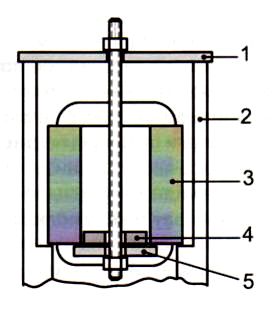
Техника часто подвергается перегрузкам и механическим повреждениям. Стоит всего раз уронить или что-нибудь пролить на инструмент, как на обмотке ротора появляется ржавчина, а сам якорь смещается. Последствия плачевны: электродвигатель перегревается, искрит и вибрирует. Работа с таким инструментом опасна. Если у вас есть навыки ремонта техники и минимальный набор инструментов, то устранить неисправность поможет перемотка якоря в домашних условиях. Дело в том, что именно обмотка принимает на себя первые «удары» неправильной эксплуатации. Жилы проводника разрываются и обгорают. Их замена продлит жизнь техники и увеличит производительность двигателя. Прежде чем приступать к ремонту, подготовьте инструменты и материалы: Чтобы не делать лишнюю работу, важно правильно выявить причину поломки техники. Для этого осмотрите инструмент и проверьте, поступает ли ток на коллектор и кнопку пуска, при помощи мультиметра или индикатора. Если все в порядке, то нужно осмотреть прибор изнутри. Отключите инструмент от питания, и разберите корпус. Понюхайте ротор. Если произошло межвитковое замыкание, то изоляционное покрытие оплавляется и источает резкий запах. Когда внешних признаков неисправности нет, стоит проверить ламели якоря мультиметром. Переключите прибор в режим омметра, и выставьте диапазон в 200 Ом. Двумя щупами «прозвоните» соседние ламели. Смена сопротивления свидетельствует о поломке в катушке. Омметр можно заменить лампочкой. Подключите плюс и минус клеммы на вилку прибора, а в разрыв поставьте лампу. Вращайте вал якоря рукой. Если лампочка «моргает», значит, произошло межвитковое замыкание. Лампа не горит? Значит, произошел обрыв цепи или отсутствует сопротивление в одной из ламелей. Замена обмотки и новая изоляция предотвратят перегорание двигателя. Чтобы продлить срок эксплуатации электродвигателя, перемотку ротора рекомендуется проводить не реже чем раз в два года. Перед перемоткой нужно зафиксировать основные показатели двигателя. Посчитайте и запишите: количество пазов якоря и ламелей коллектора. Определите шаг намотки. Наиболее распространенный шаг 1–6 — когда катушка укладывается в начальный паз, затем в 7 и закрепляется на 1 пазу. В некоторых заводских обмотках применяется сброс вправо или влево. Например, при намотке и сбросе вправо, катушка уходит вправо от начального паза. Так, при количестве пазов якоря 12, шаге намотки 1–6 и сбросе вправо, обмотка закладывается в 1 паз, затем в 8 и после намотки нужного количества витков, закрепляется во 2 пазу. Все это нужно учесть. В противном случае обмотка будет уложена неверно, что негативно скажется на направлении вращения. Перемотка якоря электродвигателя своими руками займет порядка 4 часов. Чтобы при сборке не возникло сложностей, рекомендуется фотографировать исходное расположение деталей, во время каждого этапа работы: Перемотка завершена. При определенной сноровке ремонт не занимает много времени. Если вы меняли обмотку впервые, и не совсем уверены в правильности укладки провода, то можно провести дополнительную проверку. Залогом бесперебойной работы техники после перемотки якоря, является правильная балансировка. В крупных компаниях по ремонту электродвигателей, на специальном станке делают динамичную балансировку. Так как перемотать якорь самому в первый раз сложно, то выявить грубые ошибки, поможет приспособление для статической балансировки «На ножах». Его легко сконструировать самостоятельно. Подберите два лезвия из стали. Они должны обладать хорошей прямолинейностью и чистотой обработки. Установите лезвия на жестком основании параллельно друг другу. Расстояние между лезвиями — размер якоря. В итоге должно получиться такое приспособление: Схематичное изображение приспособления «На ножах», где 1 — якорь электродвигателя; 2 — стальные лезвия; 3 — основание; А и Б — точки для припаивания грузов. Метод балансировки прост: якорь размещают на лезвиях и наблюдают за его перемещением. Якорь будет поворачиваться, так как самая тяжелая часть будет оказываться внизу. Задача – переместить центр тяжести как можно ближе к оси якоря, которая обозначена пунктиром. При качественной балансировке якорь остается неподвижным. Чтобы выровнять вес, на точки А и Б навешивают грузы из пластилина. Когда достигается равновесие, грузы снимают, взвешивают и припаивают металл, равный их весу. Теперь вы знаете, как перемотать якорь своими руками. Благодаря навыкам балансировки, ваш инструмент не будет вибрировать и перегреваться, даже при мелких недочетах в укладке обмотки. Регулярная проверка контактов и плановая чистка корпуса, помогут свести к минимуму вероятность поломки техники. Метод балансировки прост: якорь размещают на лезвиях и наблюдают за его перемещением. Якорь будет поворачиваться, так как самая тяжелая часть будет оказываться внизу. Задача — переместить центр тяжести как можно ближе к оси якоря, которая обозначена пунктиром. При качественной балансировке якорь остается неподвижным. Чтобы выровнять вес, на точки, А и Б навешивают грузы из пластилина. Когда достигается равновесие, грузы снимают, взвешивают и припаивают металл, равный их весу. Теперь вы знаете, как перемотать якорь своими руками. Благодаря навыкам балансировки, ваш инструмент не будет вибрировать и перегреваться, даже при мелких недочетах в укладке обмотки. Регулярная проверка контактов и плановая чистка корпуса, помогут свести к минимуму вероятность поломки техники. remonteldv.ru Если вы определили, что в вашем перфораторе вышел из строя ротор, а средств на новый у вас нет, или есть желание воскресить деталь своими руками, то эта инструкция для вас. Устройство перфоратора Макита настолько простое, что ремонт Makita 2450, 2470 не вызывает особых затруднений. Главное, придерживаться наших советов. Кстати, ремонт перфоратора своими руками может выполнить практически каждый пользователь, имеющий начальные навыки слесаря. Поскольку устройство перфоратора несложное, то ремонт перфоратора makita надо начинать с его разборки. Разборку перфоратора лучше всего выполнять по уже проверенному порядку. Алгоритм разборки перфоратора: Запомните, корпус статора зеленого цвета, корпус механического блока с ротором черного цвета. Отсоединив ротор от механического блока, переходим к определению характера неисправности. Ротор Makita HR2450 поз.54; артикул 515668-4. Поскольку вы производите самостоятельный ремонт перфораторов, вам необходимаэлектрическая схема перфоратора Makita 2450, 2470. В перфораторах Макита 2470, 2450 применяются коллекторные электродвигатели переменно тока. Определение целостности коллекторного двигателя начинается с общего визуального осмотра. У неисправного ротора поз.54 видны следы подгорелой обмотки, царапины на коллекторе, следы гари на ламелях коллектора. Короткое замыкание можно определить только у ротора, в цепи которого отсутствует обрыв. Для определения короткого замыкания(КЗ) лучше всего воспользоваться специальным прибором ИК-32. Видео: как проверить якорь, статор Убедившись, с помощью указанного прибора или прибора самодельного, в том, что у ротора между витками короткое замыкание, приступайте к его разборке. Перед разборкой обязательно зафиксируйте направление намотки. Это делается очень просто. Взглянув в торец ротора со стороны коллектора, вы увидите направление намотки. Направлений намотки бывает два: по часовой и против часовой стрелки. Зафиксируйте и запишите, эти данные вам обязательно понадобятся при самостоятельной намотке. У ротора перфоратора Makita направление намотки по часовой стрелке, правое. Вот последовательность ремонта ротора с коротким замыканием обмоток: Теперь рассмотрим все по порядку. На первом этапе с якоря надо снять коллектор. Коллектор снимается после расточки или распиловки лобовых частей обмотки. Если вы производите самостоятельный ремонт перфоратора, то распилить лобовые части обмотки можно при помощи ножовки по металлу. Зажав ротор в тисках через алюминиевые прокладки, распилите по кругу лобовые части обмотки, как показано на фото. Для освобождения коллектора, последний надо зажать газовым ключом за ламели и провернуть вместе с обрезанной лобовой частью обмотки, проворачивая ключ в разные стороны. Ротор при этом зажмите в тиски через прокладки из мягкого металла. Аналогично снимаете и вторую лобную часть, используя газовый ключ. Всегда контролируйте усилие фиксации ротора в тисках, постоянно подтягивая зажим. Когда вы снимите коллектор и боковины обмотки, переходите к удалению из пазов остатков проволоки, следов изоляции. Лучше всего для этого использовать молоток и алюминиевое или медное зубило. Изоляция должна быть удалена полностью, а поверхность канавок зачищена наждачкой. Но перед тем, как удалить следы обмотки из паза, постарайтесь посчитать количество витков, уложенных в нескольких пазах. При помощи микрометра замерьте диаметр используемого провода. Обязательно проконтролируйте, насколько процентов заполнены пазы ротора проводом. При малом заполнении можно использовать при новой намотке провод большего диаметра. Кстати, зачищать изоляцию можно, обернув наждачной бумагой кусок деревяшки нужного профиля. Подберите новый коллектор нужного диаметра и конструкции. Установку нового коллектора лучше всего выполнять на деревянном бруске, установив на него вертикально вал ротора. Засунув коллектор на ротор, мягкими ударами молотка через медную наставку запрессовать коллектор на старое место. Подошла очередь к установке гильз изоляции. Для изготовления гильз изоляции используйте электрокартон, синтофлекс, изофлекс, лакоткань. Короче, то, что легче всего приобрести. Теперь самое сложное и ответственное. Намотка ротора представляет собой трудоемкий и сложный процесс и требует усидчивости и терпения. Вариантов намотки два: По первому варианту, надо брать ротор в левую руку, а заготовленный провод нужного диаметра и нужной длины с небольшим запасом в правую и наматывать, постоянно контролируя количество витков. Вращение намотки от себя по часовой стрелке.Порядок намотки простой. Закрепите начало провода за подшипник, проденьте в паз ламели и начинайте намотку в пазу ротора напротив паза ламели. Для облегчения процесса намотки можно собрать простое приспособление. Приспособление целесообразно собирать при намотке якорей более одного. Вот видео простого приспособления для намотки роторов коллекторного двигателя. Но начинать намотку надо с подготовки данных. В перечень данных должны входить: Данные длинны, диаметра, количество пазов и количество ламелей вы сможете получить во время разборки ротора. Диаметр проволоки измеряйте микрометром, когда достанете обмотку из пазов ротора. Все данные вам надо собрать во время разборки ротора. Алгоритм перемотки ротора Порядок намотки любого ротора зависит от количества пазов в роторе, количества ламелей коллектора. Направление намотки вы установили перед разборкой и зарисовали. На коллекторе выберите ламель отсчета. Это будет начало намотки. Обозначьте начальную ламель точкой при помощи лака для ногтей. При разборке ротора мы установили, что у ротора пазов 12, а у коллектора 24 ламели. А еще мы установили, что направление намотки по часовой стрелке, если смотреть со стороны коллектора. Установив в пазы изоляционные гильзы из электрокартона или его аналога, припаяв конец обмоточного провода к ламели №1, начинаем намотку. Провод укладывается в паз 1 напротив, и возвращается через шестой паз(1-6), и так до нужного количества витков с шагом z=5. Середина обмотки припаивается к ламели №2 по часовой стрелке. В эту же секцию наматывается такое же количество витков, а конец провода припаивается к ламели №3. Одна катушка намотана. Начало новой катушки производится с ламели №3, середина распаивается на ламели №4, намотка в те же пазы(2-7), а конец на ламели №5. И так до того состояния, когда последняя катушка не закончится на ламели №1. Цикл замкнулся. Пропаяв концы обмоток к ламелям коллектора, переходим к бронированию ротора. Бронирование ротора производится для закрепления обмоток, ламелей и обеспечения сохранности ротор и его частей при работе на высоких оборотах. Бронированием называется технологический процесс закрепления катушек ротора при помощи монтажной нити. Пропитку ротора следует выполнять с подключением к сети переменного тока. Это делается при помощи ЛАТРа. Но лучше такую процедуру делать с использованием трансформатора, на обмотку которого подается переменное напряжение через ЛАТР. Фото пропитки с ЛАТРом Задача состоит в том, что при подаче переменно напряжения витки намотанных катушек вибрируют, нагреваются. А это способствует лучшему прониканию изоляции внутрь витков. В качестве изолирующего материала рекомендуется использовать эпоксидный клей. Разводится клей в теплом состоянии согласно инструкции. Наносится эпоксидный клей на разогретую обмотку ротора при помощи деревянной лопатки. Пропитка ротора перфоратора Makita 2470 в домашних условиях После тщательной пропитки дайте ротору остыть. В процессе остывания пропитка затвердеет и станет сплошным монолитом. Вам останется удалить ее потеки. Как бы вы тщательно и аккуратно не наносили пропитку, ее частицы попадают на ламели коллектора, затекают в пазы. На следующем этапе и надо все пазы и ламели тщательно зачистить, заполировать. Пазы можно зачищать куском ножовочного полотна, заточенным как для резки оргстекла. А зачистку ламелей можно производить мелкой наждачной бумагой, зажав ротор в патрон электродрели. Сначала зачищается поверхность ламелей, затем фрезеруются пазы коллектора. Переходим к балансировке якоря. В обязательном порядке балансировка якорей производится для высокооборотистого инструмента. Перфоратор Макита таковым не является, но проверить балансировку не лишне. Правильно отбалансированный ротор значительно увеличит время работы подшипников, уменьшит вибрацию инструмента, снизит шум при работе.Балансировку выполнят на ножах, двух направляющих выставленных, в горизонт при помощи уровня. Ножи устанавливаются на ширину, позволяющую уложить собранный ротор на вал. Ротор должен лежать строго горизонтально. Если нарушен баланс ротора, то он всегда будет занимать положение, при котором лишний вес будет внизу. Для компенсации надо с противоположной стороны всунуть груз под прокладку катушек, так чтобы он не выходил за пределы диаметра ротора. А можно засверлить излишки металла со стороны лишнего веса. Так, перекатывая ротор на ножах, вы сможете его тщательно отбалансировать. Все! Ротор к установке готов. sdelalremont.ru Читать все новости ➔ В статье описаны технологические советы, упрощающие сложные и трудоемкие процессы намотки якорей и статоров электрифицированного инструмента. В статье кратко описаны конструкции электродвигателей ручного инструмента, приведены схемы обмоток и их подключение, рисунки приспособления и подробное описание технологических процессов по их ремонту и монтажу. Рис. 1 Чаще всего выходят из строя якоря двигателей, которые имеют более сложную конструкцию и более плотную укладку обмоточного провода в пазах якоря. Наличие короткозамкнутых витков или обрывов концов обмоток в якоре при исправных щетках и коллекторе проявляется в виде кругового искрения щеток, быстрого нагрева инструмента и потере мощности двигателя. Обрывы концов обмоток устраняются путем пайки концов к ламелям коллектора, наложением бандажа из ниток и равномерной пропиткой его эпоксидным клеем. Сложность перемотки якоря на порядок выше по сравнению с перемоткой статора, к тому же требует его статической и динамической балансировки, поэтому чаще всего авторы публикаций предлагают заменять их новыми, заводского изготовления. Это проще всего, но дорого. Столкнувшись с аналогичной проблемой у моей «болгарки» и определив, что ее механическая часть находится в хорошем состоянии, мне стало жалко ее выбрасывать, и было решено перемотать ее якорь, который имел обмотки с потемневшей изоляцией. О наличии короткозамкнутых витков я дополнительно убедился, измеряя индуктивность обмоток между соседними ламелями коллектора мультиметром типа MY6243 фирмы Mastech. Тестером это определить невозможно, так как доля сопротивления одного короткозамкнутого витка ничтожна по сравнению с сопротивлением целой обмотки, а вот на индуктивность обмотки коротко- замкнутый виток влияет существенно. Авторы публикаций в Интернете по ремонту электродвигателей рекомендуют выжигать обмотки якорей, так как они пропитаны клеем или лаком - просто извлечь или размотать их невозможно. Процесс выжигания требует снятия шарикоподшипников и может привести к деформации вала, что рекомендуется устранять после путем высокоточной проточки якоря на токарном станке после его перемотки. Естественно, мной это было отвергнуто и использована другая технология. Обхватив якорь полоской толстого мягкого картона, зажал его в тиски так, чтобы он плотно держался и не деформировался. Ножовкой по металлу с мелкими зубьями вплотную к обоим торцам пазов рабочей части якоря обрезал обмотки, несколько раз проворачивая и переставляя якорь. Торцы обрезанных секций обмоток не должны выступать из пазов якоря. После этого якорь слегка зажимается в тиски торцами рабочей части. Подбирается стальной стержень с плоским торцом и диаметром, чуть меньшим ширины паза якоря. Этим стержнем и молотком выпрессовываются части обрезанных секций обмоток. При этом также выпрессовываются клинья, которыми крепятся обмотки в верхних частях пазов. Клинья необходимо сохранить. После этого якорь необходимо подготовить к намотке провода. Для облегчения процесса намотки якоря было решено использовать более толстый, чем использованный в якоре, и имеющийся в наличии провод ПЭВ-2-0,5, в результате чего, с соответствующей перемоткой обмоток статора, двигатель станет низковольтным. Каким будет рабочее напряжение инструмента, не столь важно, и будет определено в процессе испытаний питанием его от ЛАТРа. Главное, чтобы инструмент работал. Учитывая, что двигатель будет низковольтным, было решено отказаться от изоляционных прокладок и создать изоляцию пазов и торцов якоря путем нанесением тонкого слоя эпоксидного клея. Все острые углы на стыках пазов и торцевой части якоря перед нанесением клея закругляются круглым надфилем. Желательно отполировать ламели коллектора нулевой наждачной шкуркой и прочистить зазоры между ними. Места подключения концов обмоток к ламелям необходимо зачистить и залудить. После нанесения и полимеризации клея якорь готов к намотке обмоток. Данный якорь имеет 12 пазов и 24 коллекторные ламели. Щетки размещены перпендикулярно оси полюсов статора. Учитывая, что в якоре применена схема петлевой обмотки, в каждом пазу будет размещено по четыре секции. Схема намотки для такого варианта двигателя показана на рис.2 [2]. Вверху показаны полюса якоря, а внизу - ламели коллектора. На схеме видно, что четыре секции начинают появляться в пазу между полюсами 5 и 6, а заканчивают появляться в конце намотки между полюсами 4 и 5. Если щетки двигателя располагаются вдоль оси полюсов статора, то концы обмоток должны быть смещены на 90°, то есть концы, подпаянные к ламели 1, должны быть подпаяны к ламели 7 и т.д. Об этом важном моменте в литературе упоминается очень не внятно либо вообще не упоминается [1]. Рис. 2 Исходя из площади поперечного сечения паза, сечения нового обмоточного провода, и с учетом коэффициента заполнения, было определено, что в один паз помещается 40 витков. Количество витков одной секции будет равно 10. Малое количество витков секции и повышенный диаметр провода до 0,5 мм позволяет производить намотку якоря вручную без специальных приспособлений и больших трудозатрат. Для намотки провода якорь аккуратно через мягкие прокладки зажимается в настольные тиски крыльчаткой вентилятора коллектором к себе. Катушка с проводом располагается внизу на горизонтальном стержне. Конец провода зачищается и припаивается к ламели 1. В начале намотки провод возле коллектора левой рукой слегка прижимается в направлении вала, а правой рукой наматывается первый виток. Прогибы концов провода возле коллектора необходимы для намотки бандажа по окончанию намотки якоря и должны быть одинаковыми. В процессе намотки необходимо постоянно контролировать отсутствие замыканий наматываемого провода на корпус, чтобы потом не перематывать все заново. Для этого на коллектор и вал якоря наматывается по несколько витков оголенных проводов, к концам которых подключается омметр. Последующие витки продолжают наматываться правой рукой, а левой рукой провод равномерно укладывается на торцах якоря и придерживается для выравнивания и укладки провода в пазы. Конец секции формуется под бандаж, зачищается, складывается вдвое, сжимается плоскогубцами, чтобы устранить петлю, припаивается к следующей ламели и является началом следующей секции. По мере намотки якорь в тисках переставляется на нужный угол, а провод в пазах уплотняется плоской деревянной палочкой. Конец последней секции припаивается к ламели 1. После намотки всех секций на провод возле коллектора наматывается бандаж из тонких ниток. После этого необходимо обновить все пайки и сделать их по возможности одинаковыми. Это и последующая равномерная пропитка обмоток и бандажа необходимы для сохранения статической и динамической балансировки якоря. В авторском варианте ремонта это удалось. Перед пропиткой можно якорь и эпоксидный клей нагреть примерно до 40°С на комнатной батарее или масляном радиаторе. На коллектор, для защиты от попадания клея, намотать пару витков изоленты. Клей равномерно наносится узким деревянным шпателем, сначала на бандаж затем на торцевые части секций со стороны коллектора. Якорь немного подержать вертикально вверх коллектором. После этого нанести клей в пазы и вставить клинья. Далее закрепить в тисках якорь вертикально коллектором вниз за шарикоподшипник через мягкий картон и нанести клей на торцевые части секций со стороны крыльчатки вентилятора. Такое крепление даст возможность вращать якорь и следить за вытекающим клеем, чтобы своевременно убирать излишки и выравнивать его поверхность. Шпатель для этой цели необходимо пропитать машинным маслом. Процесс полимеризации эпоксидного клея происходит медленно и длится около 4 ч, поэтому после первых 30 мин следить за процессом можно реже и периодически переворачивать якорь в вертикальном положении. После полной полимеризации клея якорь готов к установке на свое место, но после перемотки обмоток статора. Для перемотки статор необходимо извлечь из корпуса. В авторском варианте статор плотно вставлен в сформованное для него место в корпусе, до упора задней части. Передняя его часть фиксируется пластмассовым цилиндром, который двумя выступами упирается в статор между обмотками, а четырьмя выступами - в съемный корпус редуктора. Для извлечения статора необходимо отсоединить четыре его вывода и вытянуть из корпуса. Если статор не удается извлечь простым путем, то необходимо применить винтовой механизм, например, показанный на рис.З, Рис. 3 где обозначены: 1 - верхняя опорная пластина; 2 - корпус статора; 3 - железо статора; 4 - центрирующая шайба; 5 - нижняя опорная пластина. Возможно, между верхней пластиной и корпусом будет необходимо подкладывать деревянные рейки по бокам статора. Исходя из того, что обмотки статора включены последовательно со щетками якоря, а верхняя и нижняя части обмоток якоря подключаются к щеткам параллельно, сечение провода статора должно быть в два раза больше провода якоря. Учитывая, что обмотки статора менее плотны и лучше охлаждаются, это соотношение может быть уменьшено до 1,8-1,9. Соотношение количества витков статора к количеству витков в пазу якоря в реальном двигателе равно 3,4. В этом варианте обе обмотки статора должны иметь 40x3,4=136 витков. В результате обмотки статора были намотаны проводом ПЭВ-2-0,62 по 70 витков. Для намотки обмоток необходимо изготовить оправку. Для этого из фанеры толщиной равной ширине паза статора вырезается прямоугольник с закругленными торцами. Ширина прямоугольника равна ширине узкой части полюса плюс 5 мм, длина его на 2 см больше длины статора. Из тонкой фанеры или текстолита вырезается две щечки, ширина и длина которых на 2 см больше предыдущей детали. По углам одна щечка крепится симметрично к внутренней детали короткими шурупами (4 шт.), в которой возле внутренней детали сверлится отверстие для закрепления провода начала катушки (рис.4). Рис. 4 Вторая щечка крепится гайкой при сборке. По центру оправки сверлится сквозное отверстие диаметром 8,2 мм. В это отверстие вставляется болт или шпилька с резьбой М8 и с помощью гаек оправка зажимается, как показано на рис.5, где обозначены: Рис. 5 1 - шпилька; 2, 7 – гайки; 3, 5 - щечки; 4 - внутренняя деталь; 6 - шайба. Для крепления этого приспособления используется дрель, которая любым способом крепится к столу, например, привязывается к тискам так, чтобы ее патрон выступал за край столешницы. Приспособление зажимается в патрон, и можно приступать к намотке катушек. Перед началом намотки с обоих торцов оправки необходимо липкой стороной внутрь приклеить полоски изоленты длиной около 8 см к внутренней детали и к щечкам для закрепления витков катушки после намотки. Провод начала катушки вставляется в отверстие, закрепляется на шпильке, и производится намотка путем вращения оправки одной рукой и укладки провода другой рукой без особой натяжки. После намотки гайку 7 отвинчивают, оправку с катушкой снимают со шпильки, кладут на стол и снимают верхнюю щечку. Нижние концы изоленты укорачивают так, чтобы они не загибались при наложении на их липкую поверхность верхних концов. После этого катушку снимают и ее витки окончательно закрепляют изолентой. Точно также наматывают вторую катушку. Выводы катушек должны быть направлены в сторону коллектора и иметь запас по длине на случай переполюсовки выводов по отношению к щеткам коллектора, если двигатель будет вращаться не в нужном направлении. Статор двигателя кладут на стол полюсом вниз. На нем монтируют первую катушку. В пазы полюсов вклеивают полоски бумажной изоляции быстросохнущим клеем. Сначала вставляют одну сторону катушки, затем путем растяжки ее по ширине вставляют вторую сторону катушки. После этого статор переворачивают и точно также монтируют вторую катушку. Очень важно, чтобы при монтаже катушек, когда они находятся внизу, их начала были с одной и той же стороны. А в собранном виде начала катушек будут диаметрально противоположны. Выступающие торцевые части катушек формуют так, как показано на рис.6, и пропитывают эпоксидным клеем вместе с боковыми частями. Рис. 6 После полимеризации клея двигатель собирают, концы статорных обмоток подпаивают к контактам щеткодержателей по схеме рис.7, проверяют сопротивление изоляции, которое должно быть не менее 1 МОм. Рис. 7 Графитные щетки заменяют медно-графитными, так как при той же мощности и меньшем напряжении питания увеличится ток двигателя, при котором графитные щетки будут перегреваться. В авторском варианте были использованы обработанные на заточном станке по размеру графитных щеток сработанные щетки от стартера автомобиля. После этого двигатель подключают к ЛАТРу и плавным повышением напряжения запускают. Если направление вращения окажется обратным, то необходимо выводы статора, подключенные к щеткам, поменять местами. После этого инструмент собирают окончательно и испытывают на работоспособность и нагрев в условиях реальной резки металла в течение примерно 10 мин. При этом измеряют вольтметром то напряжение, при котором инструмент работает так же, как и ранее, исходя из опыта прежней его эксплуатации. В авторском варианте инструмент нормально работает от напряжения 50 В. Для удобства эксплуатации изготовлен понижающий трансформатор с выводами вторичной обмотки 40 В, 50 В и 60 В на случаи колебаний напряжения сети. К тому же трансформатор осуществляет развязку сети 220 В от инструмента, что повышает электробезопасность работ. Если питать инструмент постоянным током, то его мощность увеличится при меньшем питающем напряжении, а нагрев уменьшится за счет отсутствия токов Фуко в статоре. В заключение полезно отметить, что увеличение диаметра обмоточного провода повышает процент меди в пазу по отношению к его изоляции, так как несколько тонких проводников с таким же суммарным сечением содержат внутреннюю изоляцию, которая занимает больше места, чем изоляция одного толстого проводника. Соблюдая изложенные выше рекомендации и соотношение витков обмоток статора и якоря, можно таким образом ремонтировать большинство из перечисленных выше электроинструмента, а также при ремонте изготовить инструмент на напряжение 12 В и питать его от бортовой сети автомобиля в местах, где нет промышленной сети 220 В / 50 Гц. Литература Автор: Анатолий Журенков, г. Запорожье Источник: журнал Радиоаматор №9, 2015 meandr.org Чтобы немножко разобраться в принципе намотки якоря надо понять схему намотки. Я подразделяю схемы на восемь типов. Я конечно знаю что есть и другие типы намотки но они либо мало распространены либо применяются в якорях которые Вам не придётся мотать. Ну давайте перейдём к схемам. Первая самая распространенная и по моему мнению самая простая - прямая по часовой стрелке : Вторая - прямая против часовой стрелки : Третья - прямая по часовой стрелке со смещением вправо : Четвёртая - прямая против часовой стрелке со смещением влево : Пятая - перевёрнутая по часовой стрелке : Шестая - перевёрнутая против часовой стрелки : Седьмая - перевёрнутая по часовой стрелке со смещением влево : Восьмая - перевёрнутая против часовой стрелке со смещением вправо : Сразу хочу предупредить что это моя классификация схем и в справочниках если конечно там это есть, скорей всего всё это будет называется по другому. elektrospravka.ru Элементом обмотки якоря является секция, которая своими концами присоединена к двум пластинам коллектора. Секции могут быть одновитковыми и многовитковыми. Пазовые стороны секций расположены в пазах сердечника якоря. Расстояние между пазовыми сторонами секции приблизитеьно равно полюсному делению. Обычно обмотки якоря выполняют двухслойными. В зависимости от порядка присоединения секций к пластинам коллектора обмотки разделяют на волновые и петлевые, простые, сложные и комбинированные. В простой волновой обмотке концы каждой секции присоединены к пластинам коллектора, находящимся на расстоянии, называемом шагом обмотки по коллектору, где К — число коллекторных пластин в коллекторе. На рис. 13.5 показана схема простой волновой обмотки якоря. Секции обмотки образуют две параллельные ветви (2а = 2). Число параллельных ветвей в обмотке и число секций в каждой ветви определяют ток Iа и ЭДС Еа обмотки якоря: где S — количество секций в обмотке якоря; ес — ЭДС одной секции; Iс — допустимое значение тока в секции. Применяется в машинах постоянного тока, рассчитанных на большие токи. Сложная волновая обмотка состоит из двух простых волновых обмоток, соединяемых щетками параллельно (рис. 13.6). Такая обмотка содержит четыре параллельные ветви, следовательно, ток в ней может быть увеличен в два раза, а ЭДС при этом остается прежней. В машинах постоянного тока низкого напряжения (значительного тока) необходима обмотка якоря с большим числом параллельных ветвей. Таким свойством обладают петлевые обмотки. В простой петлевой обмотке якоря (рис. 13.7) каждая секция присоединена к двум рядом лежащим коллекторным пластинам, а число параллельных ветвей равно числу полюсов, т.е. 2а = 2р. Для того чтобы распределение токов в параллельных ветвях обмотки якоря было одинаковым, необходимо, чтобы электрическое сопротивление этих ветвей не отличалось друг от друга и чтобы ЭДС, наводимые в секциях, составляющих каждую параллельную ветвь, были одинаковыми. При несоблюдении этих условий между параллельными ветвями появляются уравнительные токи, нарушающие работу щеточно-коллекторного контакта. Исключение составляет простая волновая обмотка, секции которой равномерно распределены под всеми полюсами машины, поэтому магнитная не симметрия машины не вызывает появления в этой обмотке уравнительных токов. Что же касается простой петлевой и всех видов сложных обмоток якоря, то в них всегда имеются причины к появлению уравнительных токов. Это приводит к необходимости применения в указанных обмотках так называемых уравнительных соединений, по которым замыкаются уравнительные токи, разгружая щеточно-коллекторный контакт от перегрузки. Уравнительные соединения усложняют изготовление обмотки якоря и ведут к дополнительному расходу обмоточной меди. В электрических машинах со значительным током в обмотке якоря простые волновые обмотки неприменимы, так как в этих обмотках число параллельных ветвей не может быть более двух. Чтобы увеличить число параллельных ветвей и избежать нежелательного применения уравнительных соединений в машинах с большой токовой нагрузкой, используют комбинированную обмотку. Такая обмотка состоит из секций волновой и петлевой обмоток, а число параллельных ветвей в ней равно сумме параллельных ветвей петлевой и волновой обмоток. Необходимо, чтобы число параллельных ветвей волновой обмотки было равно числу ветвей петлевой обмотки. Поэтому в четырехполюсной машине комбинированную обмотку выполняют из простой петлевой (2а = 2р = 4) и сложной волновой (m = 2) обмоток. В этом случае число параллельных ветвей комбинированной обмотки равно 2акомб = 4 + 4 = 8. В такой обмотке ветви одной из составляющих обмоток служат уравнительными соединениями для другой. В итоге комбинированная обмотка с таким числом параллельных ветвей оказывается проще сложной петлевой обмотки. electrikam.com Если у вас хотя бы раз была электрическая пила или другой подобный инструмент, то вы наверняка должны знать о том, как порой сложно бывает отыскать и устранить возникшую неисправность. И беда тут не только в том, что поломки сложно диагностировать, а в невозможности купить необходимую деталь. Именно поэтому многие домашние умельцы нередко идут на риск, самостоятельно их устраняя. В этой статье мы расскажем, как выполняется перемотка электродвигателя (своими руками). Направление укладки несложно определить, просто посмотрев на нее. К слову, не смотрите на предельную простоту этого совета: если вами впервые делается перемотка электродвигателя своими руками, то об этой мелочи вполне можно забыть. Представьте свои чувства в том случае, если в конце работы выяснится, что ее придется полностью переделывать! Закончив с этим делом, выясним, насколько смещена первая ламель относительно первого паза. Положите двигатель прямо, проведя вдоль него мысленную линию. Обозначим ее буквой Z. Желательно не полагаться при этом на свою память, а внимательно все записывать и зарисовывать, чтобы в последующем не возникало любопытных ситуаций. Сразу предупредим, что перемотка электродвигателей в домашних условиях – дело непростое, будьте крайне внимательны! При левосторонней укладке он будет располагаться чуть правее, в пазе, где лежит последняя катушка. Как-нибудь отметьте его. К помеченному вами месту прикладываем наше самодельное устройство, подавая напряжение на две соседних ламели. Маркером сразу же метим те, на которых хоть как-то отклоняется значение миллиамперметра. Напомним, что для примера мы выявили значение: К=2. Таким образом, прибор должен показать отклонение на двух парах ламелей, а отметки должны быть на трех ламелях. В противном случае необходимо поменять паз. Если прибор отклоняется на большем числе пар, то это прямое свидетельство наличия замыканий между витками в катушках конкретной группы. И вновь нам пригодится наш самодельный прибор. Не меняя тех ламелей, на которые нами подавалось напряжение, аккуратно сместите шаг вправо или влево. Отклонение в каком-либо из этих направлений свидетельствует и о соответствующем сбросе. Исходя из направления намотки последней катушки, определяем общее его значение. К примеру, если самый верхний провод выходит из левого паза, то и намотка левонаправленная. Количество витков легко найти по формуле: Wk=Wn/K/2. Здесь Wn равняется количеству витков в одном пазе. Ширина этого сердечника не должна быть больше 0,2 см, а толщина стенки – 4-5 мм. Можно взять для этого парочку простых обрезков шинки 5х40, длина которых не больше 5 см, а между ними ввернуть втулку 15 мм, сжав всю конструкцию на болт. В таком случае обмотку удобно расположить на каркасе вокруг вышеупомянутой втулки. Миллиамперметр же, самую важную часть прибора, вы можете взять от любого старого советского магнитофона. После проведения всех вышеозначенных мероприятий, перейдем к снятию обмотки с якоря. Итак, с чего начинается перемотка электродвигателя? Своими руками вам предстоит удалить старую обмотку. Чаще всего вам не удастся обойтись без отжига якоря для удаления с него старой обмотки. Разумеется, перед этим вам нужно будет удалить коллектор. Лобная часть самой намотки должна быть удалена только после обжига. Делается это при помощи качественного зубила. Тщательно удаляем все ее остатки. Удалив намотку, прокладываете освободившиеся пазы, пользуясь для этой цели электротехническим картоном. В целях большей его сохранности можно подложить под картон электротехническую пленку. Особенно это касается тех случаев, когда выполняется перемотка асинхронных электродвигателей: на них приходится большая нагрузка, так что изоляция должна быть максимально хорошей. Часть вала, которая расположена между коллектором и сердечником, обязательно нужно качественно изолировать. Для этой цели прекрасно подойдет небольшая пластмассовая трубка с подходящими размерами. Такие трубки следует поставить и с противоположной от вентилятора стороны. Итак, как же проводится перемотка электродвигателя своими руками? Как следует помучившись со всеми вышеперечисленными процедурами, наконец-то приступаем к наиболее ответственной части нашей работы. Начинается перемотка якоря электродвигателя! После снятия всех промеров и удаления остатков старой обмотки наматываем на катушки проволоку. Берем провод для перемотки электродвигателей диаметром 0.2 мм (это произвольная величина, все зависит от конкретной модели), припаиваем его к ламели №1. Пропускаем проволоку в первый же паз, пробросив его вокруг вала. С первого паза выводим провод в шестой (еще раз повторимся, что все делать нужно по вашим промерам), наматывая нужное нам количество витков. Припаиваем провод ко второй ламели, пробрасываем его в первый и шестой паз. Набрасываем нужное количество витков, припаиваем его к третьей ламели. Все, первая группа сделана. Вторую группу мотать начинают с третьей ламели. Все делается аналогично вышеописанной процедуре. Если все сделано как следует, то конец первой катушки должен оказаться точно на первой ламели. Вот так делается перемотка обмотки электродвигателя. fb.ru Изобретение относится к технологии изготовления электрических машин, а именно якорей с разными видами обмоток, в частности обмоткой типа "елочка", и может быть использовано в электротехнической промышленности. В способе намотки якорей коллекторных электрических машин, включающем установку вала якоря с коллектором в центрах устройства, закрепление начала, конца и петель провода, ориентирование провода относительно пазов якоря и перемещение проводоводителям, начало, конец и петли провода соединяют с соответствующими пластинами коллектора, раскладывают провод в пазах якоря, пропускают через фильеры проводоводителя и натягивают витки провода, затем производят намотку якоря, в входе проводоводитель поворачивают на расчетный шаг вокруг и перемещают вдоль оси вала якоря, после чего освобождают провод из фильер и от натяжения. Второй вариант решения задачи заключается в том, что вал с якорем поворачивают на расчетный шаг вокруг его оси и перемещают внутри неподвижного проводоводителя. Изобретение позволяет осуществить одновременную намотку конца и начала провода, вследствие чего секции и витки провода укладываются абсолютно симметрично, каждая секция удерживаются последующей, повышая их механическую прочность. 2 с.п.ф-лы, 4 ил. Изобретение относится к технологии изготовления электрических шин, а именно якорей с разными видами обмоток, в частности обмоткой типа "елочка", и может быть использовано в электротехнической промышленности. Формула изобретения РИСУНКИ www.findpatent.ruПеремотка электродвигателя своими руками в домашних условиях. Схема намотки якоря коллекторного двигателя
Перемотка электродвигателя своими руками в домашних условиях от профессионалов
Как перемотать якорь электродвигателя в домашних условиях
Диагностика двигателя
Инструкция: как перемотать обмотку якоря


Статическая балансировка якоря электродвигателя своими руками

Как перемотать ротор перфоратора Makita 2450 и 2470 своими руками
С чего начать?
Как найти короткое замыкание в роторе
Порядок разборки, ремонта, сборки ротора перфоратора
Этап I
Этап II
Этап III
Как намотать ротор своими руками.
Вариант I
Вариант II
Процесс бронирования оболочки ротора
Процесс пропитки катушек ротора
Процесс зачистки коллектора от излишков пропитки
Процесс балансировки якоря
Упрощенный ремонт болгарки — Меандр — занимательная электроника
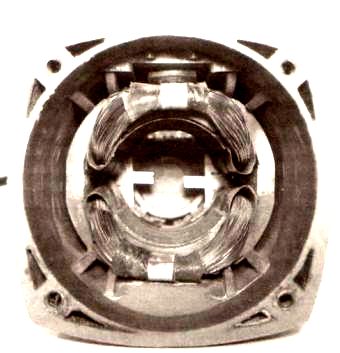
 Большинство ручного электрифицированного инструмента (в основном, это электродрели, перфораторы, «болгарки», циркульные пилы, шуруповерты, цепные пилы и т.п.) содержит сетевые коллекторные электродвигатели, которые, в основном, состоят из статора с двумя электромагнитными полюсами, якоря (рис.1) и щеточного механизма с двумя графитными щетками. Основными причинами отказов электродвигателей являются нарушение технологии при производстве, механические перегрузки и превышение длительности непрерывной работы. В результате чего перегревается обмоточный провод, который при этом расширяется, что разрушает его изоляцию и приводит к замыканию витков. Возможны также обрывы концов обмоток от ламелей коллектора, если они не имеют бандажа. Описанные в литературе методы ремонта обмоток якорей и статоров рекомендуют сложную технологию перемотки проводом того же диаметра, в результате чего необходимо намотать 1000-2000 витков тонкого провода с помощью специальных приспособлений [1]. А это требует соответствующего опыта, знаний и кропотливого труда.
Большинство ручного электрифицированного инструмента (в основном, это электродрели, перфораторы, «болгарки», циркульные пилы, шуруповерты, цепные пилы и т.п.) содержит сетевые коллекторные электродвигатели, которые, в основном, состоят из статора с двумя электромагнитными полюсами, якоря (рис.1) и щеточного механизма с двумя графитными щетками. Основными причинами отказов электродвигателей являются нарушение технологии при производстве, механические перегрузки и превышение длительности непрерывной работы. В результате чего перегревается обмоточный провод, который при этом расширяется, что разрушает его изоляцию и приводит к замыканию витков. Возможны также обрывы концов обмоток от ламелей коллектора, если они не имеют бандажа. Описанные в литературе методы ремонта обмоток якорей и статоров рекомендуют сложную технологию перемотки проводом того же диаметра, в результате чего необходимо намотать 1000-2000 витков тонкого провода с помощью специальных приспособлений [1]. А это требует соответствующего опыта, знаний и кропотливого труда.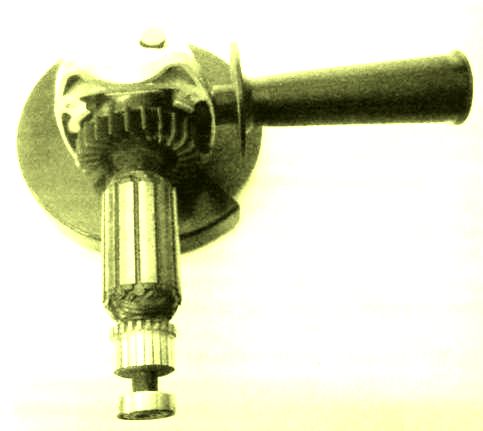
Возможно, Вам это будет интересно:
Виды схем








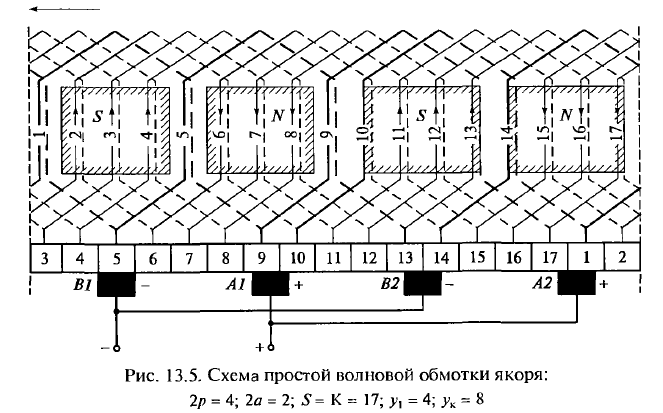
Обмотки якоря | Электрикам
 где Da — диаметр сердечника якоря.
где Da — диаметр сердечника якоря.Простая волновая обмотка


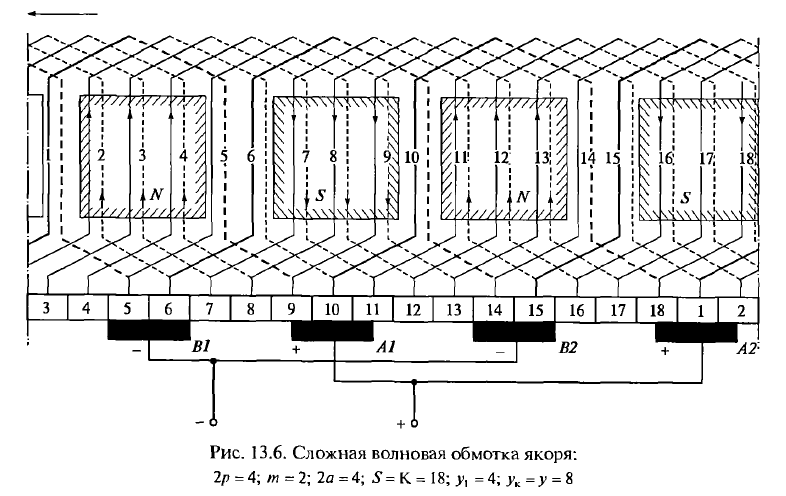
Сложная волновая обмотка
Простая петлевая обмотка

Сложная петлевая обмотка
При необходимости получить еще большее число параллельных ветвей применяют сложную петлевую обмотку якоря (рис. 13.8). Такая обмотка содержит две простые петлевые обмотки (m = 2), поэтому у нее число параллельных ветвей удвоено, т.е. 2а = 2 * 2р = 4р. Такие обмотки необходимы в машинах значительной мощности при низком напряжении сети: 12; 24; 48 В.
Комбинированная обмотка
Перемотка электродвигателя своими руками в домашних условиях
Выводим переменные
 Сперва нужно будет подсчитать количество ламелей и пазов. Выведем переменную К, указывающую отношение ламелей к пазам. Предположим, что первых ровно 48, тогда как вторых – 24. Делим 48 на 24, получаем значение: К=2. Затем следует узнать направление укладки, намоток, их сброс, шаг и первый ламель.
Сперва нужно будет подсчитать количество ламелей и пазов. Выведем переменную К, указывающую отношение ламелей к пазам. Предположим, что первых ровно 48, тогда как вторых – 24. Делим 48 на 24, получаем значение: К=2. Затем следует узнать направление укладки, намоток, их сброс, шаг и первый ламель.Направленность укладки
Шаг обмотки
 Шаг выявляют, взглянув на первую верхнюю катушку. Считаем, что одна из ее сторон лежит в первом пазу. Внимательно считаем, сколько пазов отделяет ее от противоположной стороны, включив в расчет и этот первый паз. Предположим, что вы насчитали шесть штук. Таким образом, при правосторонней укладке шаг будет равняться 1-6; при левосторонней укладке (при наличии 12 пазов) - 1-8.
Шаг выявляют, взглянув на первую верхнюю катушку. Считаем, что одна из ее сторон лежит в первом пазу. Внимательно считаем, сколько пазов отделяет ее от противоположной стороны, включив в расчет и этот первый паз. Предположим, что вы насчитали шесть штук. Таким образом, при правосторонней укладке шаг будет равняться 1-6; при левосторонней укладке (при наличии 12 пазов) - 1-8.Смещение первой ламели
Определяем первый паз
 Чтобы определить первый паз, вам понадобится специальный прибор, а также переменный ток на 3В. Как его изготовить, мы расскажем чуть ниже.
Чтобы определить первый паз, вам понадобится специальный прибор, а также переменный ток на 3В. Как его изготовить, мы расскажем чуть ниже.Направление сброса
Направление намоток
Количество витков
Описание самодельного прибора
 Как мы и обещали, приводим порядок сборки соответствующего прибора, который поможет вам перемотать электродвигатель. Если у вас есть хоть какие-то электротехнические навыки, изготовить его будет совсем несложно. Для начала подбираем любой подходящий сердечник, наматывая на него подходящий тонкий провод.
Как мы и обещали, приводим порядок сборки соответствующего прибора, который поможет вам перемотать электродвигатель. Если у вас есть хоть какие-то электротехнические навыки, изготовить его будет совсем несложно. Для начала подбираем любой подходящий сердечник, наматывая на него подходящий тонкий провод.Удаление старой обмотки
Монтаж коллектора
 Начиная перематывать якорь, коллектор лучше ставить сразу же. Не следует также медлить с припаиванием провода. После того как вы установите коллектор, обязательно измерьте сопротивление его изоляции между валом и самими ламелями. Используйте вышеупомянутый омметр на 500 В. Учтите, что показатели сопротивления не должны быть меньше 0,2 МОм.
Начиная перематывать якорь, коллектор лучше ставить сразу же. Не следует также медлить с припаиванием провода. После того как вы установите коллектор, обязательно измерьте сопротивление его изоляции между валом и самими ламелями. Используйте вышеупомянутый омметр на 500 В. Учтите, что показатели сопротивления не должны быть меньше 0,2 МОм.Приступаем к перемотке якоря
 Уложили провод? Аккуратно заверните картон, причем для полного исключения вырывания катушек не помешает вставить клинья. После этого можно заливать обмотки лаком, но лучше полностью погрузить их в лак. Просушивать следует при температуре строго 80-90 градусов по Цельсию (в духовке, на минимальном жаре). Через сутки у вас на руках окажется перемотанный вручную якорь, который при правильном исполнении вами всех вышеперечисленных инструкций будет работать не хуже «родного». Вот так выполняется перемотка якоря электродвигателя.
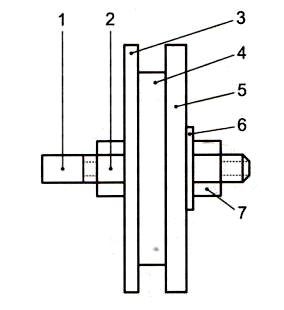
Уложили провод? Аккуратно заверните картон, причем для полного исключения вырывания катушек не помешает вставить клинья. После этого можно заливать обмотки лаком, но лучше полностью погрузить их в лак. Просушивать следует при температуре строго 80-90 градусов по Цельсию (в духовке, на минимальном жаре). Через сутки у вас на руках окажется перемотанный вручную якорь, который при правильном исполнении вами всех вышеперечисленных инструкций будет работать не хуже «родного». Вот так выполняется перемотка якоря электродвигателя.Способ намотки якорей коллекторных электрических машин (варианты)
 lср.1витка, где nвитк. - количество витков в одном пазу якоря; lср.1витка - средняя длина одного витка. Затем начало провода 19 соединяют с пластиной N 1 коллектора 11, сам провод 19, предварительно обведя его вокруг вала 1, заводят в соответствующий паз N 1 якоря 7, пропускают через ушко 18 фильеры N 1 проводоводителя 15 так, что провод 19 закрепляется на крючке 17 фильеры 16. Далее провод 19 крепят к соответствующему зажиму 14 барабана 13 и обратно пропускают таким же способом через ушко 18 фильеры N 6. После фильеры N 6 провод 19 укладывают в паз N 6 якоря 7 и закрепляют его петлю на пластине N 2 коллектора 11. Таким образом набирают одновитковую схему (см. фиг. 3) обмотки якоря 7 с ориентированием провода 19 относительно пазов 8. Далее набирают остальные первые витки секций обмотки якоря по той же схеме: пластина N 2 коллектора 11 с обводом провода 19 вокруг вала 1 якоря 7 - паз N 2 якоря 7 - фильера N 2 проводоводителя 15 - зажим 14 барабана 13 - фильера N 7 проводоводителя 15 - паз N 7 якоря 7 - соседняя пластина N 3 коллектора 11 и т.д., пока конец провода 19 не закрепляют на пластине N 1 коллектора 11 /для коллектора с 12 пазами/. После перечисленных операций производят намотку проводов секций в пазы 8 якоря 7, при этом проводоводитель 15 с закрепленными в его фильерах 16 проводами 19 секций поворачивают относительно оси вала 1 якоря 7 так, что фильера N 1 устанавливается напротив паза N 6 якоря 7, вследствие чего закрепленные в фильерах 16 провода 19 секции укладываются на лобовую часть 9 якоря 7. Затем проводоводитель 15 перемещают вдоль оси вала 1 якоря 7, укладывают в паз N 6 якоря 7 провод 19 секции, закрепленный в фильере N 1 поворачивают в противоположном направлении на шаг, равный предыдущему, вокруг оси вала 1 якоря 7, при этом фильера N 1 проводоводителя 15 устанавливается напротив паза N 1 якоря 7, укладывая провод секции на лобовую часть 10 якоря 7 (см. фиг. 4). После этого проводоводитель 15 заново перемещают вдоль оси вала 1 якоря 7 в исходное положение и цикл одновременной укладки всех проводов 19 секций повторяют заново, пока все витки не будут уложены в соответствующие пазы якоря 7. Перемещаясь вокруг и вдоль оси вала 1 якоря 7, проводоводитель 15 укладывает витки провода 19 секций в пазы 8 якоря 7, в связи с этим длина проводов 19 секций периодически уменьшается, вследствие чего барабан 13 вынужден перемещаться вдоль оси стержня 5 по направлению к якорю 7. В конечном итоге последние провода секций освобождаются из зажимов 14 барабана 13 и фильер 18 и их укладывают в пазы 8 и на лобовые части 9 и 10 якоря 7. За один цикл происходит намотка 2-х витков секции, вследствие чего четное число витков будет заканчиваться со стороны коллектора 11, а нечетное с противоположной стороны якоря 7. Применение предлагаемого способа позволяет осуществлять одновременную намотку конца и начала провода и пазы якоря, вследствие чего секции и ветви провода укладываются абсолютно симметрично, каждая секция удерживается последующей, повышая их механическую прочность. В обмотке имеет место равенство сопротивлений, хорошая коммутация, отсутствует дисбаланс якоря, создаются равные условия для работы электродвигателя в режиме реверса. Процесс намотки не требует большого натяжения нити провода, что исключает ее обрывы и замыкания.
lср.1витка, где nвитк. - количество витков в одном пазу якоря; lср.1витка - средняя длина одного витка. Затем начало провода 19 соединяют с пластиной N 1 коллектора 11, сам провод 19, предварительно обведя его вокруг вала 1, заводят в соответствующий паз N 1 якоря 7, пропускают через ушко 18 фильеры N 1 проводоводителя 15 так, что провод 19 закрепляется на крючке 17 фильеры 16. Далее провод 19 крепят к соответствующему зажиму 14 барабана 13 и обратно пропускают таким же способом через ушко 18 фильеры N 6. После фильеры N 6 провод 19 укладывают в паз N 6 якоря 7 и закрепляют его петлю на пластине N 2 коллектора 11. Таким образом набирают одновитковую схему (см. фиг. 3) обмотки якоря 7 с ориентированием провода 19 относительно пазов 8. Далее набирают остальные первые витки секций обмотки якоря по той же схеме: пластина N 2 коллектора 11 с обводом провода 19 вокруг вала 1 якоря 7 - паз N 2 якоря 7 - фильера N 2 проводоводителя 15 - зажим 14 барабана 13 - фильера N 7 проводоводителя 15 - паз N 7 якоря 7 - соседняя пластина N 3 коллектора 11 и т.д., пока конец провода 19 не закрепляют на пластине N 1 коллектора 11 /для коллектора с 12 пазами/. После перечисленных операций производят намотку проводов секций в пазы 8 якоря 7, при этом проводоводитель 15 с закрепленными в его фильерах 16 проводами 19 секций поворачивают относительно оси вала 1 якоря 7 так, что фильера N 1 устанавливается напротив паза N 6 якоря 7, вследствие чего закрепленные в фильерах 16 провода 19 секции укладываются на лобовую часть 9 якоря 7. Затем проводоводитель 15 перемещают вдоль оси вала 1 якоря 7, укладывают в паз N 6 якоря 7 провод 19 секции, закрепленный в фильере N 1 поворачивают в противоположном направлении на шаг, равный предыдущему, вокруг оси вала 1 якоря 7, при этом фильера N 1 проводоводителя 15 устанавливается напротив паза N 1 якоря 7, укладывая провод секции на лобовую часть 10 якоря 7 (см. фиг. 4). После этого проводоводитель 15 заново перемещают вдоль оси вала 1 якоря 7 в исходное положение и цикл одновременной укладки всех проводов 19 секций повторяют заново, пока все витки не будут уложены в соответствующие пазы якоря 7. Перемещаясь вокруг и вдоль оси вала 1 якоря 7, проводоводитель 15 укладывает витки провода 19 секций в пазы 8 якоря 7, в связи с этим длина проводов 19 секций периодически уменьшается, вследствие чего барабан 13 вынужден перемещаться вдоль оси стержня 5 по направлению к якорю 7. В конечном итоге последние провода секций освобождаются из зажимов 14 барабана 13 и фильер 18 и их укладывают в пазы 8 и на лобовые части 9 и 10 якоря 7. За один цикл происходит намотка 2-х витков секции, вследствие чего четное число витков будет заканчиваться со стороны коллектора 11, а нечетное с противоположной стороны якоря 7. Применение предлагаемого способа позволяет осуществлять одновременную намотку конца и начала провода и пазы якоря, вследствие чего секции и ветви провода укладываются абсолютно симметрично, каждая секция удерживается последующей, повышая их механическую прочность. В обмотке имеет место равенство сопротивлений, хорошая коммутация, отсутствует дисбаланс якоря, создаются равные условия для работы электродвигателя в режиме реверса. Процесс намотки не требует большого натяжения нити провода, что исключает ее обрывы и замыкания.

интернет-магазин светодиодного освещения
Пн - Вс с 10:30 до 20:00
Санкт-Петербург, просп. Энгельса, 138, корп. 1, тк ''Стройдвор''




.jpg)


Поделиться с друзьями: