии разбрызгивания жидкого металла. Вернуться к оглавлению Можно изготовить самодельный сварочный аппарат на основе транзисторного или тиристорного управления. Более надежными являются тиристоры. Эти элементы конструкции управления способны выдерживать замыкание на выходе и достаточно быстро способны выходить из этого состояния. Эти компоненты системы управления не требуют монтажа мощных радиаторов охлаждения. Это связано с тем, что конструктивные элементы имеют низкое тепловыделение. Принципиальная схема самодельного аппарата для сварки. Система управления, созданная на транзисторах, способна значительно быстрее выйти из рабочего состояния, так как транзисторы существенно быстрее перегорают при возникновении перегрузок и являются более капризными в эксплуатации. Схема, созданная на основе тиристоров, отличается простотой и высокой надежностью. Блок управления, основанный на этих элементах, обладает следующими преимуществами: При осуществлении сваривания стали толщиной 3 мм потребляемый ток около 10 А. Ток сваривания подается путем нажатия специального рычага на вилке, которая удерживает электрод. Такая конструкция позволяет повысить безопасность в процессе осуществления работ, работать с высоким напряжением, которое обеспечивает стабильность горения дуги. В случае использования в работе обратной полярности имеется возможность проведения сварочных работ с очень тонким листовым металлом. Вернуться к оглавлению Устройство самодельной сварки. Выпрямитель устройства представляет собой своеобразную этажерку, изготовленную из алюминиевых пластин, которая стягивается шпильками. Каждая пара диодов, входящих в конструкцию выпрямителя, зажимается между пластинами толщиной в 1 мм и размерами 44 х42 мм. Транзистор, конденсаторы, тиристоры, стабилитроны, диоды и резисторы монтируются на стеклотекстолитовой плате. В конструкцию сварочного агрегата входят следующие элементы: Для проведения монтажных работ потребуются следующие инструменты: Сварочный агрегат, изготовленный с помощью этих элементов можно использовать для проведения сварочных работ в домашнем хозяйстве. Он с легкостью осуществляет сваривание большинства металлических изделий. expertsvarki.ruКонструирование самодельных сварочных аппаратов постоянного тока. Схемы сварочных аппаратов
Схема сварочного аппарата: пошаговая инструкция по сборке

Пошаговая инструкция по сборке простейшего сварочного аппарата



Подключение и использование самодельного аппарата

Схема аппарата из автомобильных аккумуляторов


Схема и сборка автомата для мягкой сварки

Сборка полуавтомата своими руками

Особенности работы самодельного полуавтомата

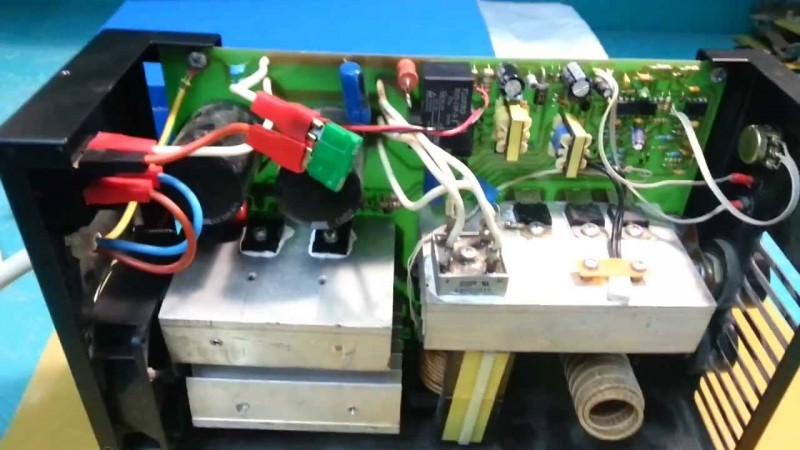
Принципиальная схема сварочного аппарата конденсаторного типа
В чем особенность конденсаторной сварки?
Принцип работы сварочного аппарата
Более подробно рассмотрим систему






Сварочный аппарат постоянного тока своими руками: моя схема

Универсальные возможности и выполняемые задачи

Простая конструкция сварочного аппарата постоянного тока

Как сделать самый удобный трансформатор для сварки: практические советы
Особенности изготовления сердечника

Секреты устройства обмотки питания
Выравнивание провода
Технология намотки провода на тор
Как мотать силовую обмотку
Надежная схема управления сварочным током
Стабилизация напряжения

Импульсный блок



Регулирование тока сварки
Личные впечатления от эксплуатации

Самодельные сварочные аппараты постоянного тока: детали и расчеты

Простейшие самодельные сварочные аппараты

Что нужно знать об обмотках сварочного аппарата?

Возможные детали и необходимые расчеты

Как работает схема сварки?

схемы и инструкции по изготовлению
Структурная схема сварочного аппарата



Комплектация изделия

Блок питания

Блок выпрямителя

Блок инвертора


Последовательность сборки сварочного аппарата

Сварочный аппарат своими руками - 110 фото создания всех необходимых блоков



Комплектация

Блок питания

Блок выпрямителя
Блок инвертора

Технология сборки сварочного аппарата








Фото сварочного аппарата своими руками



























Самодельный сварочный аппарат на постоянном токе: технические характеристики, схемы. видео

Блок-схема аппарата для проведения сварочных работ

Трансформатор для сварки


Возможные детали при создании аппарата для сварки

Принципиальная схема самодельного сварочного агрегата

Конструкция аппарата для сваривания


интернет-магазин светодиодного освещения
Пн - Вс с 10:30 до 20:00
Санкт-Петербург, просп. Энгельса, 138, корп. 1, тк ''Стройдвор''






Поделиться с друзьями: