
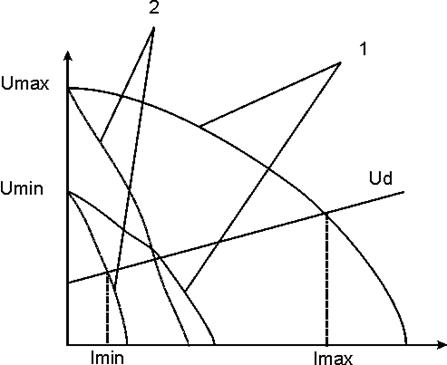
Сварочный генератор – это автономная установка, применяемая для проведения сварки в условиях отсутствия полноценного источника электроэнергии. Данный агрегат гармонично сочетает в себе две важнейшие функции: организует независимое электроснабжение и вырабатывает сварочный ток определенных параметров. Его использование позволяет проводить ремонтные и монтажные работы любой сложности там, где снабжение электричеством происходит с перебоями или невозможно вообще в силу отсутствия соответствующих линий. Кроме этого, такой аппарат часто незаменим и в быту, например, в качестве автономной системы освещения или для проведения срочной сварки. Конструктивно устройство сварочной установки представлено генератором тока и приводным топливным двигателем, которые объединены рядом контролирующих и управляющих узлов и систем. К ним относятся: реостат для отладки сварочного тока, якорь, топливная емкость, пульт управления, коллектор, корпус, токосъемный механизм, капот со шторами и кровлей. Стоит отметить, что в целом принцип работы сварочного генератора аналогичен действию других подобных установок. Однако у данного аппарата имеется одно главное отличие – наличие такого узла, как якорь, вращаемый посредством двигателя. Благодаря этому он вырабатывает электрическую энергию с постоянными характеристиками, что позволяет обеспечить стабильную и непрерывную сварочную дугу. Главные эксплуатационные преимущества сварочных генераторов: Приобретая такую технику, следует осознавать, что она предназначена для производства определенного объема электричества, которое нужно для сварки. В связи с этим все конкретные требования потребителя должны совпадать с эксплуатационными возможностями оборудования. В противном случае его эффективная работа невозможна. В зависимости от технических и функциональных характеристик, выделяют следующие типы сварочных генераторов: Также в продаже имеются сварочные генераторы, классифицируемые по виду используемого топлива на: Эти установки характеризуются небольшой мощностью и доступной ценой. Они непригодны для длительных работ в сложных условиях, но считаются наилучшим решением для периодического применения в быту. Отличаются оптимальными габаритами и малым весом, при работе производят мало шума, не загрязняют окружающую среду. Главные характеристики таких агрегатов – высокая надежность в эксплуатации и солидный спектр мощностей. Благодаря этому дизельные установки отличаются значительным рабочим ресурсом и возможностью функционирования при низкой температуре, а, следовательно, и более высокой рыночной стоимостью. Но их эксплуатация обходится значительно дешевле, чем оборудования, работающего на бензине. Помимо вышеперечисленных критериев, существует еще ряд важных характеристик, которые напрямую влияют на работу сварочных генераторов. Во-первых, это мощность. Данный показатель указывается производителем в прилагаемом техпаспорте в кВт или кВа. Специалисты рекомендуют подбирать агрегат с определенным запасом мощности, поскольку никогда не известно, какие задачи по сварке понадобится выполнить в будущем. Во-вторых, защита от пыли и влажности. Современные требования безопасности категорически запрещают работу на бытовых и профессиональных сварочных генераторах в условиях проливного дождя, поскольку велик риск заработать электрический шок и испортить оборудование. Именно поэтому большинство станций имеет класс защиты от «одиночных капель и крупных частиц дождя», также встречаются установки с защитой от «косого дождя». В-третьих, ремонтопригодность. Прежде чем начать беседу с продавцом о всех прелестях определенной модели, рационально узнать, – где, кем и на каких условиях оказывается техническая поддержка и проводится гарантийный ремонт. Важным критерием является и комплектация. Если оборудование предназначено для ручной переноски, оно должно оснащаться соответствующим чемоданчиком. Также стоит обратить внимание на следующие показатели: Многофункциональность генерирующей техники, т.е. возможность использовать ее как независимую электростанцию, и как аппарат для сварки, обеспечивает комфорт и мобильность процесса, а также существенно сокращает время на его подготовку. Такой агрегат достаточно заправить топливом, и он уже готов к сварке. В то время, как подготовка к работе обычного сварочного оборудования (прокладка кабелей, подключение, отладка) занимает намного больше времени, что весьма неудобно. Практически всегда выгоднее приобрести именно сварочный генератор, а не автономную станцию и отдельно установку для сварки. Ведь часто случается так, что топливный агрегат не обеспечивает работу сварочного аппарата по причине нехватки мощности. А вот генератор для сварки рассчитан на определенную мощность и эксплуатацию в широком спектре температур, что при правильном подборе гарантирует отличное качество созданных швов. Также немаловажен факт, что подобные установки предназначены для обработки разных металлов в различных, порой сложных климатических условиях. Кроме того, именно в автономных системах предусмотрены разнообразные защитные функции, микропроцессорное управление и возможность автоматической отладки напряжения. Благодаря этому такое оборудование отличается универсальностью, высокой производительностью и безопасностью. Современная промышленная индустрия предлагает широкий ассортимент моделей этих установок. Схемы сварочных генераторов, определяющие принципы их функционирования и управления, выполняются в различных модификациях и отличаются внешними характеристиками. Сегодня практически все известные производители используют собственные наработки в данной сфере. Такой подход весьма полезен для конечных потребителей, поскольку обеспечивает возможность выбрать продукцию не только с учетом планируемых работ, но и по бюджету. В настоящее время наибольшим спросом пользуется оборудование, функционирующее по типу независимого или самовозбуждения и следующим схемам: Несмотря на то, что сварочный генератор отличается высокими техническими характеристиками и степенью надежности, иногда, как и все электромеханическое оборудование, он ломается. Причины выхода аппарата из строя могут быть разными: некачественное топливо, ненадлежащее обслуживание, некорректно установленный режим работы и т.д. Чтобы избежать неожиданного отказа сварочного генератора и последующей остановки работ на объекте, необходимо своевременно проводить его техническое обслуживание и по возможности устранять выявленные неисправности. Как правило, к каждому аппарату прилагается инструкция, в которой подробно описываются самые распространенные проблемы и методы их решения. Однако самостоятельный ремонт сварочного генератора требует определенных познаний в сферах электрики и механики. Если таковых не имеется, лучше остановиться на стандартном профилактическом обслуживании, а все остальное доверить профессионалам сервисных центров. Подобное распределение ответственности, несомненно, позволит увеличить срок службы сварочного генератора от любого производителя. Типичные работы по устранению дефектов можно разделить на две основные группы: Обычно предусматривает периодическую проверку и при необходимости замену поршневых колец. Срок непрерывной эксплуатации данных элементов сварочного генератора указывается в инструкции. Поэтому если при разборе двигателя выявляется изношенность этих запчастей, их следует заменить. Дальнейшая пригодность к службе или необходимость смены смазки для двигателя и свечи также определяется путем визуального осмотра; Чаще всего такие работы заключаются в замене истертых токосъемных щёток и перематывании обмоток в ситуации межвиткового замыкания. Даже если выявлен износ только одной щетки, обязательно меняют сразу обе. Именно для этого типовой ремнабор комплектуется парой запасных. Еще одним распространённым дефектом является поломка валовых подшипников или их прокрутка внутри корпуса. Подобные неисправности сварочного генератора сопровождаются ощутимым шумом и повышенной температурой. 1svarka.ru Содержание: Сварочные генераторы используются в условиях, когда отсутствуют внешние источники питания. Данные устройства самостоятельно вырабатывают электроэнергию, достаточную для полноценного функционирования сварочного поста. В их конструкцию входит сам сварочный аппарат и генератор, вырабатывающий электроэнергию. Наиболее широкое распространение получили силовые установки, работающие на бензине. Подобная схема сварочного генератора часто применяется не только на производстве, но и в домашних условиях при выполнении ремонтных работ. Нередко они используются как автономные источники электроэнергии и являются незаменимым оборудованием, особенно на дачах и в загородных домах при регулярных отключениях электричества. Для выполнения ручной дуговой сварки используются электроды. Они подаются к месту сваривания постепенно, по мере расплавления, и перемещаются вдоль шва. В это время проявляется основное физическое свойство, когда между электродом и основным металлом загорается дуга. В этот момент стержень расплавляется и жидкий металл в виде капель стекает в так называемую сварочную ванну. Одновременно со стержнем расплавляется и покрытие электрода, в затем, превращаясь в газ, защищает пространство около дуги и саму ванну на расплавленной поверхности, препятствует контакту атмосферного воздуха с расплавленным металлом. Постепенно дуга перемещается, сварочная ванна становится твердой, металл кристаллизуется, и в этом месте образуется соединительный шов, на поверхности которого появляется твердая корка из шлака. Сварочная дуга образуется и поддерживается с помощью переменного или постоянного тока, подведенного к электроду и самой металлической конструкции. На самом электроде и поверхности ванны образуются так называемые активные пятна. Расстояние между ними составляет длину дуги. Металл расплавляется на определенную глубину, размер которой зависит от нескольких факторов. Прежде всего, это рабочий режим сварки и ее расположение в пространстве. Существенное влияние оказывает скорость движения дуги, конструкция соединения, размеры и форма кромок, свариваемых между собой. В целом, действия сварочных электрогенераторов происходят по одной и той же схеме. Точно также работает и бензиновый генератор для сварочного аппарата. В конструкции каждого агрегата имеется обмотка возбуждения со свойствами намагничивания. Для ее питания могут быть использованы разные способы: В первом случае в генераторе используется независимое возбуждение, а во втором – самовозбуждение. Работа каждого из них может происходить в разных режимах, которые при необходимости регулируются плавными изменениями намагничивающего тока. Большое значение имеет последовательная обмотка возбуждения, входящая в конструкцию генератора. Ее основным отличием является малое число витков. Обмотка последовательно соединяется с дугой и подает к ней электрический ток. В результате, сила тока в ней будет одинакова с силой тока на сварочной дуге. Каждая обмотка разделяется на несколько секций и функционирует не только полностью, но и отдельными частями. Сварка этого типа используется в основном для ручной работы с помощью единичных электродов. Именно для таких случаев предусмотрены генераторы с резко падающими внешними характеристиками, когда при повышении тока уменьшается напряжение. Такой ток требуется для поддержания постоянного стабильного горения дуги, которое может быть неровным из-за неравномерного движения руки сварщика. Одной из ведущих схем подобной аппаратуры являются сварочные генераторы коллекторного типа. Работы этих устройств осуществляется следующим образом. При нахождении сварочной цепи в разомкнутом виде, и отсутствии нагрузки, на зажимах аппарата появляется так называемое напряжение нулевой нагрузки. Его величина эквивалентна ЭДС, возникающей в якорной обмотке. При нахождении в рабочих режимах данное напряжение находится в полной зависимости от потока магнитной индукции, появляющегося в независимой обмотке возбуждения. Одновременно, магнитный поток зависит от тока возбуждения в обмотке и регулируется специальным реостатом. В момент зажигания дуги запускается течение тока в якорной обмотке. Далее ток идет через витки в последовательной обмотке возбуждения. В ней создается магнитный поток, направленный против другого магнитного потока, который создается в намагничивающей обмотке ОВН. В связи с этим сварочный ток возрастает, а суммарный магнитный поток в воздушном зазоре генератора снижается. Соответственно происходит уменьшение ЭДС, наводимой в якорной обмотке, и снижение генерируемого напряжения на зажимах. Таким образом, наблюдается образование крутопадающей внешней статической характеристики. В большинстве сварочных установок коллекторного типа имеется обмотка независимого возбуждения, питающаяся через дополнительную щетку, расположенную между основными. То есть, в этих генераторах присутствует функция самовозбуждения. Бензогенераторы данного типа выполнены в виде индукторного трехфазного генератора переменного тока. Он отличается повышенной частотой, а в схеме имеется встроенный выпрямительный блок. Трехфазная якорная обмотка переменного тока установлена на статоре. Она соединяется по схеме «звезда» или «треугольник». Между двумя роторными пакетами, на статоре также расположена обмотка возбуждения. Сам ротор изготовлен в виде двух пакетов, состоящих из зубчатых элементов, изготовленных из электротехнической стали. Он не имеет обмоток и вращается вокруг своей оси. В каждом пакете ротора имеется восемь зубцов, смещенных относительно друг друга на 180 градусов. Когда по обмотке возбуждения проходит постоянный ток, в ней происходит возникновение переменного магнитного потока. Его распределение осуществляется таким образом, чтобы первый пакет создавал лишь северные полюсы, а второй – южные. При совмещении зубцов ротора и статора достигается максимальное значение магнитного потока, а величина сопротивления на пути этого потока будет минимальной. Магнитный поток становится минимальным, когда зубец статора совпадает с пазом ротора. Таким образом наглядно видно, что обмотка возбуждения принимает непосредственное участие в создании пульсирующего или переменного магнитного потока. Пронизывая трехфазную обмотку статора, этот поток вызывает наведение в ней переменной ЭДС с повышенной частотой. В свою очередь, переменная ЭДС с помощью выпрямительного блока преобразуется в постоянное напряжение вентильного генератора. Название устройства связано с выпрямительным блоком, в котором используются кремниевые вентили, собранные по трехфазной схеме в виде моста. Питание обмотки возбуждения осуществляется через трехфазную силовую цепь генератора. Для этого существует специальный блок, в который входят трансформаторы тока и напряжения, а также выпрямители. После запуска генератор изначально самовозбуждается за счет остаточного магнитного потока. По сравнению с коллекторными устройствами, схема для сварочного генератора вентильного типа обладает существенными преимуществами. У них отсутствуют ненадежные скользящие контакты, они обладают повышенным КПД, отличаются компактными размерами и небольшой массой. Вентильные аппараты зарекомендовали себя более надежными в эксплуатации, высокой стабильностью горения и эластичностью сварочной дуги. Все сварочные устройства изготавливаются в компактном виде, включают в себя саму сварку и генератор сварочного аппарата. Агрегаты могут работать на бензине или дизельном топливе и применяются в тех местах, где случаются частые перебои с подачей электроэнергии или электричества нет вообще. В соответствии с конструктивным исполнением генераторы могут быть передвижными или стационарными, одно- или многопостовыми, с различными вольтамперными характеристиками. Наибольшее распространение получил бензиновый сварочный генератор, средняя мощность которого не превышает 100 кВт. Эти агрегаты просты и удобны в обслуживании, обладают незначительной массой, могут эксплуатироваться в сложных условиях, в том числе при низкой температуре. Среди недостатков следует отметить пониженный рабочий ресурс, существенный расход топлива и невозможность работы свыше 6 часов в день. Тем не менее, они очень популярны у потребителей в качестве резервной или аварийной аппаратуры. Лучшим вариантом считаются инверторные устройства, способные выдавать постоянную частоту 50 Гц, и выполнять сварочные работы с высоким качеством швов. Дизельный сварочный генератор хотя и не такой мобильный, но тем не менее, он отличается повышенной выносливостью и способностью непрерывно работать в течение длительного времени. Они создают мало шума и расходуют незначительное количество топлива. Дизельные генераторы очень удобны при больших объемах сварочных работ и в случае необходимости могут использоваться как электростанции круглосуточно обеспечивая бесперебойную подачу электроэнергии. electric-220.ru В быту и на производстве часто возникает необходимость выполнить сварочный шов без подключения к электросети. В таких случаях поможет генератор, сварка от которого может проводиться с тем же успехом, что и от обычной электрической сети. Для получения такого результата необходимо правильно выбрать сварочный генератор и соблюдать несколько правил в процессе выполнения сварочных работ. Схема устройства сварочного бензогенератора. Высокая мощность сварочного аппарата делает его одним из самых тяжелых потребителей для источников энергии. Любой питающий агрегат должен поддерживать стабильное горение дуги на всех этапах процесса сварки. Особенно большие нагрузки происходят в процессе зажигания сварочной дуги, поскольку в этот период мощность аппарата возрастает лавинообразно. Таким образом, источник питания должен выдерживать многократные непродолжительные периоды высокой нагрузки. Некоторое время можно варить и от автомобильного генератора, который обеспечивает крутопадающую характеристику. Однако такой способ сварки является архаичным пережитком прошлого, так как даже при правильном подходе вероятность выхода из строя такого агрегата крайне высока. Схема генератора с водородной горелкой. Более приемлемые результаты показывает танковый стартер-генератор. Это объясняется тем, что такие агрегаты были разработаны с расчетом на использование их для сварки в полевых условиях. Так, СГ10 может обеспечивать сварочный ток до 500А, чего вполне достаточно для бытовых целей. Однако регулировать силу сварочного тока в таких генераторах крайне проблематично. Для этого используются реостаты либо тиристорные схемы. Для работы в условиях отсутствия электросети •был разработан так называемый генератор с функцией сварки. Это устройство способно генерировать большой ток с точными параметрами, которые обеспечивают процесс дуговой сварки. На рынке представлен широкий ассортимент сварочных генераторов с огромным количеством характеристик, которые ни о чем не скажут начинающему сварщику. Однако внимание следует обратить лишь на 4 основных параметра: Эти источники питания бывают синхронными, асинхронными, инверторными и гибридными (продукт компании Endress). Для сварки подойдут лишь синхронные и гибридные генераторы. Вернуться к оглавлению Электросхема сварочного бензогенератора. Этот параметр обычно указывается в техпаспорте устройства. Ваша задача — изучить максимальную мощность вашего сварочного аппарата и прибавить к ней 25-50%. Это нужно для того, чтобы генератор не работал на пределе своих способностей. В противном случае, он будет обеспечивать крайне низкий параметр ПН (период нагрузки), и в конечном итоге быстро выйдет из строя. Выбирать генератор с мощностью свыше этого диапазона нецелесообразно, так как его стоимость будет значительно выше менее мощного аналога. Если вам неизвестна паспортная мощность, ее можно легко рассчитать. Для этого необходимо максимальную силу тока умножить на напряжение дуги (около 25 В) и разделить на КПД вашего аппарата. Для инверторов этот показатель составляет около 0,85, а в случае с обычными трансформаторами — порядка 0,7, что значительно затрудняет их использование в паре со сварочными генераторами. Вернуться к оглавлению Опытным сварщикам известно, что эти параметры тесно связаны между собой линейной зависимостью. Рассчитать необходимую мощность генератора в зависимости от диаметра электрода также очень просто. Это можно сделать по следующей формуле: Так, если вы будете использовать электрод диаметром 3 мм, вам потребуется генератор мощностью 3,5 кВт. Вернуться к оглавлению Принципиальная схема коллекторного сварочного генератора. Профессионалы в области сварки дают следующие советы о том, как выбрать генераторы для сварочных аппаратов: Профессиональные полуавтоматы и инверторы для сварки в среде защитных газов, как правило, некорректно работают в паре с генераторами. Поэтому, если вам необходим источник питания для такого оборудования, обязательно проконсультируйтесь со специалистами. expertsvarki.ru Сварочный генератор – это, прежде всего, источник постоянного тока, который требуется при проведении сварочных работ. Его главная функция состоит в преобразовании механической энергии в электроэнергию. Ключевые составные части сварочного электрогенератора – это статор с размещенными на нем магнитными полюсами, а также якорь. В этом якоре расположены витки обмотки трансформатора, содержащие электродвижущую силу переменного направления. Любой электрогенератор включает в себя намагничивающую обмотку возбуждения. Ее питание ведется от двух источников: Независимый. В таком случае генератор называют агрегатом с независимым возбуждением. Последовательно подключается размагничивающаяся обмотка. Силу тока регулируется посредством реостата. При увеличении силы тока в сварочной сети, происходит увеличение магнитного потока, вырабатываемого обмоткой размагничивания. При этом магнитный поток, который вырабатывается обмоткой независимого возбуждения, сохраняется неизменным. В результате напряжение на генераторных зажимах снижается и появляется падающая внешняя характеристика. Cхема сварочного генераторора с незавизимым возбуждением и размагничивающейся обмоткой От генератора. Таким образом, мы получаем агрегат с самовозбуждением. Обмотка якоря электрогенератора передает постоянный ток на обмотку намагничивания.Все генераторы могут функционировать в обоих режимах. Чтобы сменить режим работы электроагрегата достаточно плавно изменить ток намагничивания. Сварочные генераторы различаются между собой и внешней характеристикой: Схема сварочного генератора показывает принцип его функционирования и управления. Генераторы могут отличаться друг от друга в некоторых деталях. У каждого производителя есть свои наработки в оборудовании, благодаря чему у потребителя есть возможность выбрать необходимый товар в соответствии с финансовыми возможностями и требуемым функционалом. Однако, по основному принципу действия все однотипные системы являются идентичными. Концы обмотки соединяются с пластинами коллектора, который расположен на одном валу с якорем. На коллекторе находятся угольно-графитовые щетки, предназначенные для токосъема. В данном случае коллектор работает в качестве выпрямителя сварочного тока. Один конец витка обмотки подсоединяется к одной пластине. Второй ведет к другой пластине, полностью изолированной и противоположной по диаметру.Пластины контактируют с токосъемными щетками коллектора. На магнитных полюсах статора появляется магнитный поток, который направляется на якорь. Для обеспечения условий возникновения потока, на полюсы устанавливают обмотки возбуждения, возбуждающие магнитный поток. Такие обмотки можно подключать лишь к постоянному току, во избежание смены направления магнитным потоком после пересечения якоря. При неправильном подключении обмоток магнитный ток возвращается от якоря, в результате сварочный ток на щетках не появится. Если необходимо изменить величину сварочного тока, в первую очередь меняется ток в обмотках полюсов. Величина магнитного потока изменяется, исходя из количества ампер, но не вольт. Для регулировки тока в обмотки включается реостат. Любой электрический агрегат – это достаточно сложное устройство. Многие неисправности сварочного генератора возникают из-за неверного функционирования системы управления, а кроме этого в случае неверно настроенных сварочных режимов. На неполадки в функционировании сварочных агрегатов оказывают влияние различные факторы, чаще всего совпадающие с неверными настройками, различными ошибками при работе и иными внешними причинами. Большинство неполадок можно устранить. Обычно к каждому электрическому агрегату прилагается инструкция, в которой описаны наиболее известные неполадки сварочного генератора и некоторые пути решения проблемы. Некоторые из наиболее часто встречающихся ситуаций описаны ниже. Для проведения ремонта сварочного генератора понадобятся знания в двух областях – механике и электрике. Если такие знания отсутствуют, стоит ограничиться самостоятельным проведением технического обслуживания аппарата, а сложный ремонт, разборку, замену деталей стоит оставить специалистам. Текущий ремонт сварочных генераторов включает в себя: Ремонт электродвигателя. В первую очередь это – периодическая смена поршневых колец. Техническая документация прибора должно включать период беспрерывного функционирования компрессионных и маслосъемных поршневых колец. Если разбор двигателя показал высокий износ кольцевых канавок, поршень необходимо менять. После разборки не допускается использование старой прокладки для цилиндра. Заменить свечи зажигания и смазать двигатель вполне можно и своими руками. По внешнему виду свечи определяется, пригодна ли она для дальнейшей эксплуатации, либо подлежит замене. Настройку либо перенастройку карбюратора для бензопривода сварочного электрогенератора стоит оставить специалистам. Ремонт электрической части генератора. Чаще всего он ограничивается перемоткой обмоток при межвитковых замыканиях. Также необходима периодическая замена токосъемных щеток. При износе хотя бы одной из них, производится замена обеих щеток сразу, цена позволяет. В стандартном ремонтном комплекте к сварочному генератору прилагается пара запасных щеток. Еще одна распространенная поломка связана с неисправностью подшипников вала агрегата, а также их проворачиванием внутри корпуса. Для такого дефекта характерны повышенный уровень шума и высокая температура. Некоторые неполадки обнаруживаются лишь при проведении работ. Так, сварочный импеданс можно измерить только в милиоммах. Точность измерительных приборов в данном случае не позволяет провести достаточную диагностику. Если сварочный импеданс неисправен, можно заметить следы перегрева, неполадки в изоляции и последующий разрыв электроцепи. Сварочный генератор хонда имеет полный комплекс защит по ряду параметров. При длительной сварке возможно внештатное прекращение работы. Это происходит из-за срабатывания защитной системы по температурному режиму. Неисправностью данная проблема не является. Через небольшое время (порядка 20-30 минут) сварку можно возобновлять.Если выполнение всех рекомендаций не привело к устранению неполадки, возможна поломка съемы инверторного модуля. Необходимо обратиться к специалистам. genport.ru Сварочные генераторы - это комбинированные электроагрегаты, которые используют как автономный источник питания для ручной дуговой сварки, а также в качестве источника электроснабжения. Они могут быть оснащены как бензиновыми, так и дизельными ДВС. В зависимости от назначения сварочные генераторы делятся на портативные и стационарные. У обоих типов агрегатов «падающая» вольтамперная характеристика: выходное напряжение уменьшается с увеличением тока. Разница между двумя типами заключается в том, что выпрямителям характерно более стабильное горение дуги, что позволяет производить более качественный сварочный шов. Допустимая нагрузка на генератор во время сварки не должна превышать 10% от номинальной мощности. То есть вы можете при необходимости осветить рабочее место, подключив лампы накаливания. Причина ограничений - нестабильное напряжение розеток. При таком напряжении качество вырабатываемой электроэнергии значительно ниже нормы. Принцип работы сварочного аппарата строится на преобразовании электроэнергии в тепло. Сварочный электрод (металлическая проволока, которая покрыта флюсом) вырабатывает ток, который течет к обрабатываемому объекту (детали). И в процессе сварки между ними образуется дуга. После этого при их касании в шве возникает дуга, температура которой превышает 3000° С. При этом оба края сварочных деталей начинают плавиться, в том числе и электрод. Флюсовое покрытие служит для защиты шва: в процессе его испарения образуется газовая оболочка, препятствующая попаданию пыли и примесей из воздуха. Когда флюс застывает, на шве остается налёт, который называют также шлак. Его можно удалить обрубочным молотком, не повреждая при этом шов. Конструкция сварочного генератора опирается на раму, на которой болтами закреплены двигатель и альтернатор (в один блок) через амортизаторы. Ротор альтернатора осуществляет передачу крутящего момента валу двигателя посредством сопряжения. Это образует самоцентрирующуюся трехопорную схему на основе двух шарикоподшипниках (первый подшипник - на конце ротора, второй - на конце коленчатого вала). Третья опора - промежуточный подшипник. Он находится на выходе вала отбора мощности двигателя. Аппаратура сварочного генератора размещена на корпусе прибора. На корпусе также обычно установлены: Задайте их нам, написав email на адрес [email protected], или по телефону 8 (800) 555 06 29. Мы также поможем подобрать подходящий сварочный генератор для ваших целей. www.sklad-generator.ru Сварочные генераторы в основном применяются при ручной дуговой сварке штучными электродами. Как известно, по условиям статической устойчивости дуги в этом случае генератор должен иметь крутопадающие внешние характеристики. Для создания последних применялось несколько схем коллекторных генераторов: Сварочные генераторы поперечного поля; Сварочные генераторы с расщепленными полюсами; Сварочные генераторы с последовательной обмоткой возбуждения. В последние годы, связи с простотой конструкции и энергетическими преимуществами, коллекторные сварочные генераторы выпускаются только по схеме с последовательной обмоткой возбуждения. Принципиальная схема такого генератора показана на рис. 8.1. При холостом ходе генератора на его зажимах создается напряжение холостого хода, равное по значению ЭДС, создаваемой в обмотке якоря ОЯ. Это напряжение зависит от магнитного потока, который создается независимой обмоткой возбуждения ОВН. Магнитный поток определяется током возбуждения в этой обмотке, изменяемым с помощью регулировочного реостата R. Рис. 8.1. Принципиальная схема коллекторного генератора для дуговой сварки. После зажигания дуги в цепи якоря протекает сварочный ток, проходящий и через витки последовательной обмотки возбуждения ОВП. Последняя включена таким образом, что создаваемый ею магнитный поток направлен против магнитного потока, создаваемого намагничивающей обмоткой ОВН. В результате этого с ростом сварочного тока суммарный поток в воздушном зазоре сварочного генератора уменьшается, уменьшается и ЭДС, наводимая в обмотке якоря, и напряжение на зажимах генератора. Получается крутопадающая внешняя статическая характеристика. Следует отметить, что в большинстве сварочных генераторов, особенно предназначенных для установки в сварочные агрегаты, обмотка независимого возбуждения питается не от постороннего источника, а от «третьей», добавочной, щетки, установленной между главными щетками, т.е. генераторы выполняются с самовозбуждением. Примерный вид внешних характеристик генератора показан на рис. 8.2. Характерными величинами для семейства характеристик являются пределы регулирования сварочного тока Imin – Imax и соответствующие им пределы напряжения холостого хода. Рис. 8.2. Внешние статические характеристики коллекторного генератора. 1 – диапазон больших токов; 2 – диапазон малых токов. Максимальное значение напряжение холостого ограничивается условиями безопасности сварщика и в соответствии с ГОСТ 304 – 82 не должен превышать 100 В. Минимальное значение напряжения холостого хода ограничивается стабильностью горения дуги и не должно быть меньше 45 –50 В. Для расширения диапазона регулирования токов в схеме генератора предусмотрена возможность большего или меньшего числа витков последовательной размагничивающей обмотки ОВП. При большем числе витков обмотки ОВП характеристики генератора будут более крутыми. Переключение витков обмотки ОВП обычно осуществляется подключением сварочного провода к другому выводному зажиму. Сварочный генератор постоянного тока. Схема генератор сварочный генератор
Устройство сварочного генератора, принцип работы, типы, характеристики, схема, ремонт
Типы сварочных генераторов
Характеристики сварочных генераторов
Работа сварочного генератора
Схемы сварочных генераторов
Ремонт сварочного генератора
Схема сварочного генератора
Физические свойства ручной дуговой сварки
Как работают генераторные установки
Коллекторная схема генераторных установок
Схема генераторов вентильного типа
Конструктивные особенности сварочных аппаратов
Генератор с функцией сварки: как выбрать

Выбор сварочного генератора

Мощность агрегата

Сила тока и диаметр электрода
Рекомендации специалистов

неисправности, схема и устройство оборудования
Устройство сварочного агрегата
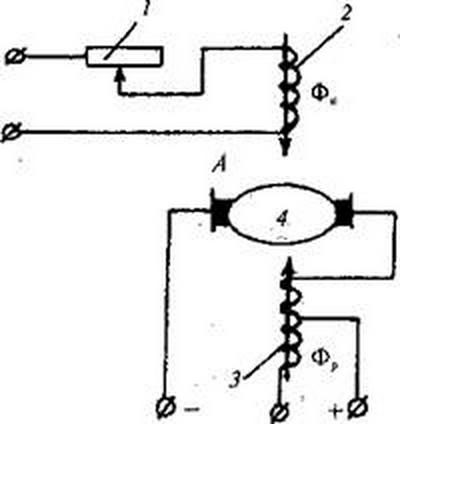
Схема и принцип работы

Основные неисправности
Ремонт сварочных генераторов
Полезные советы
Принципы работы сварочного генератора

Типы сварочных агрегатов
Во время сварки
Принцип работы сварочных генераторов электродуговой сварки
Схема сварочного генератора

Если у вас остались вопросы
Коллекторных сварочных генераторов
Похожие статьи:
poznayka.org
Сварочный генератор постоянного тока
Сварочный генератор постоянного тока
Необходимость в проведении сварочных процессов возникает не только в специально оборудованных для этого местах, цехах и мастерских. Иногда нужно проводить все в отдаленных от благ цивилизации объектах или в местах, где еще нет электрификации. Специально для того, чтобы избежать проблем с использованием данной технологии и был создан сварочный генератор постоянного тока. Данное устройство может содержать в себе специальный модуль, который может заменить аппарат для сварки. Такой модель может отсутствовать в генераторе и тогда устройство будет обыкновенным источником питания для вашего инвертора или трансформатора.
Сварочный генератор постоянного тока
Сфера применения данного устройства очень широка, так как сварка применяется во многих местах и генераторы востребованы практически во всех из них, где ведется профессиональная деятельность. Они могут использоваться для ремонта, монтажа конструкций, соединения деталей в различных механизмах и так далее. В качестве источника топлива применяется бензин или дизельное топливо. Это во многом совпадает с обыкновенными генераторами на жидком топливе.
Преимущества
Данная техника получила столь широкое распространение благодаря следующим факторам:
- Относительно низкий уровень шума во время работы;
- Компактность размеров, что облегчает размещение и переноску устройства до места использования;
- Достаточно длительный рабочий ресурс двигателя;
- Широкий выбор моделей на современном рынке;
- Доступное топливо, так как его можно без проблем достать во многих местах;
- Универсальность техники, так как можно использовать ее не только для сварки, но и для питания бытовых приборов;
- Высокая производительность оборудования.
Недостатки
Среди недостатков нужно отметить следующие факторы:
- Коэффициент полезного действия значительно ниже, чем питание от постоянного источника;
- Себестоимость поставки энергии является достаточно высокой.
Отличительные особенности
Одной из главных особенностей данной техники является наличие двигателя, который работает от жидкого топлива. Особенности различия бензинового и дизельного мотора вносят существенные различия в эксплуатацию техники. Стоимость бензинового генератора значительно меньше, чем дизельного. При тех же характеристиках он получается более компактным, но ресурс работы такого агрегата уступает своему прямому конкуренту. Дизельный является более приспособленным для профессионального использования. Он может переносить более высокие нагрузки, а также без проблем может работать в течение длительного времени без перерыва.
Еще одна отличительная особенность касается общей стоимости любого типа генератора. Это высокая цена на генераторы со встроенным сварочным модулем. Иногда легче купить все по отдельности. Единственными преимуществом готовой электростанции является абсолютная совместимость и точно подобранные параметры. Тем не менее, это очень серьезный показатель, так как угадать с обыкновенным генератором без модуля очень сложно.
Популярные модели
За все время использования техники в профессиональной и бытовой сфере появились свои наиболее распространенные модели, которые пользуются наибольшей популярностью. Среди наиболее распространенных можно выделить:
Сварочный генератор постоянного тока марки Champion GW200AE
Характеристика | Значение характеристики |
| Номинальная мощность, кВт | 5,5 |
| Компания производитель | Champion (Китай) |
| Напряжение, В | 220 |
| Тип старта | Электростартер |
| Емкость бака, л | 25 |
| Количество фаз | 1 |
| Исполнение | открытое |
| Максимальный сварочный ток, А | 200 |
| Обороты двигателя | 3000 |
| Максимальный диаметр электрода, мм | 4 |
| Минимальный диаметр электрода, мм | 2 |
| Масса, кг | 85 |
| Тип охлаждения | Воздушный |
Сварочный генератор постоянного тока Champion GW200AE
Champion DW180E
Характеристика | Значение характеристики |
| Номинальная мощность, кВт | 2,2 |
| Компания производитель | Champion (Китай) |
| Напряжение, В | 220 |
| Тип старта | Электростартер |
| Емкость бака, л | 12 |
| Количество фаз | 1 |
| Исполнение | открытое |
| Максимальный сварочный ток, А | 200 |
| Обороты двигателя | 3600 |
| Максимальный диаметр электрода, мм | 4,5 |
| Минимальный диаметр электрода, мм | 1,6 |
| Масса, кг | 100 |
| Тип охлаждения | Воздушный |
Сварочный генератор Champion DW180E
RedVerg RD190EBW
Характеристика | Значение характеристики |
| Номинальная мощность, кВт | 4,5 |
| Компания производитель | RedVerg (Китай) |
| Напряжение, В | 220 |
| Тип старта | Электростартер |
| Емкость бака, л | 25 |
| Количество фаз | 1 |
| Исполнение | открытое |
| Максимальный сварочный ток, А | 200 |
| Обороты двигателя | 3000 |
| Максимальный диаметр электрода, мм | 4 |
| Минимальный диаметр электрода, мм | 2 |
| Масса, кг | 85 |
| Тип охлаждения | Воздушный |
Генератор RedVerg RD190EBW
SKAT УГСБ 2000/100
Характеристика | Значение характеристики |
| Номинальная мощность, кВт | 1,9 |
| Компания производитель | SKAT (Китай) |
| Напряжение, В | 220 |
| Тип старта | Ручной запуск |
| Емкость бака, л | 15 |
| Количество фаз | 1 |
| Исполнение | открытое |
| Максимальный сварочный ток, А | 100 |
| Обороты двигателя | 3000 |
| Максимальный диаметр электрода, мм | 3,2 |
| Минимальный диаметр электрода, мм | 1,6 |
| Масса, кг | 70 |
| Тип охлаждения | Воздушный |
Генератор SKAT УГСБ 2000/100
Выбор генератора постоянного тока
Подобрать подходящую модель генератора постоянного тока с уже встроенным модулем не составит труда, так как все компоненты устройства отлично совмещаются между собой. В первую очередь вам нужно определиться с тем, какой тип двигателя должен быть установлен. Нередко компании производители делают очень схожие модели с практически одинаковыми характеристиками, но различие состоит в типе используемого топлива.
Если вам нужно профессиональное оборудование, которое будет использоваться длительное время, то при всех недостатках стоит рассмотреть именно дизельные модели, так как они смогут прослужить намного дольше. Для нечастого использования подойдут недорогие бензиновые варианты, которые легче и проще. Помимо этого нужно обратить внимание на количество тактов в двигателе. Двухтактный мотор ставится на бюджетных моделях и не отличается особой надежностью и приспособленностью к нагрузкам. Наиболее бюджетные генераторы – это бензиновые с двухтактным двигателем. Более серьезным решением будет выбор четырехтактного двигателя. Он хоть и дороже, но оказывается намного более практичным, несмотря на свою цену.
Далее нужно обратить внимание на максимальный ток, с которым может работать устройство. Чем он выше, тем с заготовкой больше толщины можно будет работать. Но брать большой запас также не стоит, так как он приведет к перерасходу энергии из-за большой мощности, которая не используется полностью.
«Важно!
Продолжительность включения для бытовых моделей не должен быть ниже 50%, а для профессиональных не менее 80%.»
Автор: Игорь
Дата: 23.04.2017
Рейтинг статьи:
Загрузка...svarkaipayka.ru
Pereosnastka.ru
Сварочные генераторы постоянного тока, однопостовые генераторы
Категория:
Сварка металлов
Сварочные генераторы постоянного тока, однопостовые генераторыВ настоящее время преобладает сварка дугой переменного тока с питанием от сварочного трансформатора, так как решающим часто является не качество сварки, а низкая стоимость трансформаторов, простота их обслуживания, незначительная площадь для установки. Качество же сварки в большинстве случаев несколько выше при постоянном токе. Сварка постоянным током легче осуществима в полевых условиях и вообще при отсутствии силовой электрической сети на месте работ. Кроме того, имеются работы, практически осуществимые только на постоянном токе: сварка неплавящимся электродом, сварка металла малых толщин, сварка некоторых цветных металлов, наплавка твердых сила-вод и пр.
Из источников постоянного тока наибольшее значение имеют однопо-стовые сварочные генераторы, сконструированные для питания одного сварочного поста или одной сварочной дуги. Однопостовой сварочный генератор, имеющий крутопадающую характеристику, не поддерживает постоянного напряжения на своих зажимах, оно быстро меняется вместе с изменением нагрузки, падая почти до нуля при коротком замыкании цепи, когда электрод касается изделия (рис. 29). Поэтому однопостовые генераторы иногда называют генераторами переменного напряжения. Сила тока такого генератора остается более или менее постоянной за время горения дуги.
Рис. 1. Характеристики одно-постового генератора
В настоящее время сварочные агрегаты работают практически при постоянном числе оборотов. Поэтому единственная возможность изменять электродвижущую силу — соответственно изменять магнитный поток, пронизывающий обмотку якоря генератора, что достигается изменением величины общего потока генератора или его направления.
Существует два основных способа воздействия на магнитный поток генератора: 1) применение размагничивающих обмоток на полюсах генератора;
2) использование реакции якоря генератора.
Рассмотрим сначала применение размагничивающей обмотки. В этом случае получается генератор с так называемым дифференциальным возбуждением (рис. 2). На каждом полюсе генератора имеется две обмотки: одна из них, основная, питается от постороннего источника постоянного тока и называется обмоткой независимого возбуждения; вторая — включена последовательно с обмоткой якоря и сварочной дугой и называется последовательной, или сериесной обмоткой самовозбуждения. Последовательная обмотка создает магнитодвижущую силу, противоположную магнитодвижущей силе обмотки независимого возбуждения, т. е. последовательная обмотка ослабляет общий магнитный поток, размагничивает генератор с увеличением нагрузки; она может быть названа противокомпаундной.
Рис. 2. Электрическая схема генератора с дифференциальным возбуждением и его характеристики
С увеличением нагрузки Awc последовательной обмотки растет, a Awa генератора уменьшается. При замыкании сварочной цепи прикосновением электрода к изделию A wc последовательной обмотки настолько возрастает, что в генераторе остается лишь незначительный магнитный поток, необходимый для поддержания тока короткого замыкания в системе.
Таким образом, ток короткого замыкания приблизительно пропорционален току независимого возбуждения, и для изменения тока короткого замыкания, а следовательно, и сварочного тока, необходимо соответственно изменять ток независимого возбуждения, что осуществляется реостатом или так называемым магнитным регулятором в цепи возбуждения.
Первые советские сварочные генераторы СМ имели дифференциальное возбуждение. Для питания обмотки независимого возбуждения к сварочному генератору пристраивался небольшой вспомогательный генератор с постоянным напряжением — возбудитель. В дальнейшем эти генераторы были заменены генераторами СМГ с самовозбуждением, не требующими отдельного возбудителя (что повышает надежность работы генератора) и рассчитанными преимущественно на номинальный сварочный ток 300 а.
В генераторе СМГ значительную роль играет реакция якоря, магнитный поток, создаваемый якорной обмоткой. Для использования реакции якоря применена особая форма магнитопровода машины с четырьмя основными полюсными сердечниками и двумя дополнительными (рис. 3). Основные сердечники имеют необычное чередование полярности: рядом расположены два северных сердечника, а затем два южных и генератор является двухполюсным, несмотря на наличие четырех основных сердечников. Два соседних сердечника можно рассматривать как один полюс, у которого вырезана средняя часть. Подобный генератор получил название «генератор с расщепленными полюсами». Одна пара основных сердечников имеет глубокие вырезы, уменьшающие сечение железа и создающие состояние, близкое к магнитному насыщению в зоне выреза уже при нормальной работе машины. Основные сердечники с вырезами называются главными; при нагрузке они подмагничи-ваются действием реакции якоря, но магнитный поток в них возрастает мало вследствие насыщения.
Вторая пара основных сердечников, называемых поперечными, размагничивается действием реакции якоря, и магнитныи поток в них может от максимального положительного значения плавно изменяться до максимального отрицательного, проходя через нулевое. В результате суммарный магнитный поток машины, не очень сильно меняясь по величине, меняет свое направление: поворачивается почти на 90° от оси полюсов рр, когда электродвижущая сила машины максимальна, и почти до нейтральной линии пп, когда электродвижущая сила мала, а напряжение на щетках близко к нулю (режим короткого замыкания). Особенностью генератора СМГ является также наличие третьей вспомогательной щетки в; напряжение между этой щеткой и одной из главных остается практически постоянным, не зависит от нагрузки машины. Это объясняется тем, что щетки а — в снимают напряжение с части обмотки якоря, проходящей под главным основным полюсом, магнитный поток в котором всегда почти постоянен.
Таким образом, вспомогательная щетка в заменяет отдельную машину-возбудитель и питает обмотки возбуждения генератора (рис. 4). с Поскольку необычная магнитная система генераторов СМГ расщепленными полюсами затрудняет их производство, наша промышленность начала возвращаться к генераторам с дифференциальным возбуждением, несколько модернизировав их. Пристройка отдельной машины-возбудителя к сварочному генератору нежелательна, поэтому возбудитель заменен статическим селеновым выпрямителем, присоединяемым к силовой сети переменного тока и питающим обмотку независимого возбуждения. Однако для замены одного маленького возбудителя необходим целый комплект аппаратуры: трансформатор, преобразующий напряжение сети в более удобное для питания цепи возбуждения, селеновый выпрямитель и феррорезонансный стабилизатор напряжения. Последний необходим для обеспечения независимости работы генератора от колебаний напряжения силовой сети. Без стабилизатора напряжения колебания напряжения сети будут вызывать колебания тока возбуждения, а те, в свою очередь, колебания сварочного тока, что делает работу генератора неустойчивой.
Рис. 3. Магнитная схема генератора СМГ: 1 — главные полюсы; 2 — поперечные полюсы; 3 — дополнительные полюсы; а и б — главные щетки; в — вспомогательная щетка
Рис. 4. Электрическая схема генератора СМГ: а и б — главные щетки; 8 — вспомогательная щетка
Эта довольно сложная система питания независимого возбуждения применена, например, в сварочном генераторе ГСО-500 (номинальный сварочный ток 500 а при ПР 60%). Для работы генератора необходима силовая сеть переменного тока, питающая обмотку независимого возбуждения выпрямленным током. Поэтому работниками ленинградского завода «Электрик» была разработана оригинальная система генераторов с самовозбуждением, вспомогательной щеткой на коллекторе без расщепления полюсов. Эти генераторы не требуют постороннего источника тока для питания возбуждения. Сварочные однопостовые генераторы изготовляются на номинальные сварочные токи 120—1000 а.
Генератор постоянного тока ГСО-500 —четырехполюсный, с независимым возбуждением и размагничивающей последовательной обмоткой, обеспечивающей падающую внешнюю характеристику генератора. Независимая обмотка возбуждения питается от сети переменного тока через стабилизатор напряжения и селеновый выпрямитель. Последовательная обмотка имеет промежуточный вывод, позволяющий производить переключение генератора на номинальный ток 300 или 500 а. Номинальный сварочный ток 500 а при ПР 60%; напряжение холостого хода до 90 в\ номинальная мощность 20 кет.; пределы регулирования тока 125—600 а; число оборотов 2900 в минуту.
Генератор ГСО-ЗОО с самовозбуждением, с питанием обмотки возбуждения от вспомогательной щетки на коллекторе. Номинальный сварочный ток 300 а при Г1Р 60%; пределы регулирования переключением размагничивающей последовательной обмотки 75—200 и 180—320 а. Напряжение холостого хода до 80 в. Число оборотов 1450 в минуту.
Для привода сварочного генератора необходим электродвигатель достаточной мощности. Генератор, соединенный с приводным электродвигателем, называется сварочным агрегатом. Если номинальные числа оборотов генератора и двигателя совпадают, тогда соединяют их валы, такой агрегат наиболее удобный и компактный. Агрегат из сварочного генератора и приводного электродвигателя может иметь общий корпус, общий вал, на который посажены якоря обеих машин, и всего два шарикоподшипника. Такая конструкция агрегата часто называется преобразователем.
Рис. 5. Сварочный преобразователь ПСО-300
Преобразователь ПСО-ЗОО с генератором ГСО-ЗОО имеет электродвигатель мощностью 14 кет; на продольном разрезе рис. 5 слева виден коллектор генератора, справа — якорь электродвигателя. Генераторы ГСО-ЗОО и ГСЮ-500 имеют переключение на два режима сварки; его внешние характеристики показаны на рис. 5.
Существенное преимущество сварочных преобразователей — удовлетворительный коэффициент мощности, порядка 0,8, а также малая чувствительность к колебаниям напряжения питающей силовой электрической сети. Колебания напряжения мало влияют на число оборотов трехфазного асинхронного электродвигателя; оно остается практически постоянным, следовательно, постоянны условия работы свароч-сварочной цепи.
Рис. 6. Внешние характеристики сва рочного генератора ГСО-З00:
Сварочный агрегат может иметь приводной двигатель внутреннего сгорания, тогда он становится автономной передвижной электростанцией и пригоден для работы в любых, например полевых, условиях при отсутствии электрических силовых линий, для строительных, монтажных и прочих работ. Агрегат АСБ-300-7 из генератора ГСО-ЗОО и автомобильного бензинового двигателя ГАЗ-МК мощностью 30 л. с. весит 850 кг (рис. 7). Агрегат смонтирован на общей фундаментной раме и удобен для перевозки на автомашине. Агрегат имеет кожух из листового железа для защиты от дождя и снега и может работать на открытом воздухе в любую погоду. Нагрузка генератора при сварке сильно колеблется, нормальные двигатели внутреннего сгорания сильно меняют число оборотов при изменениях нагрузки, что недопустимо для сварочных агрегатов, поэтому двигатели следует снабжать специальными особо чувствительными и быстродействующими регуляторами числа оборотов.
Рис. 7. Сварочный агрегат АСБ-300-7
Для специальных работ выпускают однопостовые сварочные агрегаты повышенной мощности. При отсутствии таких специальных агрегатов можно использовать параллельное соединение на одну дугу двух или трех обычных стандартных сварочных агрегатов на 300 или 500 а.
Читать далее:
Многопостовые сварочные генераторыСтатьи по теме:
pereosnastka.ru
Сварочные агрегаты
Сварочные агрегаты представляют собой автономные источники питания сварочной дуги, в состав которых входят генератор постоянного тока и приводной бензиновый или дизельный двигатель (иногда электрический). Генератор и двигатель смонтированы на общей раме и соединены муфтой. Имеются также реостат для регулирования сварочного тока, аккумуляторные батареи, топливный бак, пульт управления, капот с кровлей и шторками.
Можно выделить следующие виды сварочных агрегатов:
- по типу генератора — с коллекторным или вентильным генератором;
- по виду привода — с бензиновым, дизельным или электрическим двигателем;
- по способу установки — передвижные или стационарные.
Агрегаты с бензиновыми двигателями дешевле по стоимости, но для них нужно более дорогое топливо. Агрегаты с дизельным двигателем имеют более высокую стоимость, но работают на более дешевом топливе, проще в эксплуатации и надежнее в работе при низкой температуре.
Сварочные генераторы постоянного тока
Возможно применение сварочных генераторов постоянного тока двух типов: коллекторных и вентильных.
Рассмотрим принцип действия коллекторного сварочного генератора на примере генератора самовозбуждения с обмотками параллельной намагничивающей и последовательной размагничивающей (рис. 13). Магнитные потоки, создаваемые обмотками, направлены навстречу друг другу.
Намагничивающая обмотка присоединена к главной и дополнительной щеткам и получает питание от генератора непосредственно.
Напряжение питания намагничивающей обмотки неизменно вследствие подмагничивающего действия реакции якоря, которая компенсирует размагничивающее действие в этой половине полюса генератора последовательной обмотки. Размагничивающая обмотка включена последовательно со сварочной дугой.
Рис. 13. Принципиальная электрическая схема сварочного коллекторного генератора постоянного тока:
ОН - обмотка намагничивающая; ОР - обмотка размагничивающая; Фн, Фр - магнитные потоки намагничивающий и размагничивающий; А и В - щетки главные; R - реостат регулировочный
При отсутствии тока в сварочной цепи действует только одна намагничивающая обмотка возбуждения, образуя магнитный поток Фн. Этот поток индуктирует ЭДС в якоре, равную напряжению холостого хода, которое регулируют реостатом.
При зажигании и горении дуги в сварочной цепи протекает ток, и размагничивающая обмотка создает магнитный поток Фр, пропорциональный числу ее витков и сварочному току.
Поток Фр направлен встречно магнитному потоку намагничивания Фн и уменьшает его, поэтому при работе сварочного генератора при сварке его ЭДС индуктируется разностью потоков Фн и Фр.
При увеличении сварочного тока магнитный поток Фр возрастает и разность потоков Фн - Фр уменьшается, поэтому снижается и напряжение генератора. Так при ручной сварке обеспечивается падающая внешняя характеристика генератора, необходимая для устойчивого горения дуги.
Крутизну наклона внешней характеристики генератора можно регулировать изменяя число витков последовательной обмотки возбуждения ОР. При этом получается ступенчатое регулирование обычно с двумя ступенями. На ступени с большим числом витков размагничивающей обмотки ее размагничивающее действие увеличивается, и внешняя характеристика генератора более крутая, а сварочный ток меньше при том же напряжении холостого хода генератора.
Плавное регулирование сварочного тока в пределах каждой ступени можно осуществить изменением тока в намагничивающей обмотке ОН при помощи реостата. При этом увеличение тока возбуждения вызывает увеличение намагничивающего потока Фн, сварочного тока и напряжения холостого хода генератора.
Регулирование сварочного тока реостатом, включенным в цепь обмотки возбуждения, имеет недостаток, заключающийся в том, что при изменении тока возбуждения изменяется напряжение холостого хода. При уменьшении тока возбуждения напряжение холостого хода также уменьшается и может быть недостаточным для зажигания дуги. По этой причине в диапазонах малых токов сварочный ток регулируют включением в цепь якоря генератора дополнительных балластных сопротивлений, увеличивающих крутизну внешних характеристик при неизменном напряжении холостого хода.
Генератор состоит из корпуса с прикрепленными к нему полюсами из листов электротехнической стали, на которых расположены обмотки подшипниковых щитов, якоря с коллектором и токосъемного механизма. Сверху располагается коробка зажимов для отходящих проводов и перемычек регулирования тока.
Вентильные генераторы так называются по наличию блока выпрямительных вентилей, которые выпрямляют переменный ток, наводимый в обмотках генератора, в постоянный сварочный ток. Вентильные генераторы обеспечивают высокую стабильность и эластичность сварочной дуги. У них выше коэффициент полезного действия и меньше масса по сравнению с другими генераторами. Их применение позволяет уменьшить разбрызгивание металла при сварке и улучшить качество швов.
На статоре генератора расположена трехфазная силовая обмотка, которая присоединена к блоку выпрямительных вентилей, собранных по трехфазной мостовой схеме. Обмотка возбуждения прикреплена к станине и находится между двумя пакетами ротора, размещенными вдоль его оси.
На валу ротора расположены два пакета из электротехнической стали, имеющих полюсы, без обмоток. Ротор является индуктором генератора и при своем вращении наводит в обмотке статора ЭДС повышенной частоты.
Магнитный поток, создаваемый обмоткой возбуждения, распределяется так, что один пакет ротора образует северные полюсы, а другой — южные.
При вращении ротора витки обмотки статора пронизываются изменяющимся магнитным потоком, и в фазах обмотки статора возникает переменная ЭДС, которая преобразуется в постоянную выпрямительным блоком.
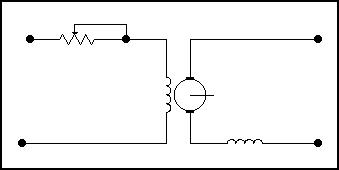
На рис. 14 приведена принципиальная электрическая схема вентильного сварочного генератора. На схеме трехфазная обмотка генератора присоединена к выпрямительному мосту VD4-VD9, состоящему из силовых кремниевых диодов. К выходу выпрямительного моста присоединяются кабели, идущие к сварочному посту.
Рис. 14. Принципиальная схема вентильного сварочного генератора:
ОЯ — обмотка якоря; ОВ — обмотка возбуждения; ТУ, ТА — трансформаторы напряжения и тока; VD1-VD3 — диоды в цепи возбуждения; VD4-VD9 — вентили силового блока; R — реостат для управления величиной сварочного тока
Генератор работает с самовозбуждением от силовой цепи. После запуска генератора начальное его самовозбуждение происходит от остаточного магнетизма в массивных магнитных деталях машины — станине, втулке на валу, и на зажимах обмоток якоря появляется ЭДС величиной порядка 3...4 В. Обмотка возбуждения через трансформатор TV и выпрямитель VD1 получает питание, ЭДС на зажимах обмотки якоря начинает расти, и генератор возбуждается до напряжения холостого хода. С появлением сварочного тока обмотка возбуждения начинает получать питание и от трансформатора тока ТА через выпрямитель VD2.
Так как естественная внешняя характеристика генератора падающая, то с ростом сварочного тока напряжение на зажимах генератора уменьшается, также начинает уменьшаться составляющая тока возбуждения от трансформатора напряжения TV, а составляющая тока возбуждения от трансформатора тока ТА увеличивается с ростом нагрузки.
Поскольку мгновенные значения амплитуд вторичных напряжений трансформаторов TV и ТА сдвинуты по фазе, то при любой нагрузке оба трансформатора через свои выпрямители VD1 и VD2 дают питание обмотке возбуждения до режима короткого замыкания, при котором работает только трансформатор ТА. Вентиль VD3 служит для разрядки электромагнитной энергии, накапливаемой в катушках обмотки возбуждения.
Реостатом R можно плавно регулировать крутизну внешних характеристик генератора и сварочный ток в пределах одного диапазона.
Грубое регулирование сварочного тока можно осуществить переключением схемы обмотки якоря.
Дизельный сварочный агрегат АДД-4001С
Агрегат предназначен для питания одного поста ручной дуговой сварки, резки и наплавки покрытыми электродами на постоянном токе в полевых условиях при температуре от -45 до +45 °С.
В агрегате возможно ступенчатое и плавное регулирование сварочного тока и дистанционное регулирование сварочного тока.
В табл. 12 приведены технические данные сварочного агрегата АДД-4001С.
Таблица 12. Технические данные сварочного агрегата АДД-4001С
| Показатели | Величина |
| Номинальный сварочный ток при ПВ 60% | 400 |
| Пределы регулирования сварочного тока, А | 60...450 |
| Номинальное рабочее напряжение, В | 36 |
| Напряжение холостого хода, В | 100 |
| Тип дизельного двигателя | Д144-81 |
| Мощность двигателя, кВт (л.с.) | 37(50) |
| Номинальная частота вращения, об/мин | 1800 |
| Расход топлива при номинальном режиме, л/ч | 5,2 |
| Охлаждение двигателя | Воздушное |
| Габаритные размеры, мм | 2240х1000х1300 |
| Масса, кг | 820 |
otdelka-profi.narod.ru
Сварочный генератор постоянного тока. Как выбрать сварочный генератор.
Что такое сварочный генератор. Какие бывают генераторы постоянного тока.
Зачастую случается так, что сварочные работы застают нас как можно дальше от розетки, и дотянуться до электроэнергии не представляется возможным. Решением проблемы станет применение портативного генератора тока.
Принцип работы сварочного генератора основан на выработке электроэнергии за счет сжигания топлива. Различают два типа источников по типу выработки: с постоянным и переменным током.
Сварочные генераторы постоянного тока предпочтительней трансформаторов переменного. Это объясняется определенной долей универсальности использования постоянного тока для питания сварочной дуги.
При использовании такого генератора рабочий инструмент имеет два варианта подключения: по прямой и обратной полярности. Первый способ особенно актуален для резки металла и широко применяется при обычной сварке. А использование тока обратной полярности позволяет сваривать между собой тонкостенные изделия за счет более низких температур на электроде, избегая чрезмерного нагрева поверхности детали.
Период непрерывной работы сварочного генератора ограничен вместимостью топливного бака и величиной расхода в единицу времени. На эти характеристики следует обратить внимание при выборе модели. Но следует учесть, что такое оборудование не рассчитано на работу свыше двух полных баков подряд. Желательно дать генератору остыть после первого бака – на 10-20 минут, после чего долить топлива и работать далее. Затем остановка по времени должна быть от 45 минут до часа.
В качестве топлива может использоваться бензин либо дизель. Зачастую, дизельные электростанции рассчитаны на мощности на порядок выше – для производственных и строительных целей, тогда как бензиновые генераторы отличаются своей компактностью и экономичностью и отлично подходят для работ на приусадебном участке.
В случае подбора генератора непосредственно для сварочных работ – следует изначально учесть высокие характеристики тока, необходимого для осуществления сварки. Более того – специалисты рекомендуют подбирать аппаратуру так, чтобы мощность источника питания превышала потребности сварочного оборудования в 1,5..2 раза.
Двигатель в конструкции сварочного генератора – это узел, определяющий большинство рабочих характеристик. Как правило, это двигатели синхронного типа, четырехтактные, с верхними воздушными клапанами для охлаждения (OHV). Без оглядки на производитель генератора, уже по одной марке двигателя можно получить первое представление об аппарате. Наибольшей популярностью пользуются двигатели Honda – ими комплектуется 60% продукции Японии и Западной Европы.
Практически все модели сварочных генераторов постоянного тока рассчитаны на работу при силе тока от 50 до 250А при напряжении 220В, 250В, 300В, 380В. Для специальных решений существуют генераторы с выходным напряжением 400В. При этом напряжение разжигания дуги – около 85В.
Мощности сварочных генераторов находятся в средних пределах – от 3 до 10 кВт. Перед присоединением сварочного оборудования к генератору следует уточнить характеристики источника питания – генератор может быть рассчитан как на однофазный инструмент, так и на трехфазный.
Для уменьшения вероятности отказа или поломки генератора следует серьезно отнестись к заливке топлива. Ни в коем случае нельзя заливать в сварочный генератор постоянного тока разбавленный, засоренный бензин или даже дизель. Да, аппарат будет работать – но за последствия таких манипуляций производитель уже не в ответе. Настоятельно рекомендуется использовать только чистый бензин марки АИ 92, АИ 95.
techyard.ru
www.samsvar.ru








Поделиться с друзьями: