Компоненты электронных схем, составляющих основу большинства современных приборов и устройств, как правило, соединяются методом пайки, с использованием технологии печатного монтажа. Для этой цели используются печатные платы, представляющие собой пластинки из диэлектрического материала, на поверхности которого нанесены токопроводящие дорожки, соединяющие места крепления выводов электронных компонентов. Суть этой технологии, появившейся в 50–х годах прошлого века, заключается в следующем. Печатные платы с установленными на них электронными компонентами движутся по специальному конвейеру. В процессе движения, места пайки покрываются флюсом, плата предварительно прогревается, после чего проходит над ванной с расплавленным припоем. Ванна оборудована специальными соплами, создающими волну, возвышающуюся над поверхностью припоя в ванне. Плата расположена таким образом, что места пайки контактируют с поверхностью волны при перемещении платы вдоль ванны. В этот момент происходит смачивание припоем контактных площадок на плате и выводов припаиваемых деталей. Сила поверхностного натяжения жидкого припоя не даёт ему стечь полностью с поверхности платы, что обеспечивает спаивание деталей с контактными площадками. Правильно выбранные параметры процесса позволяют избежать брака в виде перемычек между токоведущими дорожками и наплывов (сосулек) на выводах деталей. Для этой же цели может использоваться технология пайки двойной волной. В этом случае, первая волна припоя имеет турбулентный характер, что позволяет лучше смачивать паяемую поверхность и проникать припою в монтажные отверстия платы. Вторая волна, имеющая более плавное ламинарное течение, смывает огрехи в виде лишних капель и наплывов припоя, формируя при этом окончательную геометрию гантелей. Пайка волной не всегда автоматизирована. Например, на многих сборочных конвейерах Китая и других стран Азии, установка деталей на плату, последующая обработка флюсом и обмакивание платы в ванну с припоем выполняют люди. При этом плата берётся руками посредством специального захвата и обмакивается в ванну жидкого припоя. Способ пайки волной чаще применяется для плат, компоненты которых монтируются с одной стороны платы, а контактные площадки и токоведущие дорожки – с другой. Штыревые выводы элементов вставляются при этом в сквозные отверстия платы и припаиваются с обратной её стороны. Однако большинство современных электронных схем конструируется под использование так называемых smd-компонентов, закрепляемых поверхностной пайкой. Такие детали припаиваются к плате с той же стороны, на которой они установлены. Применение волновой технологии пайки для таких элементов имеет ряд особенностей: Кроме этого, не все электронные компоненты способны выдержать температурный режим, возникающий в процессе «купания» в жидком припое. Эти обстоятельства ограничивают применение волновой технологии. Следует добавить ещё одну отрицательную черту, присущую этой технологии пайки. Большое количество расплавленного припоя в ванне, постоянно контактирующее с открытым воздухом, приводит к активному образованию окисла. Паяльная паста наносится на контактные площадки платы и выводы установленных на них деталей. После этого плата направляется в специальную печь, где производится нагрев соединений одним из способов: В процессе нагрева происходит плавление паяльной пасты и спайка контактов. Робот-манипулятор для пайки плат представляет собой прецизионное устройство, содержащее координатный стол, на который устанавливается плата с размещёнными на ней деталями и паяльной головки, перемещающейся по трём координатным осям. Головка оборудована механизмом подачи припоя и устройством для вакуумного отсоса его излишков. Роботизированная автоматическая пайка плат существенно уступает волновому способу по скорости, поэтому используется только в тех случаях, когда последний применить невозможно. Кроме собственно пайки, роботы часто используются для установки деталей на плате непосредственно перед их спайкой. Отдельные элементы, установка которых в силу их сложной нестандартной формы (трансформаторы, дроссели, некоторые виды микросхем) плохо поддаются автоматизации, устанавливаются вручную. Поэтому, даже на крупных сборочных конвейерах известных фирм, выпускающих электронное оборудование, присутствуют участки, на которых сборку осуществляют люди. Кроме этого, контроль качества продукции также часто выполняется людьми. Платы с дефектами, которые могут быть устранены, направляются на доработку, выполняемую паяльником вручную. При сборке самодельных электронных устройств, радиолюбители самостоятельно изготавливают печатные платы. При наличии желания и элементарной подготовки, этому не сложно научиться. Изготовить печатную плату можно, используя имеющиеся рисунки дорожек на плате, более подготовленные могут самостоятельно сделать эскиз платы, имея принципиальную электрическую схему устройства. Для изготовления печатной платы берётся лист фольгированного изоляционного материала. Это может быть гетинакс или стеклотекстолит, покрытый тонким слоем меди с одной или двух сторон, в зависимости от того, какая требуется плата – односторонняя или двухсторонняя. На бумаге чертится эскиз рисунка токопроводящих дорожек, затем он переносится на поверхность медного слоя, в нужных местах просверливаются сквозные отверстия для установки деталей, а рисунок покрывается слоем краски или лака. После высыхания покрытия выполняется травление платы, то есть, погружение её на некоторое время в один из составов, разъедающий слой меди, не покрытый краской. Обычно для этих целей используется либо хлорное железо, либо раствор кислоты, либо смесь медного купороса с поваренной солью. После вытравливания меди, лак или краска смывается растворителем, полученный рисунок лудится обычным паяльником, после чего можно приступать к установке деталей и припаиванию их к плате. Перед лужением, дорожки следует тщательно обезжирить и зачистить мелкой наждачной бумагой. Выводы деталей перед установкой также нужно зачистить, можно также залудить, это облегчит последующий процесс пайки. Пайка производится хорошо разогретым паяльником, на жале которого должна оставаться капля припоя. Если расплавленный паяльником припой не удерживается на жале, скорее всего, паяльник перегрет. Для контроля его температуры лучше пользоваться регулятором напряжения или паяльной станцией. Контакт паяльника с деталью должен быть коротким. После смачивания припоем вывода детали и площадки на плате, паяльник сразу убирается. Это исключит возможность выхода детали из строя в результате перегрева и обеспечит ровное и красивое растекание капли припоя. Для пайки плат и электронных компонентов следует выбирать мягкие сорта припоев на основе олова. Требуемую прочность пайки в этом случае обеспечит самый мягкий припой, при этом, его применение облегчит работу и уменьшит тепловую нагрузку на детали. Поскольку выводы электронных компонентов обычно уже залужены, а дорожки платы выполнены из меди, в качестве флюса можно использовать только канифоль, или её спиртовой раствор. Умение паять платы может пригодиться также при выполнении самостоятельного ремонта вышедшей из строя электроники. svaring.com Флюс применяется для того, чтобы подготовленные к пайке места деталей или проводников не окислялись во время пайки. Для пайки плат надо применять флюсы, в которых нет кислоты. Простейшим и самым распространённым флюсом является канифоль. Канифоль лучше покупать натуральную сосновую. Гораздо лучший результат можно получить если запастись жидким флюсом. Для его приготовления измельчают канифоль в порошок и всыпают в этиловый или борный спирт. Такую канифоль наносят на спаиваемые места кисточкой. Купив новый паяльник, жало надо зачистить и залудить - покрыть тонким слоем припоя. При первом включении нового паяльника в сеть обычно происходит выгорание связующих компонентов изоляции - из паяльника при этом идет неприятно пахнущий дымок, поэтому первое включение паяльника лучше производить на открытом воздухе. Теперь зачистите жало паяльника напильником, затем снова нагрейте паяльник. Опустите жало в канифоль, а затем прикоснитесь им к кусочку припоя. В слое расплавленного припоя поводите жало по деревянной подставке так, чтобы вся поверхность его покрылась слоем припоя. Форум по пайке плат и деталей Обсудить статью ПАЙКА ПЛАТ radioskot.ru Как правильно паять Основы пайки Пайка свободных проводов Пайка печатных плат Техника соединения лакированным проводом SMD-адаптер Основы пайки Первое, что необходимо сделать - подготовить все необходимое для пайки радиодеталей: Включите паяльник в розетку и смочите губку водой. Когда паяльник нагреется и начнет плавить припой, покройте жало паяльника припоем, а затем протрите его о влажную губку. При этом не держите жало слишком долго в контакте с губкой, чтобы не переохладить его. Протирая жало о губку, Вы удаляете с него остатки старого припоя. И в процессе работы для поддержания жала паяльника в чистоте время от времени протирайте его о губку. Перед пайкой радиодетали, ее следует подготовить. С помощью узких плоскогубцев согните выводы детали таким образом, чтобы они входили в отверстия платы. Полезно иметь специальное приспособление для гибки выводов деталей под определенные расстояния между монтажными отверстиями. Вставьте деталь в отверстия на плате. При этом следите за правильным размещением (полярностью) детали, например, диодов или электролитических конденсаторов. После этого слегка разведите выводы с противоположной стороны платы, чтобы деталь не выпадала из своего места. Не следует разводить выводы слишком сильно. !Перед пайкой еще раз протрите жало паяльника о влажную губку! Не протирать, не удалять старый припой Расположив жало паяльника между выводом и платой, как изображено на рисунке, разогрейте место пайки. Время разогрева должно составлять не более 1-2 секунд, чтобы не вывести из строя деталь или плату. Не прогревать зону пайки Через 1-2 секунды поднесите припой к месту пайки. При касании припоем жала паяльника может брызнуть флюс. После того, как необходимое количество припоя расплавится, отведите проволоку от места пайки. Подержите жало паяльника в течение секунды у места пайки, чтобы припой равномерно распределился по месту пайки. Держать меньше или больше, чем нужно После этого, не сдвигая деталь, (сдвинуть) уберите паяльник. Не сдвигая деталь, подождите несколько мгновений, пока место пайки не остынет окончательно. Не ждать, пока остынет, а бросить Теперь можно отрезать излишки выводов с помощью бокорезов. При этом следите за тем, чтобы не повредить место пайки. Проверьте место пайки! качественное место пайки соединяет контактную площадку и вывод детали и имеет гладкую и блестящую поверхность. тусклое, с желтизной если место пайки имеет сферическую форму или имеет связь с соседними контактными площадками, разогрейте место пайки до расплавления припоя и удалите излишки припоя. На жале паяльника всегда остается небольшое количество припоя. если место пайки имеет матовую поверхность и выглядит исцарапанным, то говорят о "холодной пайке". Разогрейте место пайки до расплавления припоя и дайте ему остыть, не сдвигая детали. При необходимости добавьте немного припоя. После этого можно удалить остатки флюса с платы с помощью подходящего растворителя. Эта операция не является обязательной - флюс может оставаться на плате. Он не мешает и ни в коем случае не влияет на функционирование схемы. если он не внутри пайки Различные способы пайки Как правильно паять? На этот вопрос должны ответить представленные ниже параграфы. Они предназначены для начинающих радиолюбителей, ищущих нечто большее, чем просто теоретические знания. Пайка свободных проводов С самого первого примера приступим к практике. Необходимо соединить светодиод с ограничивающим сопротивлением и припаять к ним питающий кабель. Здесь не используются монтажные штифты, платы или другие вспомогательные элементы. Необходимо выполнить следующие операции. 1. Снять изоляцию с концов провода. Тонкие медные проводники абсолютно чисты, так как они были защищены изоляцией от кислорода и влажности. 2. Скрутить отдельные проводки жилы. Таким образом можно предотвратить их последующее разлохмачивание. 3. Залудить концы проводов. Во время лужения разогретое жало паяльника необходимо подвести к проводу одновременно с припоем. Провод необходимо хорошо разогреть, чтобы припой равномерно распределился по поверхности жгута. Легкое потирание жалом помогает распределению припоя по всей длине лужения. 4. Укоротить выводы светодиода и резистора и также залудить их. Хотя выводы и лудились при изготовлении радиоэлементов, но в процессе хранения на них мог образоваться тонкий слой окислов. После лужения поверхность вновь будет чистой. Если используются очень старые радиодетали, выпаянные из каких-либо плат, на них, как правило, сильно окислены. Выводы таких деталей перед лужением необходимо очистить от окислов, например, поскрести их ножом. 5. Удерживая соединяемые выводы параллельно друг другу, нанесите на них небольшое количество расплавленного припоя. Место пайки должно прогреваться быстро, расход припоя при этом - 2-3 мм (при диаметре 1,5 мм). Как только припой равномерно заполнит промежутки между соединяемыми выводами, необходимо быстро отвести паяльник. Место пайки должно оставаться в покое, пока припой не затвердеет полностью. Если детали сдвинутся раньше, то в пайке образуются микротрещины, снижающие механические и электрические свойства соединения. Немного теории Пайка - это соединение металлов с помощью другого, более легкоплавкого металла. В электронике, как правило, используют припой, содержащий 60% олова и 40% свинца. Этот сплав плавится уже при 180&grad;C. Современные припои, используемые при пайке электронных схем, выпускаются в виде тонких трубочек, заполненных специальной смолой (колофонием), выполняющей функции флюса. Нагретый припой создает внутреннее соединение с такими металлами, как медь, латунь, серебро и т.д., если выполнены следующие условия: Поверхности подлежащих пайке деталей должны быть зачищены, то есть с них необходимо удалить образовавшиеся с течением времени пленки окислов. Деталь в месте пайки необходимо нагреть до температуры, превышающей температуру плавления припоя. Определенные трудности при этом возникают в случае болших поверхностей с хорошей теплопроводностью, поскольку мощности паяльника может не хватить для ее нагрева. Во время процесса пайки место пайки необходимо защитить от воздействия кислорода воздуха. Эту задачу выполняет флюс (колофоний), образующий защитную пленку над метом пайки. Флюс содержится в припое в виде тонкого сердечника. При расплавлении припоя он распределяется по поверхности жидкого металла. Роль флюса: создавать тонкую пленку для защиты от кислорода или растворять окислы?? См. дальше - и то, и другое Типичные ошибки начинающих и методы их исправления Начинающие монтажники касаются места пайки только кончиком жала паяльника. При этом к месту пайки подводится недостаточно тепла. Опытный монтажник обладает чувством оптимальной теплопередачи. Он прикладывает жало паяльника таким образом, чтобы между ним и местом пайки образовалась как можно большая площадь контакта. Кроме того, он очень быстро вводит между жалом и деталью немного припоя в качестве теплопроводника. Начинающие монтажники расплавляет немного припоя и с некоторой задержкой подводит его к месту пайки. При этом часть флюса испаряется, припой не имеет защитного слоя и на нем образуется оксидная пленка. Профессионал, напротив, всегда касается места пайки одновременно паяльником и припоем. При этом место пайки обволакивается каплей чистого расплава еще до того, как флюс успеет испариться. Начинающие монтажники часто не уверены, не перегрето ли место припоя. Они слишком рано отводят жало паяльника от места пайки, затем вынуждены опять подводить его для подогрева, вновь отводят, и т.д. Результатом является серое место пайки с неровными границами, так как соединяемые детали были нагреты недостаточно сильно, а сам процесс длился слишком долго и колофоний успел испариться. Мастер, напротив, нагревает место пайки быстро и интенсивно и завершает процесс резко и окончательно. Он вознаграждает себя гладкой, отливающей серебром поверхностью припоя, в которой отражается его сияющая физиономия... Пайка печатных плат Пайка радиодеталей в платину требует меньших усилий, чем соединение свободных проводов, так как отверстия в плате служат хорошим фиксатором припаиваемой детали. Однако, и здесь результат зависит от опыта и удачи. Первая схема или первый проект, собираемый на макетной плате, скорее всего, завершится крахом еще на первых пропаянных точках, которые будут выглядеть так, как будто это сплошной проводник... Однако, после нескольких упражнений каждое соединение будет выглядеть все лучше и лучше. В нижеприведенном примере производится монтаж микросхемы в плату. Целью работы является выполнение равномерно хороших соединений. Итак, перейдем к описанию отдельных шагов: 1. Припой и жало паяльника подводятся к монтажной точке одновременно. Жало паяльника должно касаться как обрабатываемого вывода, так и платы. 2. Положение жала паяльника не изменяется, пока припой не покроет равномерным слоем все место контакта. В зависимости от температуры паяльника это продолжается от полусекунды до секунды. За это время происходит достаточный нагрев места пайки. 3. Теперь жало паяльника следует обвести по полукругу вокруг обрабатываемого контакта, одновременно перемещая припой во встречном направлении. Таким образом на место пайки наносится еще около 1 мм припоя. Место пайки нагрето настолько, что расплавившийся припой под действием сил поверхностного натяжения равномерно распределяется по всей контактной площадке. 4. После того, как необходимое количество припоя нанесено на место пайки, можно отвести проволоку припоя от места пайки. 5. Последний шаг - быстрый отвод жала паяльника от места пайки. Пока еще жидкий и покрытый тонким слоем флюса припой обретает свою окончательную форму и застывает. Если жало паяльника имеет оптимальную температуру, весь процесс продолжается не более одной секунды. И после небольшой практики все точки пайки начнут походить друг на друга как две капли воды. Техника соединения лакированным проводом Существует два основных варианта сборки (экспериментальных) радиоэлектронных схем в домашних условиях: полосковые платы и растровые платы с выполнением соединений лакированным проводом. Техника соединений лакированным проводом годится также и для более крупных проектов. При этой технике тонкие лакированные проводники прокладываются между точками пайки. Лаковое покрытие отжигается в тех местах провода, где должна производиться пайка. Немного практики здесь отнюдь не повредит, поэтому проведем первые опыты выполнения соединений на старой ненужной плате. Итак, лакированный провод должен быть проложен между двумя имеющися точками пайки Сначала припаивается один конец лакированного провода. В зависимости от температуры паяльника требуется от одной до трех секунд, пока лак не расплавится. Остатки оплавленного и выгоревшего лака налипают на жало паяльника, которое необходимо регулярно очищать и залуживать свежим припоем. После этого конец провода припаивается в необходимое место. Затем провод протягивается ко второму месту пайки и огибается вокруг него таким образом, чтобы образовался острый угол, указывающий на место на проводе, которое будет припаиваться. Место отгиба припаивается в следующую очередь. Эта операция длится дольше вышеописанной, так как теперь приходится обрабатывать покрытый лаком участок, имеющий худшую теплопроводность по сравнению с чистым концом провода. Однако, и здесь с некоторой долей терпения и припоя можно расплавить лак и залудить провод на участке в несколько миллиметров. Теперь можно произвести пайку второго конца провода. В заключение натяните свободный конец провода и отогните его несколько раз в разные стороны, пока он не обломится в точности по месту пайки. На этом выполнение соединения завершено - можно переходить к следующему. Кстати, может быть вы заметили, что вторая пайка выполнена не в той точке, где планировалось? При пайке жало паяльника дрогнуло и пайка произошла в соседней точке. Ничего страшного, ведь наше упражнение производилось на ненужной плате. Однако это доказывает, что прежде чем взяться за серьезный проект, следует хорошо усвоить технику выполнения основных операций. SMD-адаптер При разработке прототипов все чаще возникают проблемы, связанные с тем, что необходимая микросхема доступна только в корпусе для поверхностного монтажа. Начиная с расстояния между выводами 0,65 мм выполнение соединений с помощью лакированного провода требует очень много сил и времени. Однако все необходимые соединения удается выполнить в домашних условиях, используя адаптерные платы TSSOP. Здесь показано, как это делается. ЦАП DAC6573 в 16-выводном корпусе TSSOP должен использоваться с платой для пробной конструкции. Сначала необходимо осторожно припаять микросхему к адаптеру за два вывода по диагонали. На этом шаге необходимо обеспечить, чтобы выводы микросхемы располагались в точности над дорожками адаптера. Добившись этого, покройте все выводы большим количеством припоя. Затем излишки припоя удаляются с места пайки с помощью литцы. Большая часть припоя впиталась в литцу. На плате осталось ровно столько припоя, сколько необходимо для обеспечения надежного электрического и механического соединения. Все просто! Имеются различные возможности перехода на главную плату или экспериментальную плату. Растровые отверстия имеют диаметр 0,8 мм. Стандартные монтажные штекеры не входят в них, однако прецизионные штекеры с цилиндрическими ножками - которые могут вставляться и в панельки микросхем - имеют необходимый диаметр. Впрочем, часто можно обойтись и простыми отрезками проводов. Здесь необходимые соединения выполнены с помощью отрезков серебряного провода диаметром 0,6 мм. Микросхема имеет и другие выводы, однако некоторые из них соединены с массой, другие - с линией питания и разводятся на самом адаптере. Кроме того, на плате адаптера был смонтирован блокирующий конденсатор. Готово! Получившаяся "большая" микросхема теперь может быть вставлена в лабораторную монтажную плату или впаяна в большую плату. SMD-адаптеры и лабораторные монтажные платы можно приобрести в интернет-магазинеmshop. ===================================================================================== Припои и флюсы (ra4a.narod.ru) ПРИПОИ И ФЛЮСЫ А. Черников Одним из основных элементов электромонтажных и радиомонтажных работ является пайка. Качество монтажа во многом определяется правильным выбором необходимых припоев и флюсов, применяемых при пайке проводов, сопротивлений, конденсаторов и т. п. Для облегчения этого выбора ниже приводятся краткие сведения о твердых и легких припоях и флюсах, пользовании ими и их изготовлении. Пайка представляет собой соединение твердых металлов при помощи расплавленного припоя, имеющего температуру плавления меньшую, чем температура плавления основного металла. Припой должен хорошо растворять основной металл, легко растекаться по его поверхности, хорошо смачивать всю поверхность пайки, что обеспечивается лишь при полной чистоте смачиваемой поверхности основного металла. Для удаления окислов и загрязнений с поверхности спаиваемого металла, защиты его от окисления и лучшего смачивания припоем служат химические вещества, называемые флюсами. Температура плавления флюсов ниже, чем температура плавления припоя. Различают две группы флюсов: 1) химически активные, растворяющие пленки окиси, а часто и сам металл (соляная кислота, бура, хлористый аммоний, хлористый цинк) и 2) химически пассивные, защищающие лишь спаиваемые поверхности от окисления (канифоль, воск, стеарин и т. п.). . В зависимости от химического состава и температуры плавления припоев различают пайку твердыми и мягкими припоями. К твердым относятся припои с температурой плавления выше 400°С, к легким — припои с температурой плавления до 400°С. Основные материалы, применяемые для пайки. Олово — мягкий, ковкий металл серебристо-белого цвета. Удельный вес при температуре 20°С - 7,31. Температура плавления 231,9°С. Хорошо растворяется в концентрированной соляной или серной кислоте. Сероводород на него почти не влияет. Ценным свойством олова является его устойчивость во многих органических кислотах. При комнатной температуре мало поддается окислению, но при воздействии температуры ниже 18°С способен переходить в серую модификацию (“оловянная чума”). В местах появления частиц серого олова происходит разрушение металла. Переход белого олова в серое резко ускоряется при понижении температуры до —50°С. Для пайки может применяться как в чистом виде, так и в виде сплавов с другими металлами. Свинец — синевато-серый металл, мягкий, легко поддается обработке, режется ножом. Удельный вес при температуре 20°С 11,34. Температура плавления 327qC. На воздухе окисляется только с поверхности. В щелочах, а также в азотной и органических кислотах растворяется легко. Стоек против воздействий серной кислоты и сернокислых соединений. Применяется для изготовления припоев. Кадмий — серебристо-белый металл, мягкий, пластичный, механически непрочный. Удельный вес 8,6. Температура плавления 321°С. Применяется как для антикоррозийных покрытий, так и в сплавах со свинцом, оловом, висмутом для легкоплавких припоев. Сурьма — хрупкий серебристо-белый металл. Удельный вес 6,68. Температура плавления 630,5°С. На воздухе не окисляется. Применяется в сплавах со свинцом, оловом, висмутом, кадмием для легкоплавких припоев. Висмут — хрупкий серебристо-серый металл. Удельный вес 9,82. Температура плавления 271°С. Растворяется в азотной и горячей серной кислотах. Применяется в сплавах с оловом, свинцом, кадмием для получения легкоплавких припоев. Цинк — синевато-серый металл. В холодном состоянии хрупок. Удельный вес 7,1. Температура плавления 419°С. В сухом воздухе окисляется, во влажном воздухе покрывается пленкой окиси, которая предохраняет его от разрушения. В соединении с медью дает ряд прочных сплавов.. Легко растворяется в слабых кислотах. Применяется для изготовления твердых припоев и кислотных флюсов. Медь — красноватый металл, тягучий и мягкий. Удельный вес 8,6 - 8,9. Температура плавления 1083 С. Растворяется в серной и азотной кислотах и в аммиаке. В сухом воздухе почти не поддается окислению, в сыром воздухе покрывается окисью зеленого цвета. Применяется для изготовления тугоплавких припоев и сплавов. Канифоль —продукт переработки смолы хвойных деревьев Более светлые сорта канифоли (более тщательно очищенные) считаются лучшими. Температура размягчения канифоли от 55 до 83°С. Применяется как флюс для пайки мягкими припоями. Мягкие припои. Пайка мягкими припоями получила широкое распространение, особенно при производстве монтажных работ. Наиболее часто применяемые мягкие припои содержат значительное количество олова. В табл. 1 приведены составы некоторых свинцово-оловянных припоев. Таблица 1 Марка Химический состав в % Температура оC олово свинец сурьма примесей не более медь висмут мышьяк начало конец ПОС-90 90 9,62 0,15 0,08 0.1 0,05 183 222 ПОС-40 40 57,75 2,0 0,1 0,1 0,05 183 230 ПОС-30 30 67,7 2,0 0,15 0,1 0,05 183 250 ПОС-18 18 79,2 2,5 0,15 0,1 0,05 183 270 При выборе типа припоя необходимо учитывать его особенности и применять в зависимости от назначения спаиваемых деталей. При пайке деталей, не допускающих перегрева, используются припои, имеющие низкую температуру плавления. Наибольшее применение находит припой марки ПОС-40. Он применяется при пайке соединительных проводов, сопротивлений, конденсаторов. Припой ПОС-30 используют для пайки экранирующих покрытий, латунных пластинок и других деталей. Наряду с применением стандартных марок находит применение и припой ПОС-60 (60% олова и 40% свинца). Мягкие припои изготовляются в виде прутков, болванок, проволоки (диаметром до 3 мм) и трубок, наполненных флюсом. Технология указанных припоев без специальных примесей несложна и вполне осуществима в условиях мастерской: свинец расплавляют в графитовом или металлическом тигле и в него небольшими частями добавляют олово, содержание которого определяют в зависимости от марки припоя. Жидкий сплав перемешивают, снимают нагар с поверхности и расплавленный припой выливают в деревянные или стальные формочки. Добавление висмута, кадмия и других присадок не обязательно. Для пайки различных деталей, не допускающих значительного перегрева, применяются особо легкоплавкие припои, которые получают добавлением в свинцово-оловянные припои висмута и кадмия или одного из этих металлов. В табл. 2 приведены составы некоторых легкоплавких припоев. Таблица 2 Химический состав в % Температура плавления в °С олово свинец висмут кадмий 45 45 10 _ 1fi0 43 43 14 __ 155 40 40 21) __ 145 33 33 34 __ 124 15 32 53 __ 96 13 27 50 10 70 12,5 25 50 12,5 66 При использовании висмутовых и кадмиевых припоев следует учитывать, что они обладают большой хрупкостью и создают менее прочный спай, чем свинцово-оловянные. Твердые припои. Твердые припои создают высокую прочность шва. В электро- и радиомонтажных работах они используются значительно реже, чем мягкие припои. В табл. 3 приведены составы некоторых медно-цинковых припоев. Таблица 3 Марка Химический состав в % Температура плавления в оС медь цинк примесей не более сурьма свинец олово железо ПМЦ-42 40—45 остальное 0,1 0,5 1,6 0,5 830 Г1МЦ-47 45—49 0,1 0,5 1,5 0,5 850 ПМЦ-53 49-53 0,1 0,5 1,5 0,5 870 studfiles.net Хорошая пайка хотя и не так важна, как правильно размещение радиоэлементов, но она тоже играет немалую роль. Поэтому мы рассмотрим SMD монтаж - что для него нужно и как его следует проводить в домашних условиях. Для начала необходимо включить паяльник в розетку. Затем смочите водой губку. Когда паяльник нагреется до такой степени, чтобы он мог плавить припой, то необходимо покрыть им (припоем) жало. Затем протрите его влажной губкой. При этом следует избегать слишком длительного контакта, поскольку он чреват переохлаждением. Для удаления остатков старого припоя можно протирать жало об губку (а также чтобы поддерживать его в чистоте). Подготовка проводится и по отношению к радиодетали. Делается все с помощью пинцета или плоскогубцев. Для этого необходимо согнуть выводы радиодетали так, чтобы они без проблем могли войти в отверстия платы. Теперь давайте поговорим о том, как проводится монтаж SMD компонентов. Первоначально необходимо компоненты вставить в отверстия на плате, которые предназначаются для них. При этом внимательно следите за тем, чтобы была соблюдена полярность. Особенно это важно для таких элементов, как электролитические конденсаторы и диоды. Затем следует немного развести выводы, чтобы деталь не выпадала из установленного места (но не перестарайтесь). Непосредственно перед тем как начинать пайку, не забудьте протереть жало губкой ещё раз. Теперь давайте рассмотрим, как происходит монтаж SMD в домашних условиях на этапе паяния. Для удаления остатков флюса с платы можно воспользоваться подходящим растворителем. Но эта операция не является обязательной, ведь его наличие не мешает и не сказывается на функционировании схемы. А теперь давайте уделим внимание теории пайки. Потом мы пройдёмся по особенностям каждого отдельного варианта. Можно взять конденсатор для SMD монтажа и набить на нём руку. Сейчас мы будем проходить практику. Допустим, у нас есть светодиод и резистор. К ним нужно припаять кабель. При этом не используются монтажные платы, штифты и иные вспомогательные элементы. Для выполнения поставленной цели нужно выполнить такие операции: Теперь давайте разберёмся, как происходит SMD монтаж в данном случае. Первоначально жало паяльника и припой одновременно подводят к месту пайки. Причем нагреваться должны и обрабатываемые выводы, и плата. Необходимо держать жало, пока припой равномерно не покроет всё место контакта. Затем его можно обвести по полукругу вокруг обрабатываемого места. При этом припой должен перемещаться во встречном направлении. Наблюдаем, чтобы он равномерно распределился на всей контактной площади. После этого убираем припой. И последний шаг – это быстрый отвод жала от места пайки. Ждём, пока припой приобретёт свою окончательную форму и застынет. Вот так в данном случае проводится монтаж SMD. Печатная плата при первых попытках будет выглядеть не ахти, а вот со временем можно научиться делать на таком уровне, что не отличишь и от заводского варианта. fb.ru Начинаем, как правило с подготовки, с выбора инструментов, приборов и подручных средств. Выбор паяльника среди множества различных образцов, сравнительный анализ паяльных устройств. Паяльник ЭПСН -25 - это то, что вы давно искали, ваш надёжный партнёр из советского прошлого. Всё советское надёжно и практически вечное… Даже паяльники, для ремонта плат управления кондиционеров, не изменили своему Сталинскому, советскому стандарту: паяльники с маркой Эпсн -25 – это настоящий знак качества. Общее описание ЭПСН 25/24: Как правильно припаять провода между собой. При установке или ремонте сплит системы часто получается так, что не хватает куска провода питания или управления, как правильно добавить провод при помощи пайки вы увидите в этом коротком видео. На первый взгляд ремонт платы управления кондиционера - это занятие, спаять два провода, ничего сложного, но эта мнимая на первый взгляд лёгкость требует навыков и мастерства. Как правильно, выпаять и не повредить радио-элементы после демонтажа с печатной платы. При обнаружении неисправности – нерабочая плата управления кондиционером, не торопитесь списывать сплит систему в “утиль”, но также не спешите делать выводы о неисправностях того или иного компонента печатной платы. Лужение – в помощ. Для начало попробуйте, вооружившись увеличительным стеклом (лупа), просто пропаять контакты. залудить окисленные и повреждённые дорожки платы. Часто бывает, что при автоматической пайке плат управления на заводе-производителе используют в качестве припоя – без свинцовистую смесь + агрессивный флюс. Проверка пайки и состояния самой платы путём лужения контактов, — это то, с чего необходимо начинать ремонт платы управления. Да, блок питания постоянного напряжения можно собрать и на коленке, для этого нам потребуется 4 диода, паяльник, припой, понижающий трансформатор и конденсатор. Радиодетали в запасе или как правильно поменять необходимую деталь. Плёночные резисторы, транзисторы и конденсаторы – являются практически вечными, не стареющими элементами печатных плат, поэтому, запасаемся ходовыми радиодеталями, аккуратно выпаиваем стандартные микросхемы с помощью медицинской иглы. Пригодится всё, кроме старых электролитических конденсаторов, они как правило со временем высохли и применению не подлежат, ушла ёмкость. Как поменять микросхему (Китай) на наш, на русский аналог.Замена микросхемы – весьма сложное и кропотливое дело. Типов микросхем бывает множество, от обыкновенных корпусно-кремниевых до микро-сборок с ножками как волоски. В данном видео-уроке показана замена микросхемы со снятыми с помощи образива и поэтому немного загнутыми концами. Китайские товарищи любят именно так поставить русского мужика в “тупик”, типо всё одноразово, только выбрасывать, но, восточный прямолинейный менталитет бесконечной хитрости ни как не может проникнуться в русскую смекалку и находчивость.Делаем правку ножек микросхемы, меняем испорченную или бракованную китайскую запчасть. Хе. Вообще-то понижающие трансформаторы цепи блока питания выходят из строя довольно редко, т. к. срабатывает система защиты, или сгорает предохранитель, варистор, или, если трансформатор цепи управления – пробой стабилитрона, или по-цепи семистора. Чаще всего меняют трансформатор – это когда транс.(не пидор), как таковой, исправен, но уж очень сильно гудит. У-у… Иногда этот гул нарастает, и… порой кажется что трясётся почти весь пластмассовый блок кондиционера. Наиболее впечатлительным звук трансформатора не даёт уснуть, и, чел… встаёт утром с красными как после пьянки глазами, проклиная эту шумную прохладу. Но, тут мы мастера, на помощ к Вам и придём. Это жж исправляется именно так. Видео-практикум по замене трансформатора внутреннего блока кондиционера смотреть тут. split61.ru В прошлом посте я делился своими скромными успехами в электронике, которые не тот момент ограничивались сборкой электронных схем на макетной плате без какой-либо пайки. Теперь же я буду хвастаться тем, как осилил делать что-то паяльником. Как, пожалуй, и в любом деле, при наличии правильной методички, коей, напомню, в моем случае является книга Чарльза Платта «Электроника для начинающих», дело это оказалось не таким уж и сложным. Перечислю инструменты, которые я использовал. Так как в стартер к книге они не входили, их пришлось дозаказывать: Дополнение: Дешевая паяльная станция ZD-99 вышла из строя спустя пару месяцев использования. Я заменил ее на паяльную станцию ELEMENT 878D с феном. В качестве более бюджетного варианта без фена также могу рекомендовать Simple Solder MK936 от CustomElectronics. Чтобы пайка получалась качественной, в настоящее время я всегда паяю с флюсом ЛТИ-120 (UPD: в качестве неплохой альтернативы можно порекомендовать флюс Kingbo RMA-218). Для снятия изоляции с проводов вместо бокорезов следует использовать специальный инструмент, стриппер. Для наших задач идеально подойдет стриппер на толщину провода от 20 до 30 AWG (0.25-0.80 мм). Плюс к этому я купил припой ПОС 61 толщиной 0.8 мм с флюсом. Аналогичный припой включен в стартер, но мне показалось, что его там слишком мало. Как будет показано дальше, также вам могут понадобиться ножницы по металлу. У меня они нашлись дома. Чтобы припой не капал на стол, я поставил третью руку на обыкновенный блокнот. Вроде, это все, что касается инструментов. Платт учит паять следующим образом. Берете два провода, спаиваете их крест-накрест. Если получилось, спаиваете два провода параллельно. Для изоляции используете термоусадочную трубку. Для нагрева термоусадочных трубок Платт советует купить промышленный фен. Однако я выяснил, что и обычный фен для волос вполне подходит. А если фена нет, трубку можно просто подержать над зажигалкой. Научившись паять провода, припаиваете провода блока питания к соединительным проводам, используемых на макетной плате. Больше не нужно соединять их «крокодилами». Удобно. Касательно самой пайки. Просто соединяете в одной точке провода и жало паяльника. Несколько секунд греете провода (иначе к ним не прилипнет припой). Затем в ту же точку подносите припой. Вот и вся мудрость! Лично у меня все получилось с первого раза. Важный момент об отводе тепла. Чтобы не перегреть элементы во время пайки, Платт советует одевать на ножки зажимы «крокодил». То есть, зажимы могут использоваться в качестве теплоотвода. Я пока как-то обхожусь без теплоотвода, но знать про такой прием полезно. Итак, научившись работать с паяльником, мне захотелось спаять что-нибудь на плате, чтобы все было совсем как у взрослых. К сожалению, сделать мигающий светодиод при помощи программируемого однопереходного транзистора 2N6027, как описано у Платта, у меня не получилось. В книге приводится три немного различающиеся схемы. Я перепробовал их все. Пробовал менять немного сопротивление резисторов и емкость конденсаторов. Даже менять катод и анод местами на случай, если в моем однопереходном транзисторе они стоят не так, как у Платта — так ничего и не заработало. Допускаю, что у меня могут быть какие-то паленые однопереходные транзисторы. В итоге я пошел гуглить, как делаются мигающие светодиоды на обыкновенных биполярных NPN транзисторах. Оказывается, соответствующая схема называется мультивибратор и выглядит приблизительно так: Исходник этой схемы для gschem можно скачать здесь. К сожалению, gschem не умеет рисовать соединения крест-накрест, поэтому в середине схемы я просто нарисовал две прямые линии. На картинке я на всякий случай подчеркнул, что в центре схемы соединения нет. Впрочем, это и так должно быть ясно по отсутствию жирной точки. Напряжение в 5 вольт было выбрано, потому что мне хотелось, чтобы схема питалась от USB, а по USB-кабелю идут именно 5 вольт. Больше о USB-кабеле и проводах в нем можно прочитать здесь. Обратите внимание, что красный и черный провод обычно соответствуют плюсу и минусу соответственно, но вообще это не гарантируется. Вы можете использовать и 12 вольт, этим вы ничего не спалите. В целом, чем меньше напряжение в приведенной схеме, тем реже мигают светодиоды. Емкость конденсаторов в принципе может быть любой. Я пробовал использовать конденсаторы от 22 до 100 мкФ. Чем меньше емкость, тем чаще мигают светодиоды. По приведенной схеме я спаял такое устройство: Обратите внимание, что дорожки на плате находятся с обратной стороны. Таким образом, во время пайки компоненты схемы приходится располагать как бы вверх ногами по сравнению с тем, как они располагаются на макетной плате. Нужно быть очень внимательным, чтобы все ножки попали в нужные места, особенно это касается светодиодов, конденсаторов и транзисторов. Как мне объяснили, таким образом паяют, чтобы между ножками элементов и дорожками на плате не получался конденсатор. Чтобы обрезать плату, я использовал упомянутые в начале заметки ножницы по металлу. Интересно, что с этой схемой у меня все получалось с первого раза без особых проблем. Ну разве что у одного транзистора сломал ножку, пришлось его заменить. А какие инструменты вы используете во время пайки, при какой температуре паяете, используете ли «крокодилов» для теплоотвода, чем обрезаете платы, травите платы сами или используете готовые, а также какую электронную схему вы паяли в первый раз? Дополнение: Выше был описан так называемый выводной или сквозной монтаж (Through-Hole Technology, THT). Поверхностный монтаж (SMT, Surface-Mount Technology) отличается только размером компонентов. Компоненты для поверхностного монтажа я лично припаиваю так. Залуживаю место пайки, затем подношу компонент и, придерживая пинцетом, припаиваю. Тут особенно удобно использовать пинцет с изогнутыми ножками. Но некоторые люди для поверхностного монтажа предпочитают использовать вместо припоя паяльную пасту и паяльный фен. Неплохая паяльная паста называется Mechanic XG-Z40, ее можно купить на eBay. Для ее нанесения требуется специальный пистолет. Его также можно найти на eBay по запросу «10ml manual syringe gun». Компоненты для поверхностного монтажа называются SMD, Surface-Mount Device. Они бывают разных размеров, из которых дома вы скорее всего будете использовать 1206, 0805 или 0603 — вряд ли мельче. SMT интересен тем, что позволяет разместить намного больше компонентов на той же площади, не требует наличия отверстий и потому позволяет использовать плату с обеих сторон. Дополнение: По теме пайки вас также может заинтересовать пост Краткий обзор дешевого USB-микроскопа с eBay. Метки: Электроника. eax.me Предварительно рекомендую ознакомиться с предыдущими частями: До совсем недавнего времени я зарабатывал тем, что паял провода в колонках и паял компоненты для колонок. В основном это представляло из себя скрученные провода или большие резисторы. На самом деле это все не так сложно как предыдущий шаг. Но большинство работ требуют пайки на небольших микросхемах маленьких элементов, а это тоже нужно освоить. Пайка на микросхеме требует чуть больше аккуратности и ловкости в работе. Я вставил резистор в микросхему(концы прошли через дырочки в микросхеме насквозь) и припаял с другой стороны. Это называется сквозной пайкой. Чтобы припаять светодиод и маленькие резисторы к микросхеме, я использовал паяльный аппарат со сменной температурой. Кончик у паяльника достаточно тонкий, чтобы можно было подлезть в самые недоступные места, не повредив другие компоненты. Я установил температуру около 350 градусов и подождал пока он нагреется. Затем я закрепил микросхему и приготовился паять: паяльник в одной руке, припой в другой. При пайке микросхем, необходимо сначала разогреть контакт, а затем уже припой. Если слишком сильно перегреть микросхему, то можно повредить ее. Помните, чем тоньше провода, тем быстрее они нагреваются! Я коснулся кончиком паяльника сначала микросхемы, а затем через несколько секунд, коснулся припоем паяльника, тем самым оставив там буквально одну маленькую капельку припоя. Как только припой заполнил контакт, я убрал паяльник и провод припоя. Припой я убрал перед тем как убрал паяльник, чтобы он провод припоя не присох к контакту. Припой начинает застывать как только убрать паяльник. Использовать точное количеств припоя важно именно при работе на микросхеме. Если использовать слишком много материала, то он выльется из металлического контакта и может вызвать замыкание, припаяв другие контакты. Если материала слишком мало, то контакт будет слабо держаться. Ваш контакт должен выглядеть как небольшая муравьиная горка, основание которой начинается прямо на плате. А вот и видео. Лучше всего использовать острые кусачки, чтобы получить хороший плоский срез. Обрезать концы нужно как можно ближе к основанию, чтобы минимизировать риск замыкания. Еще неплохо было бы придерживать тот конец, который вы отрезаете, чтобы он не отлетел в другой угол комнаты. Как только вы отрежете, этап пайки считается полностью завершенным, можете приступать к следующему компоненту. И небольшое видео о том, как я это делаю. Пайка компонентов на плате включает в себя процесс лужения. Лужение – это нанесение небольшого количества припоя на места спаивания, до того, как вы соедините их. Т.е. в данном случае необходимо нанести немного припоя непосредственно на плату, а затем соединить компоненты. Сначала он дотронулся концом паяльника контакта на плате. Затем он нанес небольшое количество припоя и потом убрал паяльник от платы. Затем он взял компонент, который хотел припаять, нагрел небольшой шарик припоя на плате (который только что нанес), и аккуратно положил компонент на плату(соответственно дотронувшись контактами до припоя). Затем он убрал паяльник, подержал компонент еще какое-то время и отпустил. Затем он припаял контакт компонента с другой стороны. Поверхностный монтаж делается таким способом, т.к. невозможно одновременно в двух руках удержать паяльник, припой и пинцет с компонентом. Более того, лужение хорошо использовать при пайке небольших компонентов. Я не использовал лужение, когда паял провода, потому что они достаточно крупные и необходимо было не маленькое количество припоя. Однако, при пайке небольших компонентов лужение очень полезно, т.к. необходимо использовать очень маленькое количество припоя. Как паять зажигалкой, распайка Перевод room402
автор noahw
skillville.ruФХОМиНТ №3 / Семинар № 08 / Все о пайке макс / Как правильно паять. Как паять платы или схемы
Пайка плат волной припоя, при помощи робота и в домашних условиях паяльником
Волновой метод
 В процессе серийного производства электронных приборов, крепление компонентов на печатных платах осуществляется на конвейерных линиях заводов. При этом применяется пайка волной припоя.
В процессе серийного производства электронных приборов, крепление компонентов на печатных платах осуществляется на конвейерных линиях заводов. При этом применяется пайка волной припоя.
Настройка технологических параметров
 Для получения качественных паяных соединений, необходима настройка технологических параметров паяльной линии. Во-первых, формой и ориентацией сопла формируется гребень волны оптимального профиля, во-вторых, движущаяся над ванной плата располагается под некоторым углом к поверхности расплава.
Для получения качественных паяных соединений, необходима настройка технологических параметров паяльной линии. Во-первых, формой и ориентацией сопла формируется гребень волны оптимального профиля, во-вторых, движущаяся над ванной плата располагается под некоторым углом к поверхности расплава.Крепление smd компонентов

 Таким образом, smd-компоненты перед пайкой должны быть приклеены к плате специальным клеем. При этом иногда имеют место случаи отклеивания деталей во время их контакта с волной расплава, что приводит к появлению брака.
Таким образом, smd-компоненты перед пайкой должны быть приклеены к плате специальным клеем. При этом иногда имеют место случаи отклеивания деталей во время их контакта с волной расплава, что приводит к появлению брака.Применение паяльной пасты
 Для крепления smd-компонентов на плате обычно применяются другие технологии пайки. Как правило, все они основаны на использовании паяльной пасты. В этот состав входит порошкообразный припой, флюс и наполнитель.
Для крепления smd-компонентов на плате обычно применяются другие технологии пайки. Как правило, все они основаны на использовании паяльной пасты. В этот состав входит порошкообразный припой, флюс и наполнитель.Автоматизированные технологии
 В ситуациях, когда электронные компоненты имеют выводы с очень малым шагом, при пайке разъёмов, имеющих большое количество выводов, и в других случаях, требующих использования очень тонких технологий, обычно применяется паяльный робот.
В ситуациях, когда электронные компоненты имеют выводы с очень малым шагом, при пайке разъёмов, имеющих большое количество выводов, и в других случаях, требующих использования очень тонких технологий, обычно применяется паяльный робот.Работа в домашних условиях

ПАЙКА ПЛАТ
Умение пользоваться паяльником - это очень полезный навык для любого человека. Именно правильно пользоваться, а не просто ткнуть в припой. Уметь хорошо паять настоящее искусство, которое дается не сразу, а в результате практики. Немного терминологии: припой - это легкоплавкий металлический сплав, которым спаиваются провода и выводы деталей. При пайке плат чаще применяют оловянно-свинцовые припои, представляющие сплав олова и свинца. По прочности спайки эти припои не уступают чистому олову. Плавятся такие припои при температуре 180 - 200° С. Обозначаются они сокращённо ПОС (припой оловянно-свинцовый), за которыми следует двузначная цифра, показывающая содержание олова в процентах, например: ПОС-40, ПОС-60. Ещё лучше взять так называемый легкоплавкий сплав Вуда с температурой плавления около 70 °C.






Как правильно паять
основы пайки, пайка печатных плат и технология. Монтаж SMD домашних условиях
Запасаемся необходимым и проводим подготовку
 Для качественной работы нам нужно иметь:
Для качественной работы нам нужно иметь:Начало работы с деталями
Закрепление деталей
 Необходимо расположить жало паяльника между платой и выводом, чтобы разогреть место, где будет проводиться пайка. Чтобы не вывести деталь из строя, это время не должно превышать 1-2 секунды. Затем можно подносить припой к месту пайки. Учитывайте, что на этом этапе на человека может брызнуть флюс, поэтому будьте внимательны. После того момента, когда требуемое количество припоя успеет расплавиться, необходимо отвести проволоку от места, где паяется деталь. Для его равномерного распределения необходимо жало паяльника подержать на протяжении секунды. Потом, не сдвигая деталь, необходимо убрать прибор. Пройдёт несколько мгновений, и место пайки остынет. Всё это время необходимо следить за тем, чтобы деталь не меняла свое местоположение. Излишки можно отрезать, используя бокорезы. Но смотрите за тем, чтобы не было повреждено место пайки.
Необходимо расположить жало паяльника между платой и выводом, чтобы разогреть место, где будет проводиться пайка. Чтобы не вывести деталь из строя, это время не должно превышать 1-2 секунды. Затем можно подносить припой к месту пайки. Учитывайте, что на этом этапе на человека может брызнуть флюс, поэтому будьте внимательны. После того момента, когда требуемое количество припоя успеет расплавиться, необходимо отвести проволоку от места, где паяется деталь. Для его равномерного распределения необходимо жало паяльника подержать на протяжении секунды. Потом, не сдвигая деталь, необходимо убрать прибор. Пройдёт несколько мгновений, и место пайки остынет. Всё это время необходимо следить за тем, чтобы деталь не меняла свое местоположение. Излишки можно отрезать, используя бокорезы. Но смотрите за тем, чтобы не было повреждено место пайки.Проверка качества работы
 Посмотрите на получившийся поверхностный монтаж SMD:
Посмотрите на получившийся поверхностный монтаж SMD:Теория
 Под пайкой понимают соединение определённых металлов с использованием других, более легкоплавких. В электронике для этого используют припой, в котором 40% свинца и 60% олова. Данный сплав становится жидким уже при 180 градусах. Современные припои выпускают как тонкие трубочки, которые уже заполнены специальной смолой, выполняющей функцию флюса. Нагретый припой может создавать внутреннее соединение, если выполнены такие условия:
Под пайкой понимают соединение определённых металлов с использованием других, более легкоплавких. В электронике для этого используют припой, в котором 40% свинца и 60% олова. Данный сплав становится жидким уже при 180 градусах. Современные припои выпускают как тонкие трубочки, которые уже заполнены специальной смолой, выполняющей функцию флюса. Нагретый припой может создавать внутреннее соединение, если выполнены такие условия:Наиболее частые ошибки
 Сейчас рассмотрим три самые частые ошибки, а также то, как их исправить:
Сейчас рассмотрим три самые частые ошибки, а также то, как их исправить:Пайка свободных проводов
Пайка печатных плат
 В данном случае необходимо прикладывать меньше усилий, нежели в предыдущем, поскольку здесь отверстия платы хорошо играют роль фиксатора для деталей. Но и здесь важен опыт. Часто результатом работы новичков является то, что схема начинает выглядеть как один большой и сплошной проводник. Но дело это несложное, поэтому после небольшой тренировки результат будет на достойном уровне.
В данном случае необходимо прикладывать меньше усилий, нежели в предыдущем, поскольку здесь отверстия платы хорошо играют роль фиксатора для деталей. Но и здесь важен опыт. Часто результатом работы новичков является то, что схема начинает выглядеть как один большой и сплошной проводник. Но дело это несложное, поэтому после небольшой тренировки результат будет на достойном уровне.Ремонтное пособие | Учимся паять платы
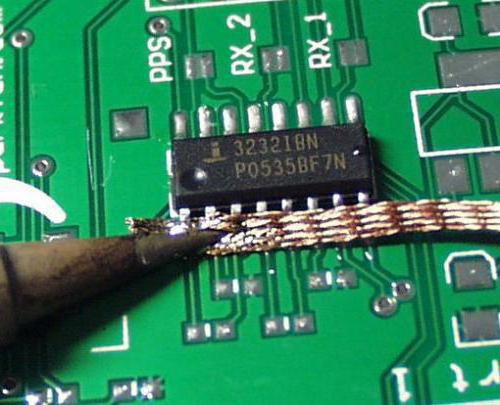
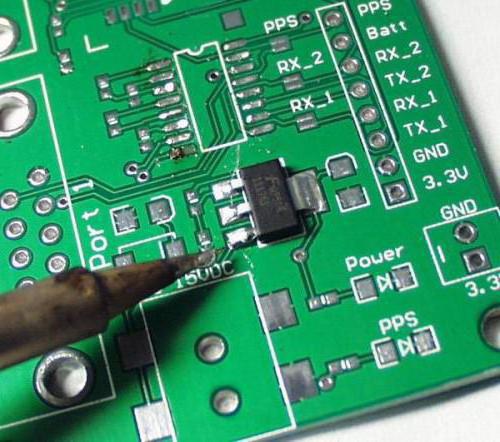
Учимся паять платы: ремонт
Паяльник для ремонта плат
Нарастить, добавить, спаять провода между собой
Проверка соединений и пайки. Лужение
Собираем на коленке блок питания.
Запасаемся старыми радиодеталями
Меняем китайскую микросхему
Трансформатор на плате кондиционера… Замена на аналогичный
Как я спаял свою первую электронную схему
Как правильно паять? (Часть 3. Монтаж плат) / Мастерская / SkillVille
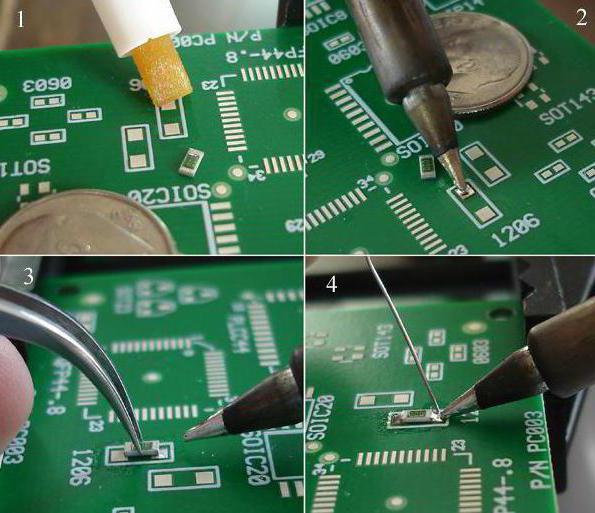
Итак, в этой части сложность пайки поднимается до опасного высокого уровня. Одно дело паять провода, где и навредить то практически невозможно, а вот паять на печатной плате — это уже совсем другая история. Но нет ничего невозможного, так что приступаем!Сквозной монтаж


Теперь обрезаем концы
Как только вы припаяли необходимые компоненты к материнской плате, можно отрезать торчащие с другой стороны концы. Это довольно легко сделать и не требует никаких специальных умений, я просто дам несколько простых советов.

Пайка на поверхности платы(поверхностный монтаж)
Паять компоненты, когда есть возможность продеть контакты через плату не представляет из себя ничего сложного, однако многие компоненты необходимо паять на лицевой стороне.




интернет-магазин светодиодного освещения
Пн - Вс с 10:30 до 20:00
Санкт-Петербург, просп. Энгельса, 138, корп. 1, тк ''Стройдвор''












Поделиться с друзьями: