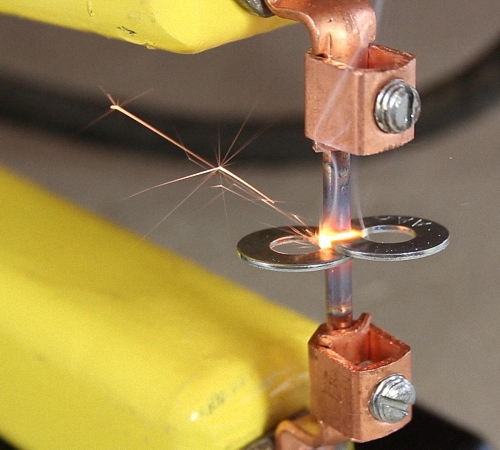
sdelaysam-svoimirukami.ru При помощи сварки можно многое делать самому на даче или в гараже. Но сварочные аппараты бывают разными. Некоторые виды работ, на которые уйдет день или два, при использовании одного агрегата, возможно сделать за 5-6 часов на другом специализированном устройстве. Это аппарат для точечной сварки. Накладывать швы на трубах отопления им не получится, за то в других сферах работа с его применением выполняется гораздо быстрее. Что это за аппарат и как он функционирует? В чем его основные преимущества и недостатки? Как сделать контактно точечную сварку своими руками? Точечная сварка — это процесс создания соединения между двумя металлическими частями при помощи двух электродов, располагающихся с разных сторон изделия. Она еще называется конденсаторная точечная сварка, потому что разряд тока производится из электрических накопителей с определенной емкостью. Такими устройствами можно выполнять соединения на пластинах или прутках толщиной до 3 мм. В данном виде сварки не используется присадка. Крепость и прочность соединения образуется за счет сцепления поверхностей в момент нагрева электричеством. В зависимости от размеров свариваемых изделий и их толщины, разнятся и аппараты для ручной точечной сварки. Они бывают стандартной и повышенной мощности, а также с разной длиной рабочих частей. Управление устройством осуществляется вручную сварщиком. Некоторые модели автоматизированы, но это применяется на крупных заводах с частыми однотипными процессами. Самодельные версии, обычно, небольшого размера от 500 до 700 мм в длину. Аппараты имеют корпус и выступающие наружу рабочие части-клешни. На конце последних располагаются медные зубцы — электроды. Пластины металла или прутки соединяются между собой в нужном положении и заводятся в рабочую зону аппарата так, чтобы один электрод находился над местом, где требуется сварка, а второй под ним. Когда все установлено, клешни сводятся и прижимают изделие. Устройство включается, и между электродами и зажатыми частями свариваемого материала, начинает проходить ток большой силы. Это плавит изделие в определенном месте так, что молекулярная решетка рушится и две стороны начинают перемешиваться молекулами между собой. После остывания образуется общая металлическая структура соединения, составляющая в диаметре от 3 до 10 мм, что зависит от силы тока и электродов. Присадочный материал не используется. Все соединения выполняются за счет плавления основного материала и сжатия в этот момент рабочими элементами аппарата. Этот процесс возможен благодаря преобразованию тока из бытовой сети. Напряжение в 220V понижается на специальном трансформаторе устройства, а его сила возрастает до нескольких сотен ампер. При помощи этого тока возможна работа со сталями толщиной 3-4 мм. Конденсаторный блок накапливает получаемое электричество и под руководством реле перенаправляет его на электроды. Сварка происходит благодаря импульсу, который длится от 0,1 до 1,5 секунды. Этого времени достаточно для образования точки, которая надежно скрепляет свариваемые части между собой. Небольшое сдавливание руками, от которого передается усилие на клешни, облегчает и улучшает свариваемый процесс. На поверхности остается небольшой след в виде вмятины либо бугорка перегретого металла. Зачистка болгаркой или щеткой по металлу для эстетики позволяет полностью удалить визуальные следы сварки. Сварочный аппарат, работающий с импульсом, очень похож по физическим характеристикам тока на споттер. Но разница заключается в двухстороннем доступе к свариваемому изделию. Часто, устройство устанавливают на стол, чтобы удобно было подносить детали. Все работы выполняются на уровне пояса. Так легче прятать глаза и лицо от ультрафиолетового излучения. При использовании аппарата не надевается сварочная маска, т. к. одной рукой удерживаются детали, а второй осуществляется зажим. Импульс для создания соединения длится около секунды, и постоянное опускание и поднятие маски сильно тормозит процесс. Но электрическая дуга продолжает излучать ультрафиолет, и если не прятать глаза, то к концу для можно получить ожог роговицы. Работа аппарата точечной сварки востребована на однотипных операциях с небольшими металлическими частями. Такое устройство легко соединит детали толщиной до 3-4 мм. В промышленности это применяется в автомобилестроении, где используются мощные модели, качественно соединяющие кузова. На небольших предприятиях работают с аппаратами поменьше, и создают другие корпуса, не требующие высокой прочности при нагрузке. В частном доме или гараже точечная сварка может пригодиться для: Конденсаторной сваркой можно быстро приварить лист металла к не толстому уголку. Это пригодится при частом изготовлении калиток для обустройства места под разведение домашних животных. К раме из уголка привариваются и сетки. Благодаря непродолжительному воздействию тока, тонкая проволока не перегорает, как от покрытого электрода, и надежно фиксируется на плоскости. Контактная сварка отличается рядом преимуществ и особенностей, позволяющих эффективно выполнять работу. Среди них выделяются следующие: Из недостатков контактной сварки выделяется только один — способность осуществлять работу на небольшой толщине изделий. Чтобы соединение было качественным, необходимо использовать детали не толще 7 мм в сумме свариваемых сторон. Если нужно сварить более толстые элементы, то используют модели с двумя трансформаторами, но это повышает нагрузку на сеть, что может вызвать недовольство соседей в частном секторе. Схема точечной сварки отличается простыми составляющими. В основе конструкции находится трансформатор, который значительно понижает напряжение из сети. Оптимальным значением является 10-12 V. Сила тока при этом должна достигать 300 — 500 А. Это позволит выполнять повседневные работы на аппарате. Принцип работы контактной сварки заключается в изменении получаемого напряжения и передаче его в накопители. Последними выступают конденсаторы, с емкостью не меньше 46 мкФ. В конструкции присутствует диодный мост и два диода. Процессом управляет реле РЭК 74, или аналогичное устройство. Оно перепускает ток на электроды и позволяет выполнять сварку. В случае перегрузок, схема аппарата содержит автомат на 20 А, который отсекает напряжение. Для охлаждения устройства применяется небольшой кулер, встраиваемый в заднюю часть конструкции. Запуск процесса осуществляется кнопкой, выводимой на клешни аппарата. Сварщик, зажав стороны изделия в нужном положении, включает кнопку и выполняет сварную точку. Усиление мощности достигается за счет внедрения в схему второго трансформатора, где выводы первичной и вторичной обмоток, соединяются последовательно. Так, можно достичь показателя силы тока до 2000А. Изготовить аппарат для точечной сварки можно и самостоятельно. Для этого используется трансформатор от неработающей микроволновки. Чтобы создать узел, понижающий напряжение и повышающий амперы, потребуется удалить первичную обмотку. На ее место заводится сварочный кабель. Пространства в сердечнике хватает ровно на три витка. Последний просовывается особенно туго, поэтому кабель рекомендуется смазать солидолом. После создания основы схемы, можно установить диодный мост и реле. Это все монтируется рядом с трансформатором и укомплектовывается автоматом. Сзади ставится вентилятор для охлаждения. Все элементы лучше располагать на диэлектрической основе. Это может быть широка доска либо лист ДСП. Рабочие части изготавливаются из бруса или профиля. Нижняя штанга крепится к основанию и является неподвижной. Верхняя фиксируется стержнем на конце между стойками, прикрепленными к платформе, и является прижимным элементом. В нерабочем положении, чтобы удерживать верхнюю штангу поднятой, к ней прикрепляется пружина, натягивающая ее рычаг вверх. Электроды вытачиваются из меди и их диаметр должен быть равен толщине сварочного кабеля на вторичной обмотке. Для небольших по мощности аппаратов подойдут жала от паяльников. Крепление электродов осуществляется на торцы клешней при помощи отверстия и болтового соединения. Туда же следует прикрепить клеммы от кабеля трансформатора. Кнопка выводится на верхний рычаг, либо сбоку на основание, чтобы легко доставать до нее при заложенных деталях под сварку. Примеры контактной сварки своими руками можно увидеть на фото. Точечная сварка практична при определенных видах работ. Простота выполнения манипуляций и надежное качество соединений позволяют активно применять ее на даче и в домашних мастерских. Поделись с друзьями 1 0 0 0 svarkalegko.com Покупка аппарата для сварки доступна не каждому, так как данный инструмент отличается высокой стоимостью. Поэтому гораздо дешевле изготовить его своими руками из подручных материалов. Об особенностях применения и изготовления аппарата для точечной сварки рассмотрим далее. Сфера применения контактной сварки довольно широкая, данный инструмент используется в ремонте или изготовлении разного рода изделий из металла. Кроме того, с помощью данного аппарата, удается с легкостью выполнить различные работы по изготовлению металлических лестниц, ворот, конструктивных элементов и т.д. Принцип работы контактной сварки состоит в том, что электрический ток нагревает определенные участки стальных деталей, которые соприкасаются между собой. При этом, образуется сварное соединение, называемое швом. Конечный результат сварки напрямую зависит от типа материала, из которого изготовлена деталь, ее плотности. Кроме того, следует учитывать такие параметры: От того насколько правильно были соблюдены данные характеристики напрямую зависит результат сваривания. Самостоятельное изготовление сварочного аппарата - довольно сложный процесс, для качественного выполнения которого потребуется соблюсти определенные инструкции и технологические рекомендации. Более простой вариант - сборка сварочного аппарата, имеющего переменную силу тока. Данное устройство управляет процессом сваривания с помощью изменения длительности сварочного импульса, попадающего на деталь. Для того, чтобы выполнить данные действия потребуется наличие часового реле, которое регулируется автоматически или вручную. Основным узлом самодельного аппарата точечной сварки является сварочный трансформатор, который довольно часто можно встретить в таких бытовых приборах как микроволновая печь, телевизор и т.д. Обмотки трансформаторного устройства перематываются в соотношении с нужной силой тока и напряжения, в процессе подачи которого осуществляется сваривание. Для подбора сферы управления сварочным аппаратом, следует вначале собрать основные механизмы устройства. Конструктивные элементы сварочного аппарата подбираются в соотношении с его мощностью и параметрами трансформатора - основного механизма. Изготовление контактно-сварочного аппарата осуществляется в соотношении с типом его применения и характеристик материала, с которым придется работать. Чаще всего, к основному устройству подсоединяют клещи сварочного типа. Учтите, что все соединения электрического типа должны быть качественно выполненными. Все провода должны быть соответствующего диаметра и сечения. Если цепь будет ненадежной, то электричество будет утеряно. При этом, возможен вариант возникновения искр и процесс сваривания прекратится. Для самостоятельного изготовления устройства точечной сварки контактного типа, используйте нижеприведенные схемы. Первая их них используется в том случае, если аппарат точечной сварки используется для сваривания листов металла, толщиной до одного миллиметра, а также для проволоки и прута, диаметром до четырех миллиметров. В таком случае, потребуется наличие такого устройства: Все устройство отличается наличием схемы принципиального характера, в составе которой присутствует силовая составляющая, автоматизированный выключатель и цепь контроля. Если в процессе работы возникают какие-то аварийные ситуации, то они предотвращаются как раз с помощью выключателя. На первом узле располагается трансформатор для сварки т2 и устройство в виде бесконтактного тиристорного включателя однофазного типа, с помощью которого первичная обмотка подключается к электричеству. Второй вариант схемы управления подразумевает выполнение обмотки на сварочном трансформаторе определенными витками. На первичной обмотке имеется шесть выводных участков. С помощью их переключения удается регулировать выходной сварочный ток в соотношении с вторичной обмоткой. При этом, постоянное соединение сетевой цепи остается на первом выводе, а с помощью остальных регулируется работа электрического питания. Пускатель под маркировкой М ТТ4 К, имеет серийное производство. Данный модуль отличается наличием тиристорного ключа, который в процессе замыкания выполняет коммутацию нагрузки через первый и третий контакты. Данное устройство способно работать под нагрузкой в максимальным напряжением до восемьсот ватт и током до восьмидесяти ампер. В составе данной схемы управления присутствует: Для обеспечения питания сварочного аппарата используется любой тип трансформатора, мощность которого составляет до двадцати ватт. При этом, он должен использоваться при работе на номинальной сети в 220 В. Напряжение, которое выдается на втором варианте обмотки составит около 22 В. Для того, чтобы выпрямить подачу тока, рекомендуется произвести установку диодного моста. Кроме того, возможен вариант применения любого другого механизма, имеющего такие же параметры. Для того, чтобы замкнуть четвертые и пятые контакты используется реле к1. Данный процесс осуществляется при подаче напряжения от управленческой цепи на обмотку. Значение коммутированного тока при этом составит не более 99 мА. В таком случае, потребуется наличие практически любого реле, обладающего слаботочными электромагнитными характеристиками. Различают несколько функций цепи управления. При включении к1 на заданном промежутке времени происходит задание определенного типа времени. В данном случае удается задать определенное время подачи электронных импульсов на свариваемых деталях. В составе электрической цепи присутствуют конденсаторы, от с1 до с6. Они имеют электролитические характеристики, при этом напряжение составляет более 52 В. Кроме того, потребуется наличие конденсатора, емкостью в 46 мкФ. При разомкнутой нормально замкнутой контактной группе реле заряжается непосредственно через питательный блок. Основной силовой частью данного механизма является трансформатор. С его помощью происходит преобразование одного вида электричества на другой. Для этих целей используется магнитный провод, на 2,5 А. От старой обмотки следует избавиться, на торце магнитного провода устанавливаются кольца для изготовления которых используется электрический картон. Они подгибаются по внутренней и внешней кромке. Далее производится обмотка магнитопровода лакотканью в три или более слоев. Для того, чтобы выполнить обмотку потребуется наличие таких проводов: В процессе выполнение первой обмотки следует оборудовать выводы промежуточного назначения. Далее производится ее пропитка с помощью лака. На первичную катушку наматывается хлопчатобумажная лента, которая также пропитывается с помощью лакового состава. Далее следует процесс вторичной обмотки, и дальнейшее пропитывание лаком. Изготовление самодельного аппарата точечной сварки также подразумевает конструирование клещей. Клещи бывают двух видов: стационарного или выносного. Первый вариант - более прост в изготовлении, так как они имеют качественную и надежную изоляцию, с прочно соединенными между собой узловыми участками. Но, у данных клещей имеется определенный недостаток, для создания прижимного усилия, необходимо непосредственное участие человека, выполняющего сварочные работы. Выносные клещи - более удобные в работе, легко снимаются, не занимают много места. Для контроля усилия клещей, достаточно изменить длину их вынесения за аппарат. В месте подсоединения выносных клещей со сваркой следует установить болты, втулки и шайбы, которые обеспечивают надежную гидроизоляцию. В процессе изготовления клещей для аппарата точечной сварки своими руками, необходимо определить величину вылета из электродного пространства, расстояние между корпусом и местом подвижных соединений на ручке. Данный параметр сказывается на максимально возможном расстоянии между сваркой и кромкой соединения листов. Для изготовления клещевых электродов, используйте медные прутья или бериллиевую бронзу. Возможен вариант использования жала от паяльного аппарата с высокой мощностью. Диаметр электрода должен соответствовать диаметру провода, к которому он подключен. Для того, чтобы сварочные ядра имели хорошее качество концы электрода должны сужаться и иметь минимальный размер. На аппарат точечной сварки цена довольно высокая, поэтому намного дешевле изготовить его самостоятельно. В процессе работы потребуется наличие микроволновой печи, предпочтительнее выбрать устройство побольше. От данного параметра зависит мощность будущего сварочного аппарата. Если микроволновой печи у вас нет, вы можете поискать ее на барахолке или поспрашивать у соседей и купить ненужную микроволновую печь совсем недорого. Далее следует разобрать микроволновую печь и извлечь из нее деталь в виде высоковольтного трансформатора. Обратите внимание: несмотря на то, что вы разбираете микроволновую печь не подключенную к электроснабжению, внутри у нее имеются детали, которые бьются током даже в таком состоянии. Среди основных частей трансформатора отметим - сердечник и два вида обмотки - первичную и вторичную. Для соединения сердечника используют два тонких сварочных шва, от них следует избавиться. Сделать это можно с помощью молотка и ножовки. Также для его срезывания можно использовать болгарку. Таким образом вы доберетесь до трансформаторных обмоток, старайтесь не повредить их. Для извлечения вторичной обмотки следует аккуратно разрезать вторичную и вытащить нужную. После этого вы получите сердечник от трансформатора и первичную его обмотку. Сердечник должен состоять из двух частей, разъединенных между собой. Далее следует выполнить вторичную обмотку трансформаторной детали. Для этих целей потребуется наличие медного кабеля, имеющий такое же сечение, как и трансформаторная прорезь. Намотайте около двух витков. С помощью стандартной двухкомпонентной эпоксидной смолы происходит соединение двух половин сердечника между собой. Для того, чтобы они лучше соединились, поместите их в тиски. Проверьте уровень напряжения на выходе из трансформаторного механизма, оно не должно превышать двух вольт. При этом минимальное значение силы тока составляет 850 А. Далее следует позаботиться об изготовлении корпуса сварочного аппарата, для этих целей можно использовать дерево или высокопрочный пластик. Задняя панель корпуса должна иметь несколько отверстий, одно из которых будет отвечать за электроснабжение, а второе за выключение и включение механизма. Если корпус изготавливается из дерева, то его следует хорошо отшлифовать, покрыть пропиткой и лаком. Для того, чтобы изготовить ручной аппарат для точечной сварки, также потребуется наличие: После высыхания корпусной части, следует собрать данное устройство и соединить все детали между собой. Далее следует отрезать две части провода, выполненного из меди, размер каждого участка около 25 мм. Они будут выполнять функцию электродов, для их фиксации в держателе, достаточно использовать обычную отвертку. Далее следует зафиксировать выключатель, утолщенный кабель предотвращает его выпадение. Для фиксации трансформатора на корпусной части используйте обычные саморезы. При этом, следует позаботиться о заземлении, которое одевается на одну из клемм. Для большей безопасности использования данного механизма, рекомендуем установить еще один дополнительный включатель. Для фиксации рычагов также используются саморезы и гвоздь. На торцевых участках рычагов производится установка контактных электродов. Для поднятия верхнего рычага используйте обычную резину. После выгорания электродов, они легко заменяются на новые, изготовленные таким же способом. strport.ru Точечная сварка, как известно, выполняется на специализированном оборудовании, однако подобное устройство можно не только найти в серийном исполнении, но и сделать своими руками: для этого пригодится трансформатор, извлеченный из старой микроволновки. Аппарат, полученный в итоге, даст вам возможность качественно выполнять точечную сварку при помощи переменного тока, сила которого не регулируется. Самодельный аппарат для точечной сварки в сборе Трансформатор выступает важнейшим элементом любого такого устройства для точечной сварки: его задача состоит в том, чтобы увеличить значение входного напряжения до требуемой величины. Чтобы эффективно справляться с этим, устройство должно обладать высоким коэффициентом трансформации. Такими трансформаторами оснащаются большие микроволновые печи, одну из которых вам и необходимо найти. Когда вы найдете такую модель микроволновки, надо будет очень аккуратно извлечь из нее трансформатор. Схема работы точеной сварки и схема сварочного аппарата Если в самодельном аппарате для точечной сварки задействован трансформатор, имеющий мощность 700–800 Вт, то с его помощью вы сможете соединять листы из металла, толщина которых доходит до 1 мм. Такой трансформатор входит в категорию устройств повышающего типа, для обеспечения питания магнетрона он способен вырабатывать напряжение, равное 4 кВ. Магнетрон, которым оснащена любая микроволновка, требует для своей работы высокого напряжения. В связи с этим подключенный к нему трансформатор отличается меньшим количеством витков на своей первичной обмотке и большим – на вторичной. На последней создается напряжение порядка 2 кВ, увеличивающееся затем в два раза за счет использования специального удвоителя. Проверять работоспособность такого устройства путем измерения напряжения, подключенного к его первичной обмотке, нет никакого смысла. Извлекаем трансформатор из микроволновой печи Извлекать из микроволновки трансформатор следует аккуратно. Не следует брать в руки молоток и другие тяжелые предметы. С микроволновки откручивается ее основа, убираются все крепления, и трансформатор аккуратно снимается с места его установки. В извлеченном из СВЧ-печи устройстве вам понадобятся, во-первых, его магнитопровод, во-вторых, первичная обмотка, которая по сравнению со вторичной выполнена из более толстого провода и имеет меньше витков. Вторичную обмотку из-за ее ненадобности вам придется демонтировать, для чего уже пригодятся молоток и зубило. Очень важно при этом не повредить и не помять первичную обмотку, поэтому действовать надо с максимальной аккуратностью. Если при демонтаже вторичной обмотки вы обнаружите в трансформаторе шунты, используемые для ограничения силы тока, их тоже надо удалить. Вторичную обмотку можно срезать стамеской Если магнитопровод трансформатора является не клееной, а сварной конструкцией, то удалять с него вторичную обмотку лучше при помощи стамески или обычной ножовки по металлу. Если же обмотка очень плотно набита в окно магнитопровода, то ее, разрезав провода, необходимо будет высверлить или выковырять. Делать это надо очень аккуратно, так как магнитопровод может разрушиться из-за таких манипуляций. После выполнения демонтажных работ следует намотать новую вторичную обмотку. Для этого вам будет необходим провод диаметром не меньше 1 см. Если такого провода у вас в запасе нет, его придется купить. При этом совсем не обязательно приобретать цельный многожильный провод такого сечения, можно использовать и пучок из нескольких отдельных проводников, которые в сумме обеспечат требуемый диаметр. После монтажа новой вторичной обмотки ваш модернизированный трансформатор будет способен вырабатывать ток, сила которого составляет до 1000 А. Старую обмотку можно спилить ножовкой по металлу Если вы хотите сделать аппарат для точечной сварки более мощным, то технических возможностей одного трансформатора вам может не хватить. Здесь необходимо использовать два таких устройства (соответственно, разобрав две микроволновки). Чтобы сделать вторичную обмотку, вам надо намотать на сердечник 2–3 витка, что обеспечит получение выходного напряжения порядка 2 В, а силы кратковременного сварочного тока – больше 800 А. Этого вполне достаточно для эффективной работы аппарата точечной сварки. Намотка такого количества витков может вызвать затруднения, если используемый провод имеет толстый слой изоляции. Решить эту проблему достаточно просто: необходимо снять с провода стандартную изоляцию и обмотать его изолентой, имеющей тканевую основу. Очень важно, чтобы провод, используемый для вторичной обмотки, имел минимально возможную длину, что позволит избежать необоснованного увеличения его сопротивления и, соответственно, уменьшения силы тока. Новая вторичная обмотка заняла свое место Если вам надо сваривать металлические листы толщиной до 5 мм, имейте в виду, что для этого потребуется аппарат для точечной сварки, обладающий большей мощностью. Чтобы сделать его своими руками, необходимо использовать соединенные в одну цепь два трансформатора. Соблюдать соответствующие правила при выполнении такого соединения надо обязательно. Если вы ошибетесь и неправильно подключите выводы первичных и вторичных обмоток двух трансформаторов, может возникнуть короткое замыкание. Правильность соединения обмоток, если на их одноименных выводах нет маркировки, проверяется при помощи вольтметра. После правильного соединения одноименных выводов двух трансформаторов требуется замерить значение силы тока, который они совместно формируют. Как правило, самодельные трансформаторы, предназначенные для аппаратов точечной сварки, эксплуатировать которые планируется в домашних мастерских, ограничивают по силе тока – не более 2000 А. Превышение этого значения спровоцирует перебои в работе электрической сети не только в вашем доме, но и у ваших ближайших соседей. А это, естественно, приведет к конфликтам. Значение силы тока, выдаваемого соединенными трансформаторами, а также наличие короткого замыкания в их цепи проверяют при помощи амперметра. Еще один пример сборки точечной сварки представлен на видео ниже: Каких результатов можно добиться, если в соответствии с правилами соединить два трансформатора, не отличающихся большой мощностью? Если взять два одинаковых устройства со следующими характеристиками: мощность – 0,5 кВт, входное напряжение – 220 В, выходное напряжение – 2 В, сила номинального тока – 250 А, – то, последовательно соединив их первичные и вторичные обмотки, на выходе вы получите удвоенную силу номинального тока, то есть 500 А. Практически так же увеличится и кратковременный сварочный ток, но при его формировании будут наблюдаться значительные потери, что обусловлено большим сопротивлением такой электрической цепи. Оба конца вторичной обмотки – провода Ø 1 см – соединяются с электродами аппарата для точечной сварки. Соединение 2-х трансформаторов по схеме №1 Если в вашем распоряжении имеются два мощных трансформатора, но и их выходного напряжения не хватает для самодельного аппарата, можно последовательно соединить их вторичные обмотки, которые должны иметь одинаковое количество витков. К такой мере прибегают, если просто домотать витки на вторичной обмотке невозможно из-за недостаточно большого размера окна на магнитопроводе. При таком соединении надо следить, чтобы направление витков на вторичных обмотках соединяемых устройств было согласовано, иначе может получиться противофаза, и выходное напряжение у такого объединенного устройства будет близко к нулю. Чтобы экспериментальным путем определить правильность соединения, желательно использовать тонкие провода. Соединяем два трансформатора по схеме №2 Если выводы обмоток соединяемых устройств не имеют маркировки, то необходимо определить среди них одноименные, чтобы их и соединить между собой. Решить такую задачу можно следующим способом: первичные и вторичные обмотки двух или более трансформаторов соединяют последовательно, на вход такого объединенного устройства подают напряжение, а к выходным выводам (выводы с последовательно соединенных вторичных обмоток) подключают вольтметр переменного напряжения. В зависимости от направления подключения вольтметр может вести себя по-разному: Если вольтметр выдает какое-либо напряжение, значит, в цепи соединения и первичных, и вторичных обмоток присутствуют разноименные выводы. При соединении обмоток таким неправильным способом в них протекают следующие процессы: напряжение, поступающее на вход первичных обмоток двух соединенных трансформаторов, уменьшается на каждой из них вполовину; увеличение напряжения происходит на вторичных обмотках, каждая из которых обладает одинаковым коэффициентом трансформации. Вольтметр на выходе зарегистрирует суммарное напряжение, значение которого равно удвоенной величине входного. Определяем выводы трансформаторов на данной схеме Если вольтметр показывает значение «0», то это означает, что напряжения, выходящие с каждой из последовательно соединенных вторичных обмоток, равны по значению, но имеют разные знаки, таким образом, они компенсируют друг друга. Иными словами, хотя бы одна из пар обмоток, объединенных в цепь, соединена одноименными выводами. В таком случае правильного соединения элементов цепи добиваются путем изменения порядка подключения первичных или вторичных обмоток, ориентируясь на показания вольтметра. Выбирая для аппарата точечной сварки, собранного своими руками из микроволновки, электроды, следует обращать внимание на то, чтобы их диаметр соответствовал диаметру провода, с которым они соединены. В качестве таких элементов можно использовать медные прутки, а для устройств небольшой мощности подойдут жала от профессиональных паяльников. В процессе эксплуатации электроды для точечной сварки активно изнашиваются. Чтобы корректировать их геометрические параметры, их необходимо постоянно подтачивать. Естественно, что со временем такие элементы потребуют замены на новые. Вариант изготовления электродов из толстой медной проволоки Провода, которыми электроды связаны с аппаратом для точечной сварки, должны иметь минимальную длину, иначе в них будет теряться значительная мощность устройства. Потери мощности станут серьезными и в том случае, если в электрической цепи «электрод – устройство для точечной сварки» имеется много соединений. Если вы хотите увеличить эффективность использования своего самодельного оборудования, то лучше на провода, которыми соединяются электроды, напаять медные наконечники. Используя такие наконечники, вы избежите возникающих из-за увеличенного сопротивления обжимных или любых других соединений потерь мощности в местах контакта. Провода, связывающие электроды с аппаратом для точечной сварки, имеют достаточно большой диаметр, поэтому облегчить их пайку помогут специальные наконечники, предварительно подвергнутые лужению. Поскольку электроды для такого устройства являются съемными, в местах их соединения с наконечниками пайку не выполняют. Конечно, в таких местах, постоянно подвергаемых окислению, также происходит потеря мощности, но очистить их значительно легче, чем обжатые наконечники. Как уже было указано выше, электрод для контактной сварки можно сделать из медного прутка или жала от профессионального паяльника, если мощность устройства невысока. Провод от аппарата присоединяется к электроду с помощью медного наконечника, который соединен с ним при помощи пайки. Установка нижнего электрода Наконечник совмещают с электродом при помощи болтового соединения, которое должно быть очень надежным, чтобы увеличение сопротивления в месте ненадежного контакта не приводило к потере мощности аппарата для точечной сварки. Чтобы выполнить такое соединение, в электроде и наконечнике делают отверстия одинакового диаметра. Болты и гайки, с помощью которых будут соединяться электроды и наконечники с проводами, лучше всего выбирать из меди или ее сплавов, отличающихся минимальным электрическим сопротивлением. Элементы таких соединений, значительно упрощающих обслуживание аппарата для контактной сварки, совсем несложно изготовить своими руками. Управление аппаратом точечной сварки (особенно сделанного из микроволновки своими руками) не отличается особенной сложностью. Для этого вполне достаточно двух элементов: рычага и выключателя. Сила сжатия между электродами, за которую отвечает рычаг, должна обеспечивать в точке выполнения сварки надежный контакт соединяемых деталей. Чтобы выполнить эти важные требования, рычажные механизмы таких аппаратов можно дополнить винтовыми элементами, которые обеспечивают еще более значительную силу сжатия. Естественно, такой элемент устройства для точечной сварки должен обладать очень высокой надежностью. Конструкция рычагов незамысловата. Удобства добавит простая резинка, установленная над верхним рычагом На серьезном производственном оборудовании, которое используется для соединения листов стали значительной толщины, устанавливают элементы сжатия, создающие давление от 50 до 1000 кг – в зависимости от необходимости. А на аппаратах точечной сварки, применяемых для нерегулярных и несложных работ в домашней мастерской, вполне достаточно того, чтобы такой механизм создавал давление до 30 кг. Для удобства и простоты работы на аппарате точечной сварки его прижимной рычаг делают более длинным, это также позволит увеличить силу сжатия до необходимого значения. Для самодельного домашнего устройства вполне достаточно рычага, длина которого будет составлять 60 см. При помощи такого рычага можно увеличить прилагаемое усилие в 10 раз. Соответственно, если вы будете давить на рычаг с усилием 3 кг, то электроды и соединяемые детали будут сжиматься силой 30 кг. Чтобы такой рычаг при надавливании не сдвигал с места сам аппарат, основание оборудования необходимо надежно зафиксировать на поверхности рабочего стола при помощи струбцины. Аппарат точечной сварки, сделанный своими руками, в работе Выключатель, отвечающий в устройстве за подачу тока к сварочным электродам, подключают к цепи первичной обмотки трансформатора, сила тока в которой значительно меньше, чем во вторичной. Если подключить выключатель ко вторичной обмотке, то он создаст дополнительное сопротивление, а его контакты под воздействием сильного тока намертво приварятся. Если в качестве прижимного механизма применяется рычаг, то выключатель лучше расположить прямо на нем, тогда вторая рука будет свободной (ее можно использовать для поддержки свариваемых деталей). Особенности работы на самодельном оборудовании для точечной сварки заключаются в том, что подавать ток на электроды следует только тогда, когда они находятся в сжатом состоянии. В противном случае вы столкнетесь с интенсивным искрением электродов и, как следствие, с их активным подгоранием. Получить первоначальный опыт по работе на таком устройстве можно при помощи обучающего видео. Электроды оборудования для точечной сварки активно нагреваются в процессе работы. Кроме того, интенсивному нагреву подвержены трансформатор и токопроводящие элементы такого устройства. Чтобы избежать слишком сильного нагрева, который может привести к выходу оборудования для точечной сварки из строя, следует предусмотреть простейшую систему охлаждения. Для этого часто используют обычный вентилятор. Можно также делать перерывы в работе, необходимые для охлаждения элементов аппарата. Время выдержки электродов под током в сжатом состоянии в процессе выполнения сварки можно контролировать визуально, ориентируясь на цвет точки в месте соединения, либо использовать для этого специальное реле. Оценка статьи: Поделиться с друзьями: met-all.org Не каждый человек знает, что на сегодняшний день существует большое количество разновидностей сварки с использованием различных энергоносителей. Домашние мастера в большинстве случаев используют метод точечной сварки. Качество скрепления элементов напрямую зависит от квалификации мастера, которая состоит из выдерживания нужной продолжительности импульса тока на основе зрительного контроля точки сварки. Рисунок 1. Схема точечной сварки. Подобный тип сварки может использоваться как в промышленности, так и в бытовых условиях. В первом случае сварка применяется для соединениях заготовок из стальных листов, металлов большой и маленькой толщины, профилей. В бытовых условиях сварка такого типа применяется в процессе ремонта техники, кухонной утвари и при кабельных работах. Процесс подобной сварки выполняется в несколько этапов. В необходимом положении надо разместить свариваемые заготовки, поместить между электродами и прижать друг к другу. Далее заготовки надо будет нагреть до пластичного состояния и подвергнуть деформации. В процессе использования автоматических приспособлений в условиях промышленности частота сварки может достигать 650 точек/мин. Чтобы произвести сварку у себя дома по всем правилам, нужно поддерживать на одинаковом уровне скорость передвижения электродов и обеспечить определенное значение давления, а также контакт свариваемых заготовок. Визуально схема точечной сварки изображена на рис. 1. Рисунок 2. Схема устройства для точечной сварки. Заготовки будут нагреваться благодаря прохождению тока сварки в качестве краткосрочного импульса длительностью 0,01-0,1 сек. Данный показатель будет зависеть от существующих условий сварочного процесса. Такие импульсы будут отвечать за размягчение заготовки в области действия электродов и образование единого жидкого ядра соединяемых элементов диаметром 4-10 мм. После того как импульс тока элемента прекратит действие, заготовки будут удерживаться определенный промежуток времени, чтобы ядро охладилось и кристаллизовалось. Как и любой метод соединения элементов, технология сварки точечным способом имеет свои плюсы и минусы. К преимуществам можно отнести значительную прочность получаемых швов и высокий уровень экономичности. В данном случае существует возможность автоматизировать процесс сварки, что является дополнительным преимуществом. Существенным недостатком является то, что в точечной сварке нет возможности обеспечить герметичность швов. Длительность нагрева может изменяться от 0,001 до 0,1 сек. Все будет зависеть от мощности устройства и условий сварочных работ. В процессе сварки стальных деталей, которые склонны к созданию трещинок, время нагрева лучше всего увеличить, чтобы была возможность приостановить дальнейшее остывание металла. Сварку деталей из нержавеющей стали надо выполнять с небольшой длительностью нагрева. Это нужно делать для того, чтобы предотвратить риск нагрева внешнего основания точек соединения до повышенных температур. В результате этого могут нарушиться антикоррозионные свойства внешней поверхности металла. Способы получения точечных сварных швов. Давление между электродами обеспечит надежное соединение свариваемых элементов. Значение давления будет зависеть от вида соединяемого металла и толщины соединяемых элементов. Уровень давления после нагрева играет важную роль, так как его величина отвечает за образование мелкозернистой структуры элемента в месте сварки. Прочность точек определяется исходя из прочности соединяемого металла. При помощи прижима элементов в процессе прохождения импульса сварки обеспечивается образование возле расплавленного ядра пояса уплотнения, который будет препятствовать выплеску размягченной заготовки из места сварки. Для улучшения кристаллизации расплавленной заготовки нужно разжать электроды с маленькой задержкой после того, как пройдет импульс. Электроды, которые используются во время того, как производится точечная сварка своими руками, должны обеспечить прочность в промежутке рабочей температуры, высокую электро- и теплопроводность, а также легкость обработки ручным способом. Таким требованиям соответствуют некоторые бронзы с содержанием кадмия или кобальта, медные сплавы с содержанием хрома и вольфрамовые сплавы. Медь значительно превосходит бронзу по тепло- и электропроводности, однако ее износостойкость в 5-7 раз хуже. Поэтому для производства электродов рекомендуется использовать сплав ЭВ, который являет собой медь, в составе которой присутствует приблизительно 0,8% хрома и 0,3% цинка. Чтобы уменьшить износ электродов, которые используются в процессе точечной сварки, нужно производить периодическое охлаждение водой. Качество швов будет зависеть от выбранного диаметра электродов. Диаметр точек должен в несколько раз превышать толщину соединяемого элемента наименьшей толщины. Схема устройства пистолета для точечной сварки. Чтобы производить сварку у себя дома, понадобится выполнить сборку специального устройства. Элементы, которые понадобятся: Основой работы такого приспособления является образование электрического импульса, который проваривает 2 заготовки из металла. В данном случае понадобится трансформатор маленьких размеров. К его нижней обмотке подсоединяется заготовка, а к вторичной — электрод. Не допускается подсоединять трансформатор напрямую к питанию, для этого следует использовать специальный мост для выпрямления с тиристором. Чтобы создать подходящий импульс, в устройство надо будет дополнительно смонтировать другой источник, который состоит из выпрямительного моста и трансформаторной конструкции. Электроток будет скапливаться в конденсаторе, который используется в качестве сборника и создателя импульса. Схема устройства для подобного типа сварки изображена на рис. 2. Для того чтобы запустить сварочную конструкцию, на рукоятке пистолета надо нажать кнопку «импульс», которая открывает цепь конденсатора-резистора. После этого произойдет разряжение данных элементов через электрод. Схема сварочного электрода. В данном случае тиристор будет использоваться в качестве катода, который замыкает выпрямительный мост первого трансформатора. Пока конструкция не разрядится, тиристор будет находиться в открытом положении. После этого нужно отпустить кнопку «импульс», чтобы конденсатор еще раз зарядился. Действия нужно повторять по одной и той же схеме. Проще всего изготавливать устройство переменного тока. Управлять процессом работы конструкции можно будет за счет изменения длительности импульса. В данном случае может использовать как выключатель, так и реле времени. Первичная обмотка трансформаторной конструкции должна содержать минимум 200 витков. Вторичная обмотка должна быть большой мощности. Трансформаторное приспособление может быть изготовлено из соответствующего элемента микроволновой печи. С помощью одного приспособления будет возможность соединять металлические листы толщиной до 1 мм. Если понадобится устройство большей мощности, следует установить несколько трансформаторов. Несколько элементов надо будет объединить в единый источник тока. Следует помнить, что конструкция высокой мощности может вызвать сильное падение напряжения в электросети. Нехватку мощности можно возместить путем увеличения времени сварки. В качестве электродов чаще всего используются медные стержни. Электрод нужно выбирать большой толщины. Диаметр данного элемента должен быть больше диаметра провода. Электроды нужно время от времени подтачивать, чтобы они не теряли форму. Чем меньше будет длина провода от трансформаторной конструкции к электроду, тем меньше мощности будет теряться на выходе. В качестве органов управления нужно использовать рычаг и выключатель. Выключатель устанавливается в цепь первичной обмотки. Точечная сварка является несложным процессом, однако важно иметь необходимое для работы устройство. moyasvarka.ru 21 сентября 2015 Просмотров: 7726 Точечная сварка своими руками может стать очень нужным аппаратом в домашней мастерской. Такое устройство позволяет соединять различные металлические элементы, ремонтировать разные конструкции в домашних условиях. А самое главное, собственноручное изготовление помогает избежать значительных затрат, связанных с приобретением готовых сварочных устройств. Схема самодельной точечной сварки. Точечная сварка своими руками — это достаточно сложная конструкция и для ее создания нужны определенные навыки в электрике и слесарном деле, но при всей сложности можно смело приступать к работе, вооружившись знанием принципов монтажа. Домашние умельцы придумали разные схемы и технологии изготовления, которые осуществлены и прошли проверку в реальных условиях. Положительные отзывы о работоспособности аппаратов свидетельствуют о возможности сборки достаточно надежных конструкций. Схема создания сварочного аппарата на основе старого трансформатора. Точечная сварка является разновидностью контактной сварки, т.е. представляет собой соединение металлов путем проникновения их расплавов друг в друга при точечном контакте под нагрузкой. Принцип осуществления такого процесса основан на том, что соединяемые заготовки плотно совмещаются и с двух сторон прижимаются электродами, на которые подается кратковременный сварочный ток. За счет собственного электрического сопротивления при прохождении тока большой силы происходит разогрев материалов до температуры их плавления, а расплавы двух заготовок взаимно перемешиваются под нагрузкой, что и обеспечивает прочное соединение. Для уменьшения зоны разогрева (снижения потребной мощности сварочного импульса) обеспечивается минимальная площадь контакта — применяются электроды точечного типа. Точечный сварочный аппарат включает в себя две главные части — источник сварочного импульса и контактный блок. Источник питания должен обеспечить подачу в автоматическом режиме импульса с силой тока порядка 150-250 А в течение 0,02-0,1 с при питании от обычной электросети напряжением 220 В. Желательным условием является возможность регулирования тока для сварки заготовок различной толщины и из разных металлов. К контактному блоку предъявляются следующие требования: подведение сварочного сигнала с помощью точечного электрода, прижатие свариваемых заготовок, удержание заготовок до полного отвердения расплава после снятия импульса. В основном, используются такие конструктивные решения: зажатие заготовок между двумя точечными электродами; один электрод плоский, а другой точечный; споттер — роль нижнего электрода исполняет сама заготовка. Для изготовления аппарата точечной сварки своими руками потребуется следующее оборудование и инструмент: Принцип работы точечной сварки. Самодельный аппарат точечной сварки, обычно, собирается на основе источника сварочного импульса, использующего принцип разряда конденсатора. Простая схема такого источника. Сварочный аппарат с таким питанием способен сваривать лист толщиной до 0,5 мм, может применяться для аккумуляторов с целью надежного соединения батарей типа Li-Ion. Необходимая сила тока в виде кратковременного импульса создается на выходе вторичной обмотки трансформатора Тр3, при этом нужный сигнал обеспечивается разрядом конденсаторов С8-С9 на первичную обмотку. Тиристоры Т1 и Т2 обеспечивают управление конденсаторного разряда. Накопление заряда на обкладках конденсаторов осуществляется при включенной вспомогательной цепи трансформатора Ток. Для выпрямления электрического сигнала применены диоды D6-D7. Схема изготовления точечной сварки. Принцип разряда конденсаторов осуществляется следующим образом. В период отключенной главной цепи происходит зарядка конденсаторов С8-С9 через обмотку Ток. При включении главной цепи (пуск сварочного аппарата) конденсаторы разряжаются на обмотку Тр3, при этом параметры разряда регулируются тиристорами Т1-Т2, а продолжительность сигнала обеспечивается системой Ru1-Ru2, R34 и С10. Цикл полностью повторяется при отключении аппарата. Рекомендуемые характеристики деталей приведены, а параметры трансформатора Ток следующие: тип 220/220 В, для обеих обмоток применяется провод ПЭВ-2 диаметром 0,5 мм, число витков — 90. Для сварки заготовок толщиной до 3-4 мм следует увеличить мощность разряда. Приведена схема более мощного источника тока, который по принципу действия не отличается от предыдущего случая. Продолжительность импульса регулируется реле времени, а в цепь первичной обмотки выходного трансформатора включается бесконтактный пускатель МТТ4К, в связи с повышением мощности. Выходной трансформатор является основополагающей частью всей конструкции аппарата для сварки, обеспечивающий необходимую силу тока, подаваемую на электрод. Его желательно сделать собственноручно следующим образом. Сердечник подойдет от обыкновенного вышедшего из строя трансформатора — важно, чтобы он обладал стальной пластинчатой конструкцией и имел общее поперечное сечение одного элемента около 65 см². На первую стойку наматывается первичная обмотка из провода марки ПЭВ или ПЭТВ диаметром 2,9 мм с числом витков — 20. Под обмотку и сверху нее накладывается трансформаторная (кабельная) бумага. Концы обмотки закрепляются на контактной колодке, размещаемой на верхней части сердечника. На вторую стойку сердечника наматывается выходная (вторичная) обмотка в виде двух витков плоской шины. Такую шину можно собрать из 15-17 медных плоских проводов общим сечением 200 мм² и обматывается для изоляции фторлоновой пленкой или тканевой изоляционной лентой. Рекомендуется сверху и снизу обмотки проложить трансформаторную бумагу, а концы обмотки вывести на контактную колодку. Если соблюдены все перечисленные условия, то должен получиться выходной трансформатор со следующими параметрами: мощность 3000 В А; первичное напряжение — 220В, вторичное напряжение — 15В, ток — до 220 А. Для домашнего устройства точечной сварки, в т.ч. споттера, чаще всего используется конструкция блока для контакта пистолетной формы. Собирается пистолет для электрода в такой последовательности. Подбирается две пластины из гетинакса или текстолита толщиной 8-12 мм, из которых выпиливаются фигуры в виде пистолета длиной 23-25 см. Форма произвольная с учетом удобства эксплуатации. Целесообразно обеспечить такую геометрию: ширина ствола — 42-45 мм, ширина ручки 50-55 мм, длина ручки — 100-110 мм. http: В передней части половинок (стволе) делаются симметричные продольные полукруглые проточки радиусом 5-7 мм для установки электрода. Длина проточенного канала составляет 55-60 мм. На расстоянии 30-35 мм от крайнего среза ствола на продольной проточке вытачивается прямоугольный паз для установки гайки, в которую, затем, будет вкручиваться электрод. В курковом участке делается выборка и просверливается отверстие для монтажа и крепления пускового кнопочного выключателя. Для совмещения двух половин пистолета просверливаются отверстия для винтов: в ручке — 4 штуки, в стволе и задней части — по 2 штуки. Чтобы обеспечить подвод кабеля, делаются проточки в ручке и между курком и электродным каналом. Электрод выполняется из медного прутка диаметром 8-10 мм, а на его хвостовом торце нарезается резьба, соответствующая крепежной гайке. Передний торец стержня затачивается в виде конуса порядка 15-20 мм, причем вершина конуса закругляется. Общая длина электрода выбирается порядка 50-60 мм. Собирается сварочный пистолет в следующем порядке. На хвостовую часть электрода накручивается гайка, а к его торцу припаивается подводящий провод, который соединен с пусковой кнопкой. В курковую часть укладывается кнопочный выключатель с выводом кнопки в отверстие. Кнопка соединяется с электродом, и подключается подводящий провод. Вся схема укладывается в соответствующие проточки и пазы; половинки пистолета совмещаются и закручиваются. Автор:
Иван Иванов Поделись статьей: Оцените статью: Похожие статьи masterinstrumenta.ru О процедуре сварки слышали даже дети. Однако не все знают, что существует много разновидностей сварочных процессов с применением различных энергоносителей, без которых невозможно обойтись. Существует один вид сварки, используемый чаще всего домашними мастерами – точечная сварка. Качество сварочного соединения будет зависеть от приобретенного опыта, который в основном состоит в выдерживании необходимой длительности токового импульса на основе визуального наблюдения за сварной точкой. Содержание: Точечную сварку используют в промышленности и домашних условиях. В промышленности точечная сварка применяется при сваривании листовых заготовок из стали разных марок, цветных сплавов и металлов различных толщин, профильных заготовок (швеллеров, двутавров, уголков) и пересекающихся стержней. В быту самодельная точечная сварка незаменима при ремонте бытовой техники, разнообразных работах с кабелем, алюминием или починкой кухонной утвари. Процесс точечной сварки состоит из нескольких этапов. В нужном положении совмещаются соединяемые детали, помещаются между электродами и прижимаются между собой. После этого детали нагревают до состояния пластичности и подвергают пластическому деформированию. При применении автоматического оборудования в промышленных условиях частота сварки нередко достигает 600 точек в минуту. Для качественной точечной сварки в домашних условиях рекомендуется поддерживать на неизменном уровне скорость перемещения электродов и обеспечивать определенную величину давления и контакт соединяемых деталей. Детали нагреваются благодаря прохождению сварочного тока в качестве кратковременного импульса, что отличается длительностью около - 0,01- 0,1 секунд, зависимо от условий сварки. Подобные импульсы отвечают за расплавление металла в области действия электродов и формирование общего жидкого ядра деталей, диаметр которого составляет 4 - 12 миллиметров. После того, как импульс тока детали прекратит действие, детали будут удерживаться в течение некоторого времени, чтобы расплавленное ядро смогло остыть и кристаллизоваться. Как и любые технологические процессы, технология точечной сварки характеризуется достоинствами и недостатками. К её преимуществам относят механическую прочность точечных швов и высокую экономичность, а также возможность автоматизации сварочной работы. Значительным недостатком служит невозможность обеспечения герметичности сварочного шва. Продолжительность нагрева изменяется от тысячных долей до нескольких десятков секунд и зависит от мощности аппарата и условий сварки. При сварке изделий из сталей, которые склонны к закалке и образованию трещин, к примеру, углеродистой стали, рекомендуется увеличить время нагрева, чтобы замедлить последующее охлаждение металла. Сварку изделий из нержавеющих аустенитных сталей рекомендуется выполнять наоборот, с небольшой продолжительностью нагрева. Это принято делать для предотвращения риска нагрева наружной поверхности точек соединения до определенных температур структурных превращений, что влечет за собой нарушение антикоррозионных свойств наружного слоя металла. Определенное давление между электродами обеспечивает надежный контакт деталей в местах соединения. Значение давления зависит от разновидности свариваемого металла и толщины деталей, что соединяются. Уровень давления после нагрева имеет большое значение, потому что его величина отвечает за обеспечение мелкозернистой структуры металла в месте сварки, а прочность точек соединения становится идентичной прочности базового металла. С помощью прижима деталей во время прохождения сварочного импульса можно обеспечить формирование около расплавленного ядра уплотняющего пояска, который препятствует выплеску расплавленного материала из области сварки. Чтобы улучшить кристаллизацию расплавленного металла, рекомендуется разжимать электроды с небольшой задержкой после того, как прошел сварочный импульс. Электроды, которые применяются для точечной сварки своими руками, должны гарантировать прочность в интервале рабочей температуры, высокую тепло- и электрическую проводность, а также легкость процесса механической обработки. Соответствуют подобным требованиям специальные бронзы с включением кадмия или кобальта, холоднокатаная электролитическая медь, сплавы меди с содержанием хрома и сплавы на вольфрамовой основе. Медь по значениям электрической и теплопроводности существенно превосходит бронзу и её сплавы, но по показателю износостойкости хуже в 5 — 7 раз. Поэтому для изготовления электродов самым лучшим сплавом выступает сплав вида ЭВ, который из себя представляет практически чистую медь, в составе которой присутствует около 0,7% хрома и близко 0,4% цинка. Для уменьшения износа электродов, которые применяются при точечной сварке, рекомендуется практиковать их интенсивное охлаждение водой. Качество ручной точечной сварки зависит от выбора диаметра электродов. Диаметр точек соединения должен в 2-3 раза превышать толщину наиболее тонкого элемента соединения. Для точечной сварки в домашних условиях необходимо изготовить специальный аппарат. Самодельные сварочники обладают самой разной конфигурацией — от небольших переносных моделей до достаточно габаритных аппаратов точечной сварки. В домашних условиях обычно принято использовать настольные версии, применяемые для сварки цветных и черных металлов. Основная масса схем сборки аппарата – небольшие схемы точечной сварки, которые содержат минимальное количество нужных деталей. Правда, изготовленные таким способом аппараты не отличаются высокой мощностью, но два листа железа, толщина которых 0,2 миллиметра, или металлических провода, они смогут сварить. Перед изготовлением аппарата для точечной сварки необходимо вспомнить закон Ленца-Джоуля: когда электрический ток проходит по проводнику, количество тепла, что выделяется в проводнике, является прямо пропорциональным сопротивлению проводника, квадрату тока и времени, на протяжении которого ток протекал по проводнику. Это значит, что если ток составлял 1000 Ампер, на плохо выполненном соединении и тонких проводах будет теряться больше энергии приблизительно в 10000 раз, чем при электрическом токе 10 Ампер. Поэтому качеством электрической цепи пренебрегать нельзя. Основой всей работы подобного аппарата является создание электрического импульса, проваривающего 2 части металлической детали. Для этого вам понадобится небольшой трансформатор, подсоедините к его нижней обмотке свариваемую деталь, а к вторичной - электрод. Нельзя соединять трансформатор с питанием напрямую, для этого применяется специальный выпрямительный мост с тиристором. Для создания необходимого импульса в аппарат нужно дополнительно установить ещё один источник, состоящий из еще одного выпрямительного моста и трансформатора. Электрический ток будет собираться в конденсаторе, который и служит сборником и создателем импульса. Чтобы сработал самодельный аппарат точечной сварки, нажмите на рукоятке пистолета кнопку «импульса», которая отвечает за открытие цепи конденсатора-резистора, что спровоцирует их разряжение через электрод. Посмотрите видео о точечной сварке, чтобы понять, как это делается правильно. Тиристор в этой цепи будет выступать в качестве катода, замыкающего выпрямительный мост трансформатора №1. Пока конденсатор не разрядится полностью, тиристор находится в открытом состоянии. После этого отпустите кнопку «импульс» отпустить, и конденсатор зарядится заново. И все будет повторяться по этой же схеме. Если нужен более мощный аппарат точечной сварки, то вы сможете его изготовить своими руками с помощью все тех же деталей и узлов: тиристора полупроводникового, трансформатора сварочного и реле времени. Правда, понадобится для этого более мощный трансформатор. А определенные узлы должны иметь совершенно другие технические характеристики. Самым простым в изготовлении является сварочный аппарат переменного тока с нерегулируемым показателем силы тока. Управление рабочим процессом осуществляется с помощью изменения длительности электрического импульса - с применением реле времени или с помощью выключателя вручную. Основной составляющей частью любого оборудования для точечной сварки является силовой трансформатор, который обладает большим коэффициентом трансформации, помогающим обеспечить большой сварочный ток. Лучше всего для этого воспользоваться прибором серийного производства, к примеру, ОСМ — 1. Оставьте первичную обмотку трансформатора без изменения, помните, что она должна содержать не менее 200 витков. Замените вторичную обмотку на более мощную, рекомендуется использовать провод ПВ З — 50 или ПЭВ 2/1,9. Также подобный трансформатор вы сможете сделать из трансформатора от микроволновой печки. Такие трансформаторы характеризуются большой мощностью и доступностью. К тому же цена точечной сварки получится низкой. Одного трансформатора от микроволновки хватит для самодельного аппарата точеной сварки, что будет сваривать исключительно стальные листы, толщина которых составляет 1 миллиметр. Если вам нужен более мощный аппарат, то вы можете использовать два трансформатора или больше. Если имеется два одинаковых трансформатора, можете их объединить в один источник тока для работы с толстыми металлами. Подобным образом можно соединять и больше, чем два трансформатора, если это позволяет сеть. Но помните, что слишком мощный трансформатор вызывает значительное падение напряжения в сети, приводит к миганию лампочек, срабатыванию предохранителей и жалобам соседей. Поэтому мощность самодельного аппарата для точечной сварки обычно ограничивается значениями, обеспечивающими силу сварочного тока в пределах 1000-2000 Ампер. Нехватку силы тока можно компенсировать с помощью увеличения времени сварочного цикла. В качестве электродов принято использовать стержни из меди. Чем толще вы возьмете электрод, тем лучше. Хорошо, если диаметр электрода будет не меньше диаметра провода. Для самодельных не слишком мощных аппаратов подходят жала от паяльников большой мощности. Периодически рекомендуется подтачивать электроды, потому что они теряют свою форму. Электроды со временем полностью стачиваются и требуют замены. Длина провода, который идет от трансформатора к электроду, должна быть минимальной. Помните, что должно быть минимальное количество соединений, потому что на каждом соединении осуществляется потеря мощности. На оба конца кабеля желательно надеть медные наконечники для соединения с электродами и установки точечной сварки. Наконечники спаяйте с проводом, его жилы тоже спаяйте. Дело в том, что в месте контактов со временем, а может и при первом запуске, совершается окисление меди, которое приводит к росту сопротивления и большим потерям мощности, из-за чего ваш аппарат точечной сварки может и вовсе перестать сваривать. Из-за большого диаметра наконечника для провода и самого провода их непросто спаять, однако эту задачу можно облегчить с помощью покупки луженных наконечников для пайки. Неспаянные соединения наконечников и электродов тоже создают сопротивление и окисляются, но так как нужны съемные электроды, то при замене каждый раз отпаивать старые наконечники и припаивать новые неудобно. Сделайте нижний электрод неподвижным и изолируйте его от крепежных болтов и щечек шайбами и клейкой лентой. Чтобы закрепить электроды в держателях, можно использовать два болта или латунные шайбы. Держатели с электродами разведите пружиной в исходное положение. Самодельный сварочный аппарат для точечной сварки в сеть подключается при помощи автоматического выключателя, который рассчитан на ток не меньше 20 Ампер. Единственные органы управления – выключатель и рычаг. Между электродами силы сжатия должно быть достаточно для обеспечения контакта деталей между электродами. Помните, что чем толще листы, которые вы свариваете, тем сила сжатия должна быть больше. Слишком большое усилие прижима у самодельных приборов можно создать зажимом - рычажным и рычажно-винтовым. Возможны и прочие методы, которые требуют разного оборудования. Выключатель необходимо устанавливать в цепь первичной обмотки, так как в цепи вторичной обмотки присутствует большой ток, а выключатель дополнительно создает сопротивление. Выключатель в ситуации рычажного прижимного механизма необходимо монтировать на рычаге, чтобы можно было давить на рычаг одной рукой и включать ток. А второй рукой будете придерживать свариваемые детали. Выключать и включать сварочный ток нужно исключительно при сжатых электродах, иначе возникнет интенсивное искрение, которое приводит к подгоранию электродов. Рекомендуется использовать процедуру принудительного охлаждения аппарата при помощи вентилятора. При отсутствии вентилятора необходимо постоянно осуществлять контроль температуры трансформатора, электродов, токопроводов и делать перерывы для предотвращения их перегрева. Таким образом, сегодня покупка сварочного аппарата - небольшая проблема. В любом специализированном магазине вы сможете отыскать аппарат точечной сварки различной мощности от разных производителей. Однако не все аппараты отвечают требованиям, которые предъявляемым домашними мастерами. А чтобы собрать самостоятельно такой аппарат, достаточно всего лишь поинтересоваться, как сделать точечную сварку, приготовить схему аппарата, узлы и детали для сборки, а также паяльник. strport.ruКак производится точечная сварка своими руками: схема. Схемы точечная сварка
Простой аппарат для точечной сварки
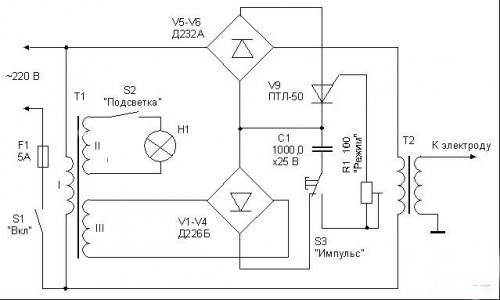
В радиолюбительской практике не часто применяется контактная сварка, но все же бывает. И когда такой случай настает, но нет ни желания, ни времени мастерить хороший и большой аппарат для точечной сварки. Да если и делать его, то потом он будет валяться без дела, так как следующее применение его может и не наступить.Например, вам нужно соединить в цепь несколько аккумуляторных батарей. Соединяются они тонкой металлической лентой, без пайки припоем, так как аккумуляторы вообще не рекомендуют паять. Для таких целей я покажу вам как собрать простой аппарат для точечной контактной свари своими руками минут за 30.Схема аппарата для контактной точечной сварки
Работа устройства очень проста. При нажатии на кнопку, которая установлена на сварочной вилке, происходит зарядка конденсаторов до 30 В. После этого на сварочной вилке появляется потенциал, так как конденсаторы подключены параллельно вилке. Для того чтобы сварить металлы соединяем их и прижимаем вилкой. При замыкании контактов происходит короткое замыкание, в результате чего проскакивают искры и металлы свариваются между собой.Сборка аппарата для сварки
Припаиваем конденсаторы между собой.Делаем сварочную вилку. Для этого берем два отрезка толстой медной проволоки. И припаиваем к проводам, изолируем места пайки изолентой.Корпусом вилки будет служить алюминиевая трубка с пластиковой заглушкой, через которую будут торчать сварочные вывода. Чтобы вывода не проваливались, сажаем их на клей.Также сажаем на клей заглушку.Припаиваем провода к кнопке и прикладываем кнопку к вилке. Все обматываем изолентой.То есть к сварочной вилке идут четыре провода: два для сварочных электродов и два для кнопки.Собираем устройство, припаиваем вилку и кнопку.Включаем, нажимаем кнопку зарядки. Происходит зарядка конденсаторов.Измеряем напряжение на конденсаторах. Оно примерно равно 30 В, что вполне приемлемо.Пробуем сваривать металлы. В принципе терпимо, учитывая то что я взял не совсем новые конденсаторы. Лента держится довольно неплохо.Но если вам нужно помощнее, то тогда можно доработать схему так.Первое, что бросается в глаза, так это большее число конденсаторов, что существенно повышает мощность всего аппарата.Далее, вместо кнопки – резистор сопротивлением 10-100 Ом. Я решил, что хватит с кнопкой баловаться – все заряжается само через 1-2 секунды. Плюс ко всему кнопка не залипает. Ведь ток мгновенного заряда также порядочный.И третье это дроссель в цепи вилки, состоящий из 30-100 витков толстой проволоки на ферритовом сердечнике. Благодаря этому дросселю будет увеличено мгновенное время сварки, что повысит её качество, и будет продлена жизнь конденсаторов.Конденсаторы, эксплуатирующийся в таком аппарате контактной сварки обречены на ранний выход из строя, так как такие перегрузки им не желательны. Но их с лихвой хватит на несколько сотен сварочных соединений.Сморите видео сборки и испытаний
Точечная сварка принцип работы, схема аппарата, конденсаторная, устройство

Определение
Как она работает

Применение контактно точечной сварки
Преимущества и недостатки метода
Схема и устройство


Своими руками
Аппарат точечной сварки своими руками

Оглавление:
Сварочный аппарат для точечной сварки: принцип работы и основы изготовления

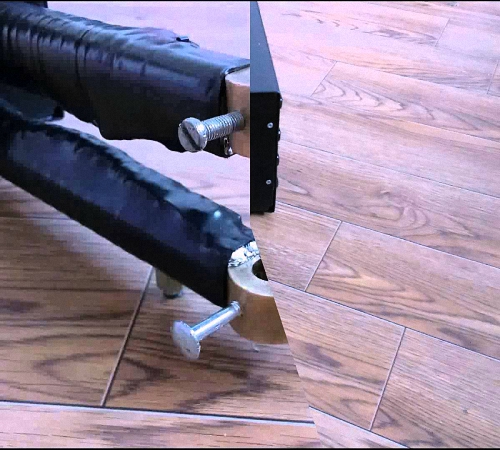
Схема аппарата точечной сварки для металлических деталей


Устройство аппарата точечной сварки и его конструкция


Как сделать аппарат точечной сварки из микроволновой печи
Точечная сварка своими руками из микроволновки – схема, видео, фото


Вынимаем трансформатор из микроволновой печи



Тонкости модернизации трансформатора от СВЧ-печи

Рекомендации при соединении двух трансформаторов


Как определить одноименные выводы трансформаторов

Электроды для самодельной точечной сварки

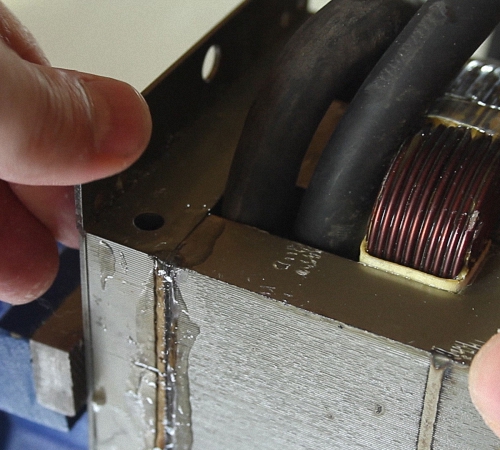
Устанавливаем электроды на сварочный аппарат

Органы управления самодельной точечной сваркой


 Загрузка...
Загрузка... Схема точечной сварки: технология сборки устройства

Технология точечной сварки

Режимы точечного метода сварки

Существующие требования к электродам
Устройство для точечной сварки

Схема сборки устройства для сварки

Конструкция электродов и элементов управления
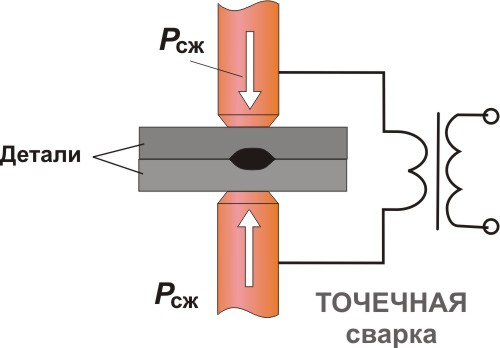
Точечная сварка своими руками: схема, принцип работы (видео)

Основная сущность процесса

Конструирование аппарата
Необходимый инструмент

Изготовление источника питания

Намотка силового трансформатора
Сборка блока контактов
 Загрузка...
Загрузка... Точечная сварка своими руками | Строительный портал

Процедура точечной сварки
Режимы точечной сварки

Требования к электродам

Самодельный сварочный аппарат

Схемы сборки аппарата
Основной агрегат

Конструкция электродов

Органы управления

интернет-магазин светодиодного освещения
Пн - Вс с 10:30 до 20:00
Санкт-Петербург, просп. Энгельса, 138, корп. 1, тк ''Стройдвор''





Поделиться с друзьями: