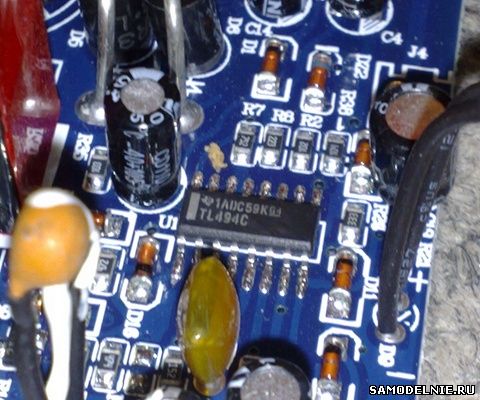
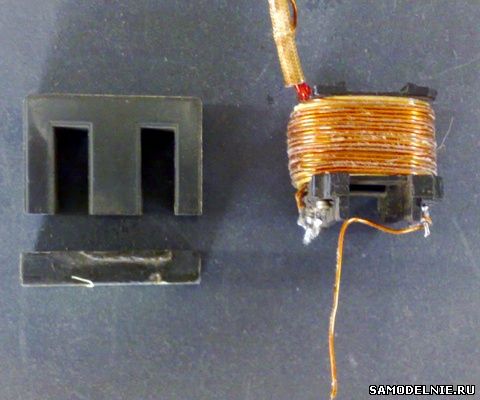
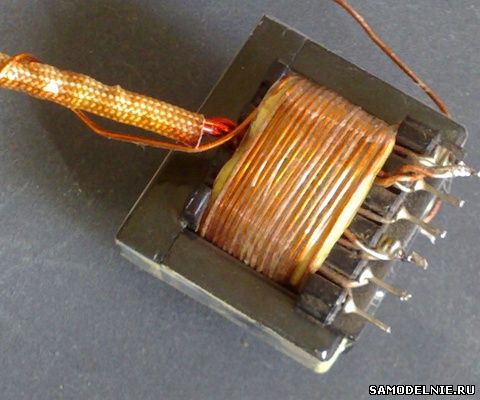
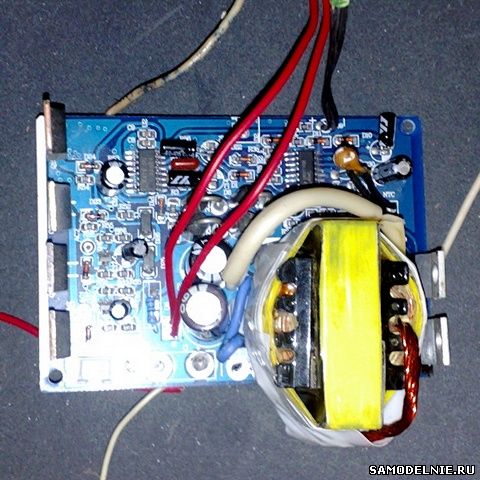
Инверторная сварка широко распространена благодаря тому, что аппарат имеет небольшой вес и габариты. Работа инверторного механизма основана на использовании силовых переключателей и полевых транзисторов. Столь полезный аппарат продается в специализированных магазинах. Но деньги можно и не тратить, а взять схему инверторного сварочного аппарата и изготовить его самостоятельно. Здесь как раз и поговорим о том, как сделать сварку своими руками в домашних условиях и что понадобится для этого. Сведения пригодятся и в случае с покупным устройством, ведь благодаря информации, которую дает статья, для ремонта его не понадобится приглашать специалиста. Сварочный инверторный аппарат — это блок питания, который применяется сейчас в компьютерах. Электрическая энергия преобразовывается в инверторе следующим образом: Данная схема сварочного инвертора позволяет снизить его массу и уменьшить габариты. Известно, что старые сварочные аппараты работают по принципу снижения величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. Благодаря большой силе тока есть возможность сваривать металлы дуговым способом. Для увеличения силы тока и снижения напряжения на вторичной обмотке уменьшают число витков и при этом увеличивают сечение проводника. В итоге сварочный аппарат трансформаторного типа весит немало и имеет значительные размеры. Для решения данной проблемы предложили схему сварочного инвертора. Принцип основывается на повышении частоты тока до 60 или всех 80 кГц. За счет этого снижается вес и уменьшаются габариты устройства. Для реализации задуманного потребовалось увеличение частоты в тысячи раз, что стало возможным благодаря полевым транзисторам. Между собой транзисторы обеспечивают сообщение с частотой примерно 60−80 кГц. На схему их питания идет постоянный ток, что обеспечивается выпрямителем, в качестве которого используют диодный мост. Выравнивание значения напряжения обеспечивается конденсаторами. Переменный ток передается на понижающий трансформатор после прохождения через транзисторы. В качестве трансформатора при этом используется катушка, уменьшенная в сотни раз. Катушка используется, потому что частота тока, подающегося на трансформатор, уже увеличена в тысячу раз полевыми транзисторами. В итоге получаются аналогичные данные, как при работе трансформаторной сварки, но с большой разницей в габаритах и массе. Для самостоятельной сборки инверторной сварки требуется знать, что схема рассчитана первым делом на потребляющее напряжение в 220 В и тока 32 А. После преобразования энергии ток на выходе увеличится почти в восемь раз и будет достигать 250 А. Такого значения достаточно для создания прочного шва электродом на расстоянии до сантиметра. Для изготовления инверторного блока питания потребуются: Также для сборки трансформатора нужны такие элементы: Плата, где расположен блок питания, от силовой части монтируется отдельно. Разделителем между блоком питания и силовой частью выступает металлический лист, который электрически подсоединен к корпусу агрегата. Управление затворками осуществляется с помощью проводников, которые припаиваются поблизости транзисторов. Проводники между собой соединяются парно, а размер их сечения особой роли не играет. Однако важно, чтобы длина проводников не превышала 15 см. Если навыков работы с электроникой нет, лучше обратиться к мастеру. В противном случае разобраться в схеме сварочного аппарата будет трудно. Выполняется следующее: Сборка блока питания. В качестве основы трансформатора рекомендуется брать феррит 7×7 или 8×8. Устройство первичной обмотки осуществляется намоткой проволоки по ширине сердечника. Это улучшает работу устройства при перепадах напряжения. Используются медные провода (проволока) ПЭВ-2, а при отсутствии шины провода соединяют в пучок. Первичная обмотка изолируется стеклотканью. После слоя стеклоткани сверху наматываются витки экранирующих проводов. Корпус. Этим важным элементом может служить старый системный блок компьютера, в котором есть достаточно необходимых отверстий для вентиляции. Использоваться может старая 10-литровая канистра, в которой можно проделать отверстия и разместить кулеры. Для повышения прочности конструкции из корпуса размещают металлические уголки, закрепляющиеся болтовыми соединениями. Силовая часть. Роль силового блока играет понижающий трансформатор. Его сердечники могут быть двух видов: Ш 20×208 2000 нм. Между обоими элементами должен быть зазор, что обеспечивается с помощью газетной бумаги. При устройстве вторичной обмотки витки наматываются в несколько слоев. На вторичную обмотку укладывается три слоя проводов, и между ними помещается прокладка из фторопласта. Между обмотками располагают усиленный слой изоляции, позволяющий избежать пробоя напряжения на вторичную обмотку. Конденсатор должен быть напряжением не менее 1000 В. Для обеспечения циркуляции воздуха между обмотками оставляется воздушный зазор. На ферритовом сердечнике собирают трансформатор тока, включающийся в цепь к плюсовой линии. Сердечник обматывается термобумагой, в качестве которой лучше использовать кассовую ленту. Выпрямительные диоды крепят к алюминиевой пластине радиатора. Выходы диодов соединяют неизолированными проводами, сечение которых равно 4 мм. Инверторный блок. Основным предназначением инверторной системы является преобразование постоянного тока в переменный с большой частотой. Для ее увеличения используются полевые транзисторы, работающие на закрытие и открытие с высокой частотой. Использовать рекомендуется не один мощный транзистор, а реализовать схему на основании двух менее мощных. Нужно это для стабилизации частоты тока. В схеме должны присутствовать конденсаторы, соединяющиеся последовательно. Система охлаждения. На стенке корпуса устанавливаются вентиляторы охлаждения, для чего могут быть использованы компьютерные кулеры. Они необходимы для охлаждения рабочих элементов. Чем больше их используется, тем лучше. Обязательно устанавливается два вентилятора для обдувки вторичного трансформатора. Один кулер обдувает радиатор, благодаря чему предотвращается перегрев рабочих элементов — выпрямительных диодов. Стоит воспользоваться вспомогательным элементом — термодатчиком, который рекомендуется устанавливать на нагревающемся элементе. Датчик срабатывает при достижении критической температуры нагрева какого-либо элемента. После его срабатывания питание устройства отключается. В процессе работы инверторная сварка быстро нагревается, поэтому обязательно должно быть два мощных кулера. Эти кулеры или вентиляторы помещаются на корпус устройства, чтобы работали на вытяжку воздуха. Свежий воздух поступает в систему через отверстия в корпусе. В системном блоке данные отверстия уже имеются, а при использовании любого другого материала не забудьте об обеспечении притока свежего воздуха. Пайка платы. Ключевой фактор, ведь схема основана на плате. Транзисторы и диоды на ней важно смонтировать встречно друг к другу. Монтируется плата между радиаторами охлаждения, при помощи чего и соединяется цепь электроприборов. Рассчитывается питающая цепь на 300 В напряжения. Дополнительное расположение конденсаторов 0,15 мкФ позволяет сбрасывать избыток мощности обратно в цепь. На выходе трансформатора помещаются конденсаторы и снабберы, при помощи которых гасится перенапряжение на выходе вторичной обмотки. Настройка, отладка работы. После сборки инверторной сварки требуется еще ряд процедур, в частности, настройка функционирования. Для этого к ШИМ (широтно-импульсному модулятору) надо подключить 15 В напряжения и запитать кулер. Дополнительно в цепь включают реле через резистор R11. Реле в цепь включается во избежание скачков напряжения в сети 220 В. Важно проконтролировать включение реле, а затем подать питание на ШИМ. В итоге должна получиться картина, когда прямоугольные участки на диаграмме ШИМ должны исчезнуть. О правильности соединения можно судить, если при настройке реле выдает 150 мА. Если сигнал слабый, значит, платы соединены неправильно. Возможно, пробита одна из обмоток. Для устранения помех укорачиваются все питающие электропроводы. После сборочных и отладочных работ проверяется работоспособность сварочного аппарата. Для этого устройство надо запитать от электросети 220 В, далее задать высокие показатели силы тока и сверить показатели по осциллографу. В нижней петле напряжение должно быть в пределах 500 В и не более 550 В. Если все правильно и электроника подобрана строго, показатель напряжения не превысит величины 350 В. Потом сварка проверяется в действии. С этой целью используются необходимые электроды, и шов раскраивается до полного выгорания электрода. Затем важно проконтролировать температуру трансформатора. Если он попросту закипает, значит, в схеме есть недочеты и работу лучше не продолжать. После раскраивания двух-трех швов радиаторы нагреются до большой температуры, и важно дать им остыть. Для этого хватит двух-трехминутной паузы, в итоге температура выровняется до оптимальной. После включения самодельного аппарата в цепь контроллер автоматически задает определенную силу тока. Если напряжение провода меньше 100 В, значит, устройство неисправно. Придется аппарат разобрать и повторно проверить правильность сборки. При помощи такого вида сварочных аппаратов осуществляется спайка и черных, и цветных металлов. Для сборки сварочного аппарата потребуется владение основами электротехники и, конечно, свободное время для его изготовления. Инверторная сварка незаменима в гараже. Если не обзавелись еще этим инструментом, сделайте его самостоятельно и пользуйтесь в свое удовольствие! tokar.guru Автомобильные преобразователи напряжения широко применяются в нашей повседневной жизни. Развитие импульсных технологий позволила резким образом снизить габаритные размеры, вес и стоимость таких инверторов, поэтому сейчас они доступны почти всем. За киловатт мощности придется заплатить порядка 40$, но на самом деле... Практика переделки китайских инверторов помогло понять каким должен быть хороший инвертор и изучить все нюансы схематики. Почти все инверторы 12-220 Вольт выполнены по одинаковой схеме, имеют множество защит и в практике работают довольно стабильно. Во всех инверторах мы можем увидеть традиционные схемы с применением задающего двухтактного генератора и силовых ключей. Но если использовать импульсную схему инверторов, то частота на выходе устройство будет значительным образом отклонятся от сетевой, именно поэтому высокое напряжение уже после трансформатора выпрямляется и подается на высоковольтные силовые ключи, которые открываются с частотой 50 Гц - этот процесс обеспечивается отдельным генератором (часто используют микросхему TL494 и ее аналоги). Недавно была сделана попытка умощнения промышленного инвертора и на практике удалось поднять мощность от 300 до 800 ватт. Силовые транзисторы в первичной цепи стоят IRF3205 - одна пара, которые вполне способны обеспечить выходную мощность в пределах 300 ватт. Были добавлены еще две пары силовых ключей, но этого для умощнения недостаточно. Габаритные размеры сердечника трансформатора не позволяют снять большую выходную мощность, поэтому пришлось заменить и трансформатор. Мотать новый трансформатор не нужно - подойдет буквально любой трансформатор от компового блока питания. Трансформатор в компьютерном блоке питания предназначен для понижения сетевого напряжения, в нашем случае мы им будем повышать входной номинал до 250 Вольт. Для этого нужно домотать сетевую обмотку. Новая обмотка состоит из 16 витков и намотана проводом 0,8 мм, поске намотки эту обмотку подключаем последовательно с промышленной обмоткой. Затем тестируем схему. Отвод от середины "косу" трансформатора подключаем к плюсу питания 12 Вольт. Для начала вторичную обмотку не нужно подключать на соответствующие выводы на плате инвертора. После запуска проверяем тепловыделение на ключах, если они холодные, то скорее всего схема работает нормально. Дяльше ко вторичной обмотке подключаем лампу накаливания 220 Вольт 40-100 ватт и снова запускаем схему. Лампа должна гореть ПОЛНЫМ НАКАЛОМ. Если все хорошо, то подключаем вторичную обмотку к плате. Схема имеет защиту от перегрева, повышения входного напряжения, защиту от КЗ на выходе, перегруза и переплюсовки входного напряжения, должен заметить, что все защиты лично проверял - работает. Выходные ключи использованы на 10 Ампер, в ходе работы с большими нагрузками будут перегреваться, поэтому помимо теплоотвода возможно будет нужда активного охлаждения. samodelnie.ru Сварочные аппараты давно перестали быть экзотикой и принадлежностью профессиональных мастерских. Еще 15-20 лет назад, наличие в соседском гараже сварочного трансформатора на колесах, высотой в половину человеческого роста, вызывало неприкрытую зависть коллег по кооперативу, а для владельца гарантировало регулярные шабашки. Сегодня в свободной продаже предлагается большой выбор компактных, безопасных в работе, и что главное – экономичных аппаратов. Трансформаторы имеют доступную цену. Но для работы требуется навык, который приобретается при продолжительной (а лучше постоянной) эксплуатации. В домашних условиях это недостижимо. Еще один недостаток трансформаторного аппарата – высокая энергоемкость. В квартире его использование ограничено вводными техническими условиями энергоснабжающей компании. Поэтому сварщики любители чаще всего покупают маленькие сварочные инверторы. Что сочетает в себе этот тип сварочного аппарата? Советы бывалого сварщика, или как выбрать сварочный инвертор для дома. Смотрите в этом видео В отличие от сварочного трансформатора, работа сварочного инвертора построена на преобразовании питающего тока в рабочий (сварочный) с использованием высокочастотного трансформатора (инвертора). Наиболее важный признак сварочного инвертора – падающая вольтамперная характеристика. Благодаря этому дуга остается стабильной с момента розжига и на протяжении всего процесса сварки. Аппарат выполнен в едином корпусе. Схема состоит из отдельных модулей, которые могут располагаться на общей монтажной плате, или разнесены по разным частям корпуса. Взаимное расположение блоков строго регламентировано. При конструировании учитывается длина соединительных проводников, собственная индуктивность металлических частей, экранирующие свойства корпусов деталей. Часто пассивные свойства элементов используются как рабочие характеристики: например, соединительный провод между блоками может быть уложен витками, выполняя задачу фильтрации высокочастотного сигнала. Отдельного упоминания заслуживают аппараты два в одном. Мощный инвертор (с током нагрузки более 150 А) может использоваться в качестве блока питания для полуавтомата. Такой агрегат имеет механизм подачи сварочной проволоки, и оснащается газовым клапаном. На передней панели присутствует разъем массы, клемма для держака электрода, и разъем для подключения пистолета (так называемой горелки) полуавтомата. Стоимость таких сварочников достаточно высока. Поэтому мы не будем подробно рассматривать их устройство. Советы мастера по выбору инвертора начинающему пользователю — видео Перечислять их достаточно просто, он один — MMA. Сварка электрической дугой с применением покрытого электрода. Такой же режим используется в трансформаторных сварочниках. Однако инверторы могут использоваться для сварки в инертном газе (не путать с полуавтоматом). Это режим TIG. Как и при покупке автомобиля, вы можете выбрать (и соответственно оплатить) дополнительные опции. Некоторые из них обязательно входят в «базовое оснащение», особенно касающиеся безопасности. Некоторые повышают комфорт. Многие покупатели выбирают опции, расширяющие функционал. Выбор сварочного инвертора фактически сводится к добавлению (или исключению) опций. Вы понимаете, какая функция вам действительно необходима, и за что вы готовы платить. Сварочный инвертор немецкого или польского производства – это лишь вопросы качества и гарантии. Главное, на что надо обратить внимание – это функционал. Особенности инверторного блока питания позволяют ему работать при пониженном напряжении питания. Многие обращали внимание на входное напряжение домашних бытовых приборов – от 110В до 240В. Если оборудование оснащено импульсным блоком питания – есть большой запас по входному напряжению. Сварочные инверторы как раз построены на импульсном преобразовании. Обращайте внимание на паспортное значение напряжения питания. Выходной ток определяет возможность сварки электродами разного диаметра. Покупать по принципу «чем больше, тем лучше» — не целесообразно. Если вы не будете варить газопровод «Северный поток», достаточно максимальной величины 150А-190А. Тогда и на входе будет нагрузка не более 15А. Это позволит работать в квартирах с лимитом до 3,5кВт. При выборе инвертора для дома, немаловажный параметр. Длина штатных кабелей. Если вам не придется использовать удлинитель – это повысит безопасность работ. Длинные силовые кабели позволяют спрятать блок под навес, при работе в плохих погодных условиях. На эти параметры стоит обращать внимание, если покупаете сварочный инвертор китайского производства. Ради экономии, производители из Поднебесной могут «ошибочно» отрезать провода короче, чем указано в паспорте изделия. В последнее время пользуются спросом отечественные сварочные инверторы. По качеству – вопросов не возникает. За счет использования собственной элементной базы, стоимость может быть очень привлекательной. При этом, инверторы из Поднебесной, изготовленные на «фирменных» предприятиях, не уступают в качестве российским и европейским, имея более низкую цену. Ну а для любителей «крутых» брендов предлагаются агрегаты из стран, называющих себя развитыми. Итог:Выбор настолько велик, что потребитель имеет возможность капризно перебрать десяток моделей, пока не найдет идеальный компромисс. Чтобы не попасться на уловки продавца – воспользуйтесь нашим материалом. В заключении анализ и сравнение таких сварочных инверторов как Blue Weld, Ресанта, Elitech, Fubag, EWM. И совет по выбору маленьких сварочных инверторов obinstrumente.ru
Апрель 30, 2017
Традиционные сварочные агрегаты, в конструкцию которых обязательно включены довольно громоздкие трансформаторы, сегодня энергично вытесняют инверторы для сварки. Чтобы понять работу сварочного инвертора, работающего от напряжения 140 вольт, нужно разобраться из каких элементов он состоит, по какой схеме он работает, его функциональные особенности, выявить плюсы и минусы инструмента. Инвертор — современный инструмент, предназначенный для сварочных работ. Приборы данного типа интенсивно вытесняют из автомобильных мастерских, гаражей сварочные приборы, оснащенные трансформаторами, генераторы, выпрямители. Принцип действия такого аппарата аналогично любому другому сварочному оборудованию основывается на выработке максимальной силы тока, необходимого для возбуждения дуги, дальнейшей ее стабильной работы. Как правило, дуга формируется между электродом и свариваемыми металлическими заготовками. В результате этого процесса металл расплавляется и заполняет пустоты между соединяемыми деталями, формируется очень прочный сварной шов, ничем не отличающийся от монолитных изделий. В традиционных сварочных агрегатах мощный ток вырабатывал стандартный трансформатор, в инверторном оборудовании сила тока увеличивается по иной технологии. Преобразование тока в инверторных сварочниках в отличие трансформаторных происходит в несколько стадий с помощью трансформатора небольшой мощности, размеры которого практически не превышают пачку сигарет, и электронной схемы. Для инверторного оборудования дополнительно предусмотрена система управления, благодаря которой с инструментом намного проще работать, а сварочный шов получается достаточно высокого качества. Преобразование сетевого напряжения происходит следующим образом: Применение высокочастотного преобразователя предоставило возможность использовать мини-трансформаторы. Благодаря этому инверторы значительно компактнее и имеют малый вес. К примеру, для того, чтоб инвертор выдавал сварочный ток 160А, будет достаточно трансформатора весом 250 гр. Для сравнения: для традиционной сварки, чтобы получить аналогичный сварочный ток, понадобится трансформатор весом 18 кг.
Электроника в процессе эксплуатации инверторных аппаратов имеет большое значение. Она необходима для обратной связи с электродугой. Это дает возможность четко поддерживать ее параметры на необходимом уровне. Микропроцессоры мгновенно предупреждают самые незначительные отклонения. В результате стабильность работы дуги гарантирована!
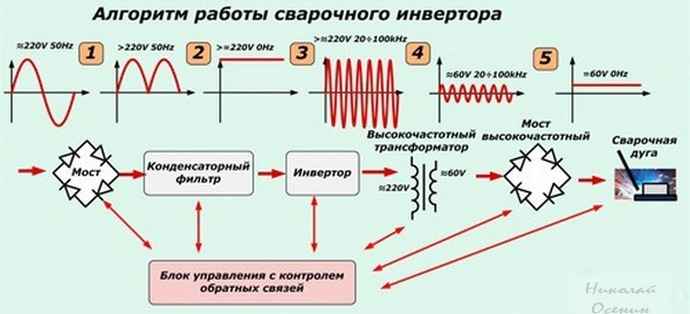
Преобразование в инверторе электроэнергии осуществляется следующим образом: Изобретение современного инверторного оборудования предоставило возможность существенно снизить массу, размеры сварки. В аппаратах данного типа намного эффективнее производится регулировка сварочного тока. Габариты оборудования зависят от частоты тока. Чем она выше, тем размеры инвертора меньше. Главная задача любого инверторного агрегата – повышение частоты сетевого электротока. Возможно это из-за применения транзисторов, переключающихся при частоте 60-80 Гц. Но, как правило, на транзисторы подается лишь постоянный ток, а в стандартной электросети переменный с частотой 50 Гц. Для того чтоб сделать переменный ток постоянным, инверторы оснащены специальными выпрямителями, сделанными на основании диодного моста.
В сварочниках данного типа после транзисторного блока, формирующего переменный ток повышенной частоты, размещается трансформатор, уменьшающий напряжение, повышающий силу тока. Для регулирования высокочастотного тока, напряжения используются компактные мини трансформаторы, не уступающие по мощности своим громоздким аналогам.
Несмотря на эти незначительные недостатки, при правильной эксплуатации, соблюдении правил безопасности инструмент характеризуется довольно продолжительным сроком службы. electrod.biz В настоящее время инверторная сварка нашла широкое применение в самых разных областях. Эти аппараты считаются очень надежными и долговечными. Однако несмотря на все положительные качества, они иногда выходят из строя. В таких случаях при отсутствии специализированных мастерских, особую актуальность приобретает вопрос, как выполнить ремонт сварочного инвертора своими руками. Проведение подобного ремонта не является неразрешимой проблемой. Вполне достаточно основных знаний электротехники, конструктивных особенностей аппарата, а также основные методы и последовательность проведения ремонтных работ в соответствии с выявленными неисправностями. Традиционный инверторный аппарат по своей сути является источником постоянного тока, обеспечивающим зажигание и поддержку электрической дуги в процессе сварки металлических деталей и конструкций. Основным принципом работы устройства служит высокочастотная трансформация тока, обладающего значительной силой. За счет этого размеры трансформатора существенно уменьшаются, а выходной ток становится более стабильным и хорошо поддается регулировке. Получение тока с нужными параметрами происходит в несколько этапов: Для выпрямления тока используются диодные мосты с необходимой мощностью. Частота изменяется под действием транзисторов повышенной мощности. Получение необходимой силы тока на выходе обеспечивается с помощью трансформатора высокой частоты. В состав стандартного инвертора входят несколько блоков. Среди них следует отметить блок питания, предназначенный для стабилизации входных сигналов. Схема данного элемента состоит из многообмоточного дросселя, управляемого с помощью транзисторов, а также конденсатора, в котором накапливается энергия. В дроссельной системе управления используются диоды. Блок питания как правило отделяется от других элементов и блоков специальной металлической перегородкой. Основной деталью сварочного инвертора считается силовой блок. С его непосредственным участием происходит весь цикл преобразования, начиная от первичного тока, выходящего из блока питания, и заканчивая сварочным током на выходе. В состав силового блока входят платы первичного выпрямителя, инверторного преобразователя, трансформатора высокой частоты и вторичного выпрямителя. Первичный выпрямитель изготовлен в виде диодного моста, на который происходит подача электротока, не превышающего 40 ампер. Чаще всего подается от 25 до 32 А. Значение напряжения составляет 200-250 вольт, а частота – 50 Гц. Конструкция инверторного преобразователя выполнена в виде мощного силового транзистора, рассчитанного на ток в 32 А, напряжение – до 400 В и мощность – не ниже 8 кВт. Выход сигнала из преобразователя имеет частоту от 50 до 55 кГц, максимально – 100 кГц. Основой трансформатора высокой частоты служат обмотки из тонкой медной ленты, позволяющие увеличивать силу тока до 200-250 ампер. При этом напряжение во вторичной обмотке не превышает 40 вольт. В схему вторичного выпрямителя входят мощные диоды, рассчитанные на рабочий ток не ниже 250 ампер, с рабочим напряжением не более 100 вольт. Вся конструкция инвертора в обязательном порядке охлаждается радиаторами и вентиляторами. Выходной сигнал стабилизируется с помощью дросселя, установленного на выходной плате. Системы управления и защиты играют важную роль в обеспечении надежной и устойчивой работы сварочного инвертора. Основой блока управления служит задающий генератор с использованием специальной микросхемы или широкоимпульсный модулятор. Плата управления дополняется резонансным дросселем и резонансными конденсаторами в количестве от 6 до 10 единиц. Трансформатор обеспечивает каскадную систему управления. Защитная схема чаще всего собирается на плате силового блока, обеспечивая защиту соответствующих частей и элементов. Защита от перегрузок осуществляется с помощью специальной платы, основой которой является микросхема 561ЛА7. Выпрямители и преобразователь защищаются путем использования снабберов, включающих в себя резисторы и конденсаторы К78-2. Для тепловой защиты элементов, установленных в силовом блоке, применяются термовыключатели. Многие поломки и неисправности сварочных инверторов возникают в результате нарушений правил эксплуатации. Нередко внутрь устройства попадает влага, вызывая короткие замыкания. К негативным последствиям может привести пыль, концентрирующаяся внутри аппарата. Инверторы очень часто выходят из строя при попытках выполнения работ, на которые они не рассчитаны. Это происходит из-за существенных перегрузок. Поломки нередко случаются в результате сильного падения сетевого напряжения, особенно при работе в загородных домах и в сельской местности. Критичным становится снижение напряжения до 190 вольт и более. Поломка инвертора может быть вызвана некачественным креплением в контактных колодках входного или выходного кабеля. Ослабленные контакты в местах соединений приводят к появлению в этих местах зоны перегрева. В некоторых случаях наблюдается искрение. Довольно частой причиной становится использование некачественных деталей при ремонте аппаратов и замене схем. Кроме того, в электрических схемах возникают повреждения, вызванные перегревом силовых элементов из-за недостаточного охлаждения. Существуют определенные виды неисправностей, характерные именно для сварочных инверторов. Среди них в первую очередь нужно отметить следующие: Прежде чем выполнять ремонт сварочного инвертора, необходимо произвести внешний осмотр устройства. Визуально определяются механические повреждения корпуса, а также черные пятна и прожоги, указывающие на возможные короткие замыкания. Кроме того, проверяется качество крепления кабелей во входных и выходных контактных колодках. В любом случае все имеющиеся зажимы подтягиваются с помощью отвертки или ключей. Работоспособность предохранителей проверяется тестером, неисправные элементы подлежат замене. Если первичные действия не позволили устранить неисправность, то следующим этапом будет снятие крышки корпуса устройства. При снятой крышке выполняется осмотр внутреннего содержимого, чтобы выявить возможные обрывы электрических цепей и действия коротких замыканий. Далее, необходимо измерить значения входного тока и напряжения, а затем выполнить такие же замеры на выходе. Для проведения измерений применяется тестер или мультиметр. В случае отсутствия видимых неисправностей, целостность цепи проверяется путем поблочного контроля всех систем и частей аппарата. В начале проверяется блок питания, а после него все остальные блоки. Силовой блок играет важную роль в обеспечении общей работоспособности сварочного инвертора. Поэтому его проверка осуществляется в первую очередь, сразу же после блока питания. Одновременно рекомендуется проверять и блок управления. Как правило неисправность силового транзистора сопровождается ярко выраженными следами повреждений в виде следов прогара, деформации корпуса и других признаков. Если визуальный осмотр не дал положительных результатов, рекомендуется проверить транзистор с помощью мультиметра. В случае неисправности транзистора, он должен быть заменен. При установке нового транзистора на плату используется специальная термопаста марки КПТ-8. Другой причиной неисправности может стать драйвер, вышедший из строя. Данная микросхема является транзистором управления и проверяется омметром. При обнаружении неисправных деталей их нужно аккуратно отпаять от платы и заменить новыми. Проверка диодных мостов также должна быть проведена, несмотря на более высокую надежность этих элементов по сравнению с транзисторами. Для того чтобы точно установить неисправность, диодный мост полностью снимается с платы и проверяется в том состоянии, когда все диоды соединяются друг с другом. Если значение сопротивления близко к нулевому, необходимо определять уже конкретный неисправный диод. При замене диода следует помнить, что в инверторах как правило применяются быстродействующие элементы. Поэтому устанавливать нужно только аналогичные марки с такой же мощностью. Крепление радиатора охлаждения и соединение его с диодом должно выполняться при помощи теплопроводной пасты КПТ-8. В процессе ремонта блока управления проверяются параметры деталей, выдающих сложные виды сигналов. Этот фактор может вызвать проблемы с диагностикой в случае использования осциллографа. Поэтому такие ремонтные работы рекомендуется проводить с привлечением специалистов. В случае неисправности термовыключателя, в силовом блоке не отключается аппаратура в случае перегрева. В первую очередь проверяется надежность его крепления к тому участку, где осуществляется контроль температуры. Если термовыключатель определяется как нерабочий, его нужно заменить. Для того чтобы выполнить ремонт сварочного инвертора своими руками потребуется: паяльник, мощностью 40-100 Вт, отвертка, плоскогубцы, кусачки, ключи и нож. Проведение измерений осуществляется с помощью амперметра, омметра и вольтметра, частотомера и осциллографа. Замеры, требующие высокой точности, выполняются штангенциркулем и микрометром. electric-220.ru Размещено 26 декабря 2016в рубрике Сварка металлов | Прокомментировать В предыдущей статье мы познакомились со сварочными аппаратами. Теперь мы знаем, что если опыта недостаточно, а что-то сварить необходимо, лучше остановить свой выбор на сварочном аппарате инверторного типа. Вот о том, как выбрать сварочный инвертор мы и поговорим в этой статье. Инверторная сварка — это разновидность сварочных работ, которые выполняются с использованием специального аппарата — сварочный инвертор. Как и любое другое изделие, сварочный инвертор выпускается в различных модификациях, при чем каждая модель имеет свои конструктивные особенности. Если смотреть в основной конструктив аппарата, то большинство из них имеют следующие основные узлы: Сварочный инвертор работает на принципе преобразования переменного тока с постоянной частотой 50 Гц в переменный ток низкой частоты или более высокой в некоторых моделях инверторных аппаратов. При изменении частоты одновременно происходит снижение напряжения и увеличение силы тока. Эти преобразования происходят следующим образом: переменный ток поступает на выпрямитель, где он изменяется сначала в постоянный ток, а затем опять в переменный ток, но с более высокой частотой. Этот высокочастотный ток подаётся на трансформатор сварочного аппарата, приобретая там свойства постоянного тока, который подаётся на сварочный электрод. Благодаря постоянному току сварочная дуга становится стабильной и её можно применять для сварки различных поверхностей. Для того чтобы произошло соединение металлов необходимо использовать специальные электроды. В настоящее время существует огромное количество модификаций инверторов, с помощью которых можно проводить соединение мелких и крупных деталей из различных материалов. Однако в большинстве случаев, когда говорят про инверторный сварочный аппарат, это значит, что имеют в виду один из трёх основных его разновидностей: Основной характеристикой сварочных инверторов является сила тока, чем она выше, тем производительней будет аппарата. От этой величины, в основном зависит и стоимость сварочного аппарата. Специалисты рекомендуют подбирать сварочный ивертор индивидуально: тот инвертор, который подошёл вашему соседу, может быть совершенно не востребован и не удобен для вас. Прежде всего, необходимо обращать внимание на следующие характеристики: Иногда покупатели задаются вопросом, например, как выбрать сварочный инвертор для гаража или дачи. Такой аппарат должен отвечать следующим требованиям: Последнее требование должно относиться ко всем элементам сварочного аппарата. Часто бывает, что транзисторы приспособлены для работы при минусовых температурах, а контроллеры отказываются нормально функционировать. Эти параметры должны быть отражены в паспорте сварочного аппарата, который необходимо тщательно изучить перед покупкой. Покупать сварочный инвертор с запасом по мощности не стоит. Стоимость аппарата напрямую зависит от этого показателя, поэтому переплачивать за возможности, которые вы не будете использовать нецелесообразно. В следующей статье я расскажу как варить металл инвертором. www.ocenin.ru Сварка инверторная — новое слово в электросварке. Сегодня такой вид сваривания набирает популярность. Разработчики готовы предложить широкий выбор инверторов современного поколения. Благодаря меньшему весу и объему инверторные аппараты серьезно потеснили классические трансформаторы и позволили во много раз повысить производительность работы. Схема устройства сварочного инвертора. В былые времена сварочные работы были сопряжены с определенного рода неудобствами, заключающимися главным образом в весе сварочного оборудования. Классические сварочные трансформаторы представляют собой тяжеловесные, объемные сооружения. Из-за этих характеристик их неудобно перемещать, что уменьшает мобильность рабочего. Кроме того, работа с таким трансформатором связана с серьезными энергетическими затратами. И, конечно же, работа с таким аппаратом требует высокой квалификации сварщика. Сравнение некоторых сварочных инверторов. В классических трансформаторах преобразование тока, необходимого для сварки, достигается за счет электромагнитной индукции. Индукционных катушек в трансформаторном сварочном аппарате две: на одну из них, первичную, подается сетевое напряжение, на другую, вторичную, в этот момент наводится напряжение необходимой величины. Трансформатор снижает напряжение, тем самым получая ток необходимой для сварки силы, а затем ток выпрямляется. Регулировать силу тока необходимо ступенчато, путем подключения дополнительных витков. В инверторном же сварочном аппарате несколько иная схема: переменный ток выпрямляется еще до трансформатора, преобразуется при помощи инвертора и транзисторов в ток с частотой от 20 до 50 кГц. После этого высокочастотное напряжение снижается до 70-90 В, что и повышает силу тока до необходимых для сварки 100-200 А. Причем, в отличие от обычного сварочного аппарата, в инверторном регулировка силы тока происходит плавно (а не ступенчато). Такая схема предрасполагает к следующим изменениям: Вернуться к оглавлению Как и любая техника, сварочные инверторы имеют ряд достоинств и недостатков. К достоинствам можно отнести: Характеристики сварочных инверторов. Основные функции подразделяются на: Принцип работы инвертора с переменным и постоянным током. Функция hotstart (или «горячий старт») — это облегчение розжига дуги. Инвертор автоматически кратковременно повышает силу сварочного тока, облегчая тем самым начало сварочного процесса. Функция arcforce (или «форсирование дуги») — это увеличение силы сварочного тока и предотвращение залипания. Инвертор увеличивает сварочный ток на короткий промежуток времени, что понижает вероятность залипания электрода. Данная функция инвертора также позволяет регулировать дугу — делать ее более жесткой или мягкой в зависимости от предполагаемых результатов сварки. Функция anti-sticking (или «антизалипание») при возникшем залипании снижает и отключает ток и исключает перегрев электрода. При прекращении залипания данная функция позволяет механизму самостоятельно вернуться в рабочий режим. Указанные функции присутствуют в каждом инверторном аппарате в большей или меньшей степени, однако в более дорогих моделях каждую из функций можно самостоятельно регулировать. Благодаря наличию этих функций при сварке инвертором человеку не нужно отвлекаться ни на что и можно сосредоточиться только на качестве выполнения своей работы. Инверторные аппараты потребляют значительно меньшее количество энергии. Обычному трансформатору требуется в среднем от 10 до 12 кВт, тогда как инверторный сможет обойтись всего 6-7 кВт. До 90% потребляемой инвертором электроэнергии расходуется на дуге. Вернуться к оглавлению К недостаткам можно отнести следующее: Способы подключения сварочного инвертора. Обычно для проведения электродуговой сварки необходимо обладать определенного уровня навыками, знаниями и опытом. Появление инверторных сварочных аппаратов позволило значительно упростить процесс сварки. С какими же стандартными проблемами сталкивались сварщики при работе с классическим трансформаторным аппаратом? Схема дросселя сварочного инвертора. Во-первых, это розжиг дуги. В трансформаторных аппаратах выходное значение напряжения зависит от входного. При недостаточном напряжении электрод начинает залипать из-за невозможности розжига. А при добавлении силы тока есть опасность пережечь металл. Инверторная сварка отличается созданием устойчивой электрической дуги, что предотвращает залипание электрода. Во-вторых, при работе со старыми сварочными аппаратами велика вероятность ухудшения качества сварочного шва. Трансформаторный аппарат недостаточно ровно держит силу тока на необходимой величине, так как она напрямую зависит от входящего напряжения. У инвертора сварочный ток держится на неизменной величине. В-третьих, длину дуги удерживать и контролировать очень сложно. При сварочных работах трансформатором повышенный контроль за дугой предполагает наличие определенных навыков: нужно держать электрод под углом и перемещать его по стыку соединяемых деталей не только параллельно шву, но и перпендикулярно. Большинство электродов трансформатора предусмотрено для работы короткой дугой. Инвертор же, благодаря постоянному поддержанию силы тока, позволяет не столь внимательно следить за длиной дуги, и качество сварочного шва при пользовании инвертором с длиной ее не связано. Как видно, инверторы способны существенно облегчить сварочный процесс как на производстве, так и на бытовом уровне, поэтому инверторная сварка сейчас очень популярна. Вернуться к оглавлению Схема работы сварочного инвертора. Как же правильно выбрать инверторный сварочный аппарат? Будете вы покупать бытовой или профессиональный инвертор, зависит от его целевого использования. Для мелкого домашнего ремонта вполне подойдет бытовой инвертор. Он рассчитан на полчаса работы, после чего ему необходим будет небольшой перерыв. Вследствие этого бытовые инверторы дешевле профессиональных, которые, в свою очередь, рассчитаны на восьмичасовой рабочий день. Есть также и промышленные инверторы, которые могут работать в несколько смен с кратковременным перерывом. Что касается силы тока, для бытового использования вполне подойдет инвертор с максимальным значением 160 А. Однако если предполагается, что напряжение сети менее 210 В, то лучше будет приобрести инвертор на 200 А. Стоит отметить, что не нужно гнаться за дешевизной. Зачастую дешевые инверторы не соответствуют указанным характеристикам. Также есть недостатки в так называемых одноплатных инверторах, в которых все силовые элементы и элементы питания и управления соединены в одной плате. Если случится поломка одного из элементов, потребуется замена всей платы, что по стоимости равно покупке нового инвертора. Данный вид сварки значительно превосходит трансформаторную по многим показателям. При всех своих недостатках этот вид сварки доступен любому, кому необходимо выполнить сварочные работы, экономя тем самым и время, и деньги, и нисколько не ухудшая качество выполняемых работ. expertsvarki.ruВыбор сварочного инвертора – непростая задача, но разрешимая. Как увеличить мощность инвертора сварочного
Описание схемы сварочного инвертора для самостоятельного изготовления аппарата
Особенности работы инвертора
Сборка инвертора
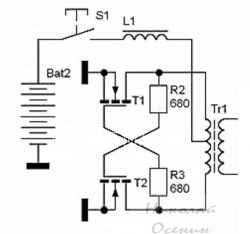
Схема инверторной сварки
Поэтапное описание сборки
Проверка работоспособности
Как пользоваться аппаратом
ПОВЫШЕНИЕ МОЩНОСТИ ИНВЕРТОРА


ВИДЕО РАБОТЫ УСИЛЕННОГО ИНВЕРТОРА 12-220
ПРОСТОЙ СЕТЕВОЙ БЛОК ПИТАНИЯ  Простой сетевой блок питания можно построить своими руками, при этом не имея большое количество радиоэлементов. Ниже будет рассмотрена конструкция простого импульсного блока питания, построенного на отечественных компонентах, хотя все исходные компоненты можно и заменить на импортные.
Простой сетевой блок питания можно построить своими руками, при этом не имея большое количество радиоэлементов. Ниже будет рассмотрена конструкция простого импульсного блока питания, построенного на отечественных компонентах, хотя все исходные компоненты можно и заменить на импортные. Выбор сварочного инвертора желательно делать после прочтения литературы
 При всем богатстве предложений – необходимо найти баланс между стоимостью прибора и его функциональностью. Например, полуавтоматы с высочайшим качеством шва, и простотой обслуживания – имеют высокую стоимость. К тому же, для нормальной работы требуется баллон с газом и дорогая сварочная проволока.
При всем богатстве предложений – необходимо найти баланс между стоимостью прибора и его функциональностью. Например, полуавтоматы с высочайшим качеством шва, и простотой обслуживания – имеют высокую стоимость. К тому же, для нормальной работы требуется баллон с газом и дорогая сварочная проволока.В материале речь пойдет именно о непрофессиональном применении сварочных аппаратов

Принцип работы сварочного инвертора
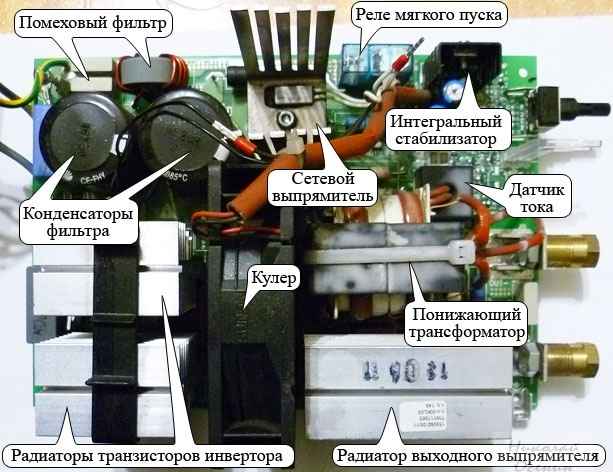
Устройство сварочного инвертора
 Обязательно наличие проточной вентиляции. Силовые модули – транзисторные ключи платы управления и силовые выпрямители, работающие фактически в условиях короткого замыкания, требуют активного охлаждения. Эти радиодетали обязательно располагаются на радиаторах.
Обязательно наличие проточной вентиляции. Силовые модули – транзисторные ключи платы управления и силовые выпрямители, работающие фактически в условиях короткого замыкания, требуют активного охлаждения. Эти радиодетали обязательно располагаются на радиаторах. По желанию оператора, можно переключиться на требуемый режим, и возможности аппарата расширяются.
По желанию оператора, можно переключиться на требуемый режим, и возможности аппарата расширяются.Режимы работы сварочного инвертора
 Такой аппарат оснащается т.н. горелкой для подачи газа в зону расплава. Режим применяется для сварки нержавейки и цветных металлов.
Такой аппарат оснащается т.н. горелкой для подачи газа в зону расплава. Режим применяется для сварки нержавейки и цветных металлов. Существуют режимы сварки постоянным и переменным током. Это не принципиальный параметр, но он позволяет расширить возможности и разнообразить применение электродов.
Существуют режимы сварки постоянным и переменным током. Это не принципиальный параметр, но он позволяет расширить возможности и разнообразить применение электродов.Функциональные возможности, влияющие на выбор сварочного аппарата

Эксплуатационные параметры – тоже немаловажный признак.
Инвертор, какого производителя выбрать для дома?
 Желательно проверить в описании, где находятся производственные мощности. Иначе может оказаться, что в России зарегистрирован лишь головной офис, а производственные мощности находятся в том же Китае.
Желательно проверить в описании, где находятся производственные мощности. Иначе может оказаться, что в России зарегистрирован лишь головной офис, а производственные мощности находятся в том же Китае.Как работает инверторный сварочный аппарат — принцип действия
Что такое сварочный инвертор и как он работает?

Общий принцип работы инверторных устройств
Как работает сварочный инвертор?

Преимущества
Недостатки
Итог
Ремонт сварочного инвертора своими руками
Содержание: Принцип работы сварочного инвертора
Конструкция сварочного инвертора
Управление и защита
Почему инверторы выходят из строя
Основные неисправности сварочных инверторов
Порядок действий при проведении ремонтных работ
Как отремонтировать силовой блок инвертора
Инструменты для ремонта инвертора
Ремонт сварочных инверторов своими руками
Сварочный инвертор : Построй свой дом

Что такое сварочный инвертор
Как работает сварочный инвертор
Виды сварочных инверторов
Однотактный сварочный инвертор с импульсным преобразователем
 Это наиболее простые и компактные инверторы, которые имеют существенный недостаток – транзисторы, при переключении которых происходит разрыв цепи, в результате чего снижается КПД оборудования. Этот тип инвертора отлично подходит для нечастого использования в быту, когда необходимо произвести сварку небольших деталей. Мощность однотактных инверторов обычно не превышает 4 кВт.
Это наиболее простые и компактные инверторы, которые имеют существенный недостаток – транзисторы, при переключении которых происходит разрыв цепи, в результате чего снижается КПД оборудования. Этот тип инвертора отлично подходит для нечастого использования в быту, когда необходимо произвести сварку небольших деталей. Мощность однотактных инверторов обычно не превышает 4 кВт.Двухтактный или мостовой сварочный инвертор
 КПД таких аппаратов значительно выше, за счёт низких коммутационных потерь. Мощность оборудования обычно достигает 10кВт, что позволяет использовать инверторы этого типа там, где есть необходимость в частом соединении различных деталей. Качество сварки на высоком уровне, швы ровные, практически незаметные. Качество швов во многом зависит от используемых электродов и мастерства сварщика.
КПД таких аппаратов значительно выше, за счёт низких коммутационных потерь. Мощность оборудования обычно достигает 10кВт, что позволяет использовать инверторы этого типа там, где есть необходимость в частом соединении различных деталей. Качество сварки на высоком уровне, швы ровные, практически незаметные. Качество швов во многом зависит от используемых электродов и мастерства сварщика.Полумостовой сварочный инвертор с резонансным преобразователем
 Такие аппараты оснащены устройством, позволяющим создавать стабильную сварную дугу. Этот тип инверторов относят к профессиональным и используют в промышленности, их мощность составляет десятки кВт, они обладают внушительными габаритами и весом.
Такие аппараты оснащены устройством, позволяющим создавать стабильную сварную дугу. Этот тип инверторов относят к профессиональным и используют в промышленности, их мощность составляет десятки кВт, они обладают внушительными габаритами и весом.Сила тока сварочного инвертора
 Для бытового использования достаточно инвертора с силой тока до 160 А, подключаемого к бытовой электросети 220 В. Если же в электросети присутствуют скачки напряжения, то рекомендуется приобретать полупрофессиональный аппарат с токовыми характеристиками 200А. Измерить силу тока аппарата несложно. Обычно данный показатель соответствует заявленной производителем силе тока, но если есть сомнения в исправности аппарата, то показания можно измерить, используя цифровой милливольтметр или стрелочный микроамперметр. Однако учтите, что показания приборов зависят от длины сварочной дуги и диаметра электрода. Также немаловажным показателем является мощность сварочного аппарата.
Для бытового использования достаточно инвертора с силой тока до 160 А, подключаемого к бытовой электросети 220 В. Если же в электросети присутствуют скачки напряжения, то рекомендуется приобретать полупрофессиональный аппарат с токовыми характеристиками 200А. Измерить силу тока аппарата несложно. Обычно данный показатель соответствует заявленной производителем силе тока, но если есть сомнения в исправности аппарата, то показания можно измерить, используя цифровой милливольтметр или стрелочный микроамперметр. Однако учтите, что показания приборов зависят от длины сварочной дуги и диаметра электрода. Также немаловажным показателем является мощность сварочного аппарата.Как выбрать сварочный инвертор

Сварочный инвертор для гаража
Надо ли покупать мощный инвертор
Рекомендую еще почитать:
Kомментарии
Инверторная сварка

Сравнение принципов работы инверторного и трансформаторного сварочных аппаратов

Сварка инвертором: преимущества и недостатки


Недостатки инверторных аппаратов


Правильный выбор инвертора: что необходимо учесть при покупке?


интернет-магазин светодиодного освещения
Пн - Вс с 10:30 до 20:00
Санкт-Петербург, просп. Энгельса, 138, корп. 1, тк ''Стройдвор''









Поделиться с друзьями: