
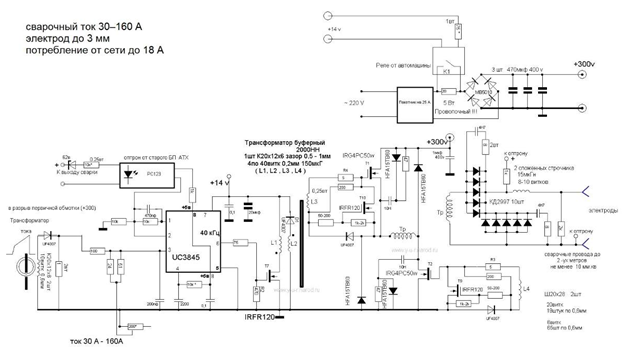
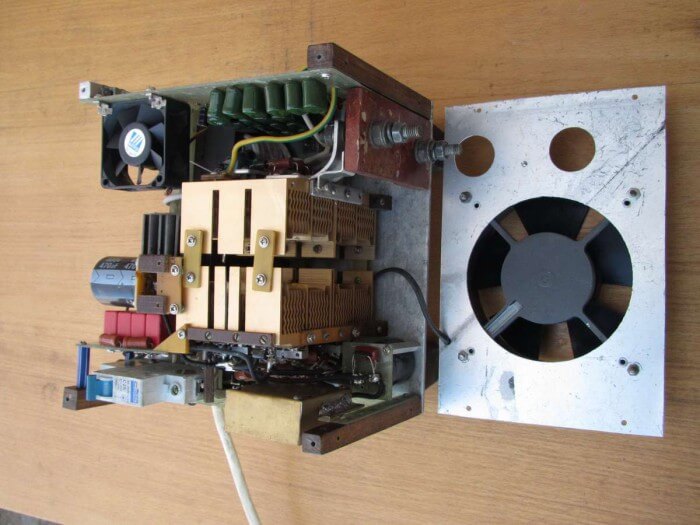
Инвертор в последние годы стал одним из самых популярных аппаратов для сварки. Именно он сейчас применяется многими профессионалами и простыми людьми. В некоторых случаях подобное оборудование приходится дорабатывать. Доработку сварочного трансформатора можно доверить и профессионалам, а можно и сделать все своими руками. Ведь именно к этому в основном и сводится вся работа. В сварочном инверторе очень важную роль играет трансформатор, который преобразует входящее напряжение, повышая его значение до необходимого уровня. Доработка сварочного инвертора с данной информацией превратится в самое настоящее удовольствие. Схема устройства сварочного инвертора. Если хорошо посмотреть на сварочный аппарат данного типа, то сразу бросается его простота. Система представляет собой простейший преобразователь напряжения. Первичная обмотка силового трансформатора достаточно проста. Она рассчитана на входное напряжение 220/400 Вольт. Разумеется, имеется здесь тепловая защита от перегрева и вентилятор охлаждения. Все эти детали являются неотъемлемой частью инвертора. Именно здесь и кроется возможность доработки. В основном подобную схему имеют практически все инверторы. Стоит отметить, что они рассчитаны на работу не с самыми большими токами. Чаще всего значение этого параметра не превышает 200 Ампер. Модернизация схемы не всегда является необходимостью. В некоторых ситуациях этого делать не нужно, но в месте использования в обязательном порядке должно быть стабильное напряжение питания. Таблица требуемых технических характеристик для сварочного инвертора. Существует несколько основных предпосылок, которые заставляют людей переходить к доработке сварочного трансформатора. Во-первых, если данный агрегат используется в том месте, где нестабильно напряжение. Он рассчитан на стабильное потребление от 220 до 400 Вольт, но этого добиться можно не всегда. В некоторых случаях напряжение питания может падать куда ниже критической отметки. К примеру, если оно опустится до 170 Вольт, то велика вероятность того, что трансформатор не будет работать, а соответственно, и инвертор. Аппараты подобного типа не предназначены для художественной сварки. Они скорее могут использоваться для работы с крупногабаритными деталями. Если нужна художественная сварка, то придется также переходить к доработке сварочного трансформатора. Подобный аппарат даже при номинальных значениях напряжения не всегда позволяет зажечь дугу. Выходной каскад трансформатора не всегда выдает нужное высокое его значение. Если говорить о пониженных значениях, то тут может случиться беда. Именно поэтому при возникновении подобных проблем можно смело переходить к доработке. Вся работа в данном случае сводится к установке диодного моста для выпрямления тока, что позволит получить на выходе более стабильную дугу и приведет к увеличению значения выходного напряжения трансформатора, чтобы розжиг можно было производить даже при недостаточном питании. Это очень полезные решения, которые каждый человек может реализовать самостоятельно. Функциональные возможности сварочного инвертора. Вся работа сводится к тому, что в схему добавляется перемычка, состоящая из выпрямительного моста с фильтром низкой частоты. В результате получается выпрямительное устройство, на выходе которого при холостом ходе получается значение удвоенного напряжения. Можно более подробно рассмотреть сам процесс работы схемы с перемычкой. Сначала полуволна напряжения поступает на первый вентиль, пройдя через который, она поступает на фильтр. В результате выпрямленное напряжение поступает на обмотку трансформатора. Происходит полная зарядка конденсатора в схеме. Далее вторая полуволна поступает на второй диод, проходя через который, она поступает на второй конденсатор. Соответственно, он тоже заряжается до максимума. В результате получается, что по схеме напряжения от обоих элементов складываются между собой, что приводит к удвоению значения этого параметра на выходе. Именно этого и нужно было добиться, чтобы трансформатор позволял без каких-либо затруднений производить розжиг дуги. Итак, можно считать, что первая проблема полностью решена. Схема источника питания инверторного сварочного аппарата. Стоит еще отметить тот факт, что третий и четвертый выпрямители при отсутствии нагрузки в схеме никак не работают, то есть они не участвуют в рабочем процессе. Измененная схема выпрямительного моста позволяет сохранить стабильные показатели напряжения на выходе, в то время как стандартная принципиалка не позволяет работать с максимальным качеством дуги. Это связано с тем, что при касании электрода рабочей поверхности происходит резкий разряд конденсатора, а это приводит к микровзрыву. В подобной ситуации не стоит рассчитывать на качественное сваривание поверхностей. Итак, модифицированный мост позволит получить на выходе действительно потрясающий результат. Он позволяет работать уже не только с толстыми металлами, но и выполнять ювелирную работу. Схема дросселя сварочного инвертора. Теперь стоит поговорить о том, какие детали необходимо включить в схему, чтобы на выходе получить весьма неплохой результат. Ничего сверхъестественного использоваться не будет. Все детали можно без каких-либо проблем приобрести в специализированных магазинах. Что касается выпрямительных диодов, то лучше всего использовать модель Д161 со стандартными радиаторами охлаждения, которые на них устанавливаются. Можно составить смешанную схему, в которой будут использоваться выпрямители предыдущей марки, а также модели В200. В этой ситуации устройство получается более компактным, так как радиаторы у каждой модели имеют различные габариты. Их проще соединить с помощью специальной шпильки. В качестве конденсаторов можно использовать практически любые модели этих элементов, но лучше перестраховать себя и установить МБГО, которые не имеют полярности. Для стабильной работы аппарата придется подбирать емкость каждого элемента. Для этого используется либо метод тыка, либо математика. В большинстве случаев можно обойтись 400 мкФ. Токовый дроссель наматывается на сердечник трансформатора. Для этого должен использоваться достаточно крупный провод. В большинстве случаев можно обойтись шнурком диаметром 10 квадратных миллиметров. Мотать нужно до тех пор, пока окно не заполнится. В результате должно получиться пространство без каких-либо щелей. Между половинами сердечника стоит уложить текстолит. Он используется в качестве изолятора. В результате получается инвертор со стабильными показателями работы дуги и со стабильным розжигом. Этого и стоило добиваться. Схема работы сварочного инвертора. Сварочный инвертор — это весьма мощный агрегат, который потребляет огромное количество электроэнергии. Разумеется, с этим явлением можно бороться различными методами. Один из них будет предложен прямо сейчас. Трансформатор в значительной степени влияет на подсадку напряжения в сети. Если работы будут вестись постоянно, то можно быть уверенными, что свет дома будет гореть слабо. Это приводит к дискомфорту всех окружающих. Нужно искать правильный выход из ситуации. Сам процесс понижения напряжения предельно прост. Придется внедрить еще одну доработку в сварочный инвертор. Делается дополнительный вывод со вторичной обмотки, то есть уменьшается количество ее витков. Разумеется, каждый может начать спорить, ведь значительно ухудшится качество горения при этом, но на самом деле здесь также имеется одна хитрость, которая позволит сохранить стабильное горение дуги. Нужно сделать плавным входящее напряжение, то есть у него полностью должны отсутствовать какие-либо скачки. Для этого используются, разумеется, конденсаторы. В подобной ситуации достаточно одного мощного устройства, которое будет сделано из бумаги. Его емкость должна при этом составлять приблизительно 15 тысяч мкФ. Этого будет вполне достаточно. Разумеется, для каждого конкретного аппарата это значение может изменяться, но в большинстве случаев оно варьируется от 10 до 18 тысяч мкФ. На это и стоит ориентироваться. Итак, теперь каждый читатель знает о том, как можно доработать сварочный инвертор, чтобы на выходе иметь оптимальную дугу, которая позволит работать даже с самыми прихотливыми и тонкими материалами. moyasvarka.ru Мощность оборудования для сварки не является абсолютно постоянным значением и зависит от различных факторов. На КПД сварочных установок влияет стабильность питающей сети и конкретика производственных реалий, точности настроек, умения сварщика и даже погодных условий. Мощность вообще и сварочную в частности принято считать очевидным критерием производительности – чем выше этот параметр, тем больше метров линейных швов или площадь свариваемых сечений способна обработать единица оборудования. Но самый лучший сварочный аппарат, инвертор или его предшественник, затруднительно оценить в точных цифрах мощностных характеристик. Сварка возможна в очень разнообразных условиях: с присадкой или сплавлением основным металлом; со сложной разделкой кромок или без таковой; под флюсовым слоем, защитным пузырем инертного газа или на атмосферном воздухе. Один и тот же инвертор может работать с обязательным применением специализированной оснастки, перемещения деталей и технологических операций, либо обходиться без дополнительных сложностей. Производительность при этом будет значительно варьироваться, хотя оборудование используется то же самое. Универсальных методов увеличить мощность своего аппарата не так много, но они довольно действенны для различных случаев «сварочной жизнедеятельности». Применительно к инверторным установкам они включают: Производительность, мощность и скорость сварки являются взаимозависимыми параметрами. Они призваны гарантировать высокое качество свариваемых стыков и швов, оптимальные режимы функционирования аппаратов для сварки и полную безопасность труда сварщиков. Эффективность сварочных процессов подчинена качеству работы, а не наоборот. Информация предоставлена интернет-гипермаркетом Тиберис — www.tiberis.ru tuningtaza.ru Сварка штучным электродом на просторах бывшего СССР имеет традиционное отечественное название - Ручная Дуговая Сварка, или сокращенно РДС. В западном мире и среди соотечественников, приступивших к освоению этого оборудования не так давно, распространено англоязычное название MMA (от Manual Metal Arc – в буквальном переводе «ручная дуговая сварка металлов»). Речь идет абсолютно об одном и том же процессе. Китайская промышленная революция сделала сварочное оборудование доступным для сотен миллионов людей с точки зрения цены. А применение инверторных технологий резко снизило уровень требований к уровню подготовки сварщика и к мощности источника электропитания. В итоге со второй половины нулевых годов мировой рынок инструмента потряс настоящий бум сварочного оборудования. В первую очередь, MMA: не менее 9 из 10 аппаратов, приобретаемых в розницу в нашей стране, относятся именно к ручной дуговой сварке штучным электродом. Сегодня сварочный аппарат еще не сравнялся по распространенности с молотком или дрелью, но уже точно превзошел некоторые виды электроинструмента и другого традиционного оборудования для строительства и ремонта. Тем не менее, разбираться в этом непростом оборудовании потребители лучше не стали. Чем беззастенчиво пользуются недобросовестные розничные торговцы и даже отдельные производители и импортеры. Неодинаковый одинаковый сварочный ток: один варит, другой нет Одной из немногих характеристик сварочного аппарата, в которых потребители разбираются хорошо (или думают, что разбираются), является диапазон сварочного тока. Причем главной является именно верхняя граница диапазона. Даже не искушенному в электрических процессах человеку понятно, что чем больше сила тока, выдаваемая аппаратом, тем лучше. По крайней мере, тем легче будет идти сварочный процесс. Зерно разумного в таком предположении есть, но в целом оно ошибочно. Любой продавец в магазине сварочного оборудования пояснит, что чем выше сила максимального тока, тем больше диаметр электрода, который можно использовать с данным аппаратом. Подбор типа и диаметра электрода зависит от многих параметров, но непрофессиональным сварщикам для стали обычно рекомендуют электроды АНО-21 или МР-3 из расчета диаметра «1 к 1»: чтобы диаметр электрода приблизительно был равен толщине свариваемого металла. Отсюда и выбор аппарата по току: ориентировочно 40А сварочного тока на 1 мм диаметра электрода. Еще раз, обе эти «методики» расчета – и диаметра электрода, и тока, требуемого для работы им - очень неточные. Зато просты и доступны для человека с ограниченным опытом или вообще без него. Именно ими, а не справочными таблицами, пользуется большинство обученных продавцов в профильных магазинах. И вот покупатель определился с решением: будет варить электродом до 4,0 мм включительно. Значит, аппарат нужен, чтобы выдавал 160А сварочного тока. В магазин пришли 2 соседа по дачам. Один берет «по-минимуму» - аппарат на 160А. Второй с запасом – на 200А. Благо, разница в цене незначительна. Производитель первого заявляет, что аппарат справится с электродом до 4,0 мм, второго – до 5,0 мм. Оба покупателя остаются довольными до того момента, пока решают попробовать свои аппараты в деле на электродах 4,0 мм. И вот тут вдруг обнаруживается удивительный сюрприз: поочередно подключаемые к одному и тому же источнику питания, аппарат с пределом в 160А 4,0-мм электрод «тянет». А аппарат с заявленным пределом в 200А 4,0-мм электрод поджигает, но дугу вести не дает – сразу обрывает. Про 5,0-мм электрод и говорить нечего. Расстроенный покупатель идет в сервисный центр, где его аппарат ставят на стенд и наглядно демонстрируют, что тот выдает даже больше заявленных 200А. Может, все 250А. Так что к аппарату претензий быть не может, и проблемы нужно искать где-то еще: в источнике электропитания, используемых электродах или вообще в том месте, откуда руки растут. Как же такое возможно??? Точно так же, как при игре в наперстки или обмене валюты с рук. Хотя иногда у поставщика оборудования нет умысла обмануть покупателя. Возможно, выдача менее мощного оборудования за более мощное происходит вследствие элементарной безграмотности. Но нередко, если верить менеджерам китайских заводов, это прямое указание российских (а также украинских, азиатских, ближневосточных, африканских и многих других) импортеров. Оптимальный режим работы при сварке штучным электродом подразумевает ведение электрода на расстоянии от поверхности свариваемого металла, приблизительно равном диаметру электрода. (Точно выдерживать это расстояние, конечно, невозможно, но с опытом получается неплохо). Для поддержания дуги, т.е. перетекания электрического тока, требуется электрическое напряжение. И не какое-нибудь, а строго определенное. Рабочее сварочное напряжение регламентируется отечественными и международными стандартами. Оно должно составлять: Uсв=20+0,04*Iсв, где Iсв – сварочный ток. Несложно подсчитать, что для тока 160А сварочное напряжение должно составлять 26,4В, а для тока 200А – 28В. Практически на любом сварочном аппарате ММА можно обнаружить табличку, обычно отпечатанную прямо на корпусе, где обязательно указаны эти два показателя – сварочного тока (I2) и сварочного напряжения (U2). Увы, не факт, что они отражают действительные возможности аппарата. Также как данные в техническом паспорте, на упаковке, ценнике, в описании в Интернете и т.д. Именно тот максимальный ток, для которого сварочный аппарат способен обеспечить предписываемое стандартом сварочное напряжение, и является его фактическим максимальным током. Иначе этот показатель называют максимальным номинальным током сварочного аппарата, или просто номинальным током аппарата. Так что, если ваш аппарат «не тянет» электрод, проверить нужно не только выдаваемый им сварочный ток, но и выдаваемое при этом сварочное напряжение. Если последнее недотягивает до положенного по стандарту уровня пару вольт, аппарат расчетным электродом варить будет. Электрод придется вести ближе к свариваемому металлу, т.е. поддерживать более короткую дугу. Это неудобно и чревато непроизвольным «чирканьем». Но все-таки для опытного сварщика не смертельно – шов положить получится, хотя и не без мучений. При сварочном напряжении ниже 20 Вольт вести 3-4 мм электродом дугу не удастся в принципе. Она будет разрываться при попытке минимально приподнять электрод над поверхностью металла. «Зачем же так делать аппараты?» - наивный вопрос. Чтобы сэкономить на комплектующих. Чаще всего с умыслом привлечь покупателя, выдавая менее мощный аппарат за более мощный. Ведь величина номинального тока сварочного аппарата всецело зависит от характеристик источника питания и его собственной мощности. А собственная мощность определяется мощностью основных компонентов самого аппарата: высокочастотного трансформатора, конденсаторов, транзисторов, реле. Естественно, чем мощнее компонент, тем дороже. Если мощности источника питания недостаточно для обеспечения выходной мощности аппарата, то, конечно, даже самая добросовестная комплектация аппарата ситуацию не спасет. Однако если в аппарат вставлены компоненты, не способные обеспечить заявленную мощность на выходе, то тут уж возможности источника питания ни при чем. Хоть к гидроэлектростанции подключай, а повысить мощность на выходе не удастся. Но… можно изменить параметры схемы аппарата так, чтобы при достижении предела выходной мощности аппарата ток еще можно было бы увеличить. За счет чего? За счет дальнейшего снижения сварочного напряжения, естественно. По стандарту положено: 160А*26,4В=4,24кВт. А можно эту же мощность разложить по-другому: 200A*21,2В=4,24кВт. Вот и получится, что в первом случае аппарат на 160А – это действительно аппарат на 160А. Он и электрод 4,0 мм будет плавить нормально. Во втором случае аппарат на 200А в действительности рассчитан на меньший номинальный сварочный ток. На какой именно, можно выяснить экспериментальным путем, одновременно замеряя сварочный ток и сварочное напряжение. Неодинаковый одинаковый сварочный ток-2, или Вольт-амперная характеристика (ВАХ) Сложновато? Если нет, то об этом же еще более сложно, зато наглядно. Я имею ввиду вольт-амперные характеристики аппаратов, а если точнее, параметров выдаваемой ими сварочной дуги (это не одно и тоже, но для простоты понимания будем считать, что одно). Режим обеспечения аппаратом сварочного тока и соответствующего сварочного напряжения обеспечивается только в определенном диапазоне выдаваемого сварочного тока. Этот диапазон называется рабочим диапазоном сварочного тока аппарата – на рис. соответствует отрезку «B». В пределах этого диапазона сварочное напряжение с изменением сварочного тока изменяется незначительно – по упомянутой выше формуле 20+0,04*Iсв. Получается, что разница между сварочными токами 160А и 200А составляет 40 ампер. В то же время разница между сварочными напряжениями, соответствующими этим токам, - всего 1,6 вольта. А что лежит в диапазоне ниже минимальной и выше максимальной границ сварочного тока? На токах ниже минимальной границы рабочего диапазона (отрезок «A» на диаграммах ВАХ выше) сварочное напряжение значительно превышает требуемое стандартом. Этот участок соответствует очень важному этапу сварочного процесса – поджигу сварочной дуги. Чем выше напряжение до момента возникновения дуги, тем легче ее поджиг. Как только дуга зажглась, напряжение снижается до рабочего. Гораздо интереснее поведение сварочной дуги различных аппаратов за пределами верхней границы диапазона рабочих токов (на диаграмме выше отрезок «С»). Падающий отрезок ВАХ начинается с номинального тока аппарата. Эта точка на диаграмме соответствует достижению максимума мощности аппарата. Дальнейшее увеличение сварочного тока может достигаться только за счет одновременного снижения сварочного напряжения. Кульминацией роста тока аппарата является момент «втыкания» электрода в свариваемый метал. Т.е. короткое замыкание электрода на свариваемый метал. При прямом контакте сопротивление минимально, и ток достигает максимума. У одних аппаратов диапазон нерабочих токов узкий – ток короткого замыкания незначительно превосходит номинальный ток аппарата. О таких аппаратах говорят, что вольт-амперная характеристика у них крутопадающая, или «штыковая» (левая диаграмма). У других аппаратов по достижении предела рабочего диапазона ток продолжает расти, но сварочное напряжение падает. Чем выше ток, тем ниже сварочное напряжение. О таких аппаратах говорят, что вольт-амперная характеристика у них полого падающая (правая диаграмма). Если посмотреть на проблему с мошенничеством на мощности аппаратов с точки зрения вольт-амперных характеристик, получается, что недобросовестные (реже неграмотные) производители и импортеры конструируют аппараты с полого падающей характеристикой, выдавая их нерабочий диапазон токов за рабочий. Т.е. выдавая менее мощные аппараты, рассчитанные на меньшие номинальные сварочные токи, но с полого падающей характеристикой, за более мощные аппараты, рассчитанные на большие сварочные токи. На приводимом выше изображении двух ВАХ, схематически выполненном автором в «детском» редакторе Paint Brush без претензий на какую-либо точность, тем не менее, видно, что штыковая ВАХ слева принадлежит более мощному аппарату, чем полого падающая ВАХ справа. Номинальный сварочный ток у аппарата с ВАХ, приведенной слева, выше. Но ток короткого замыкания у полого падающей ВАХ справа значительно выше. Такая картина соответствует описанному в начале примеру, когда аппарат на 160А способен варить электродом 4,0 мм, а аппарат «на 200А» нет. Фокус-покус: «автоматическая» функция форсирования дуги Arc-Force Применение электроники позволяет делать оборудование «умным». Инженеры научили сварочные инверторы предугадывать некоторые типовые проблемы сварщика в процессе работы и помогать, компенсируя ошибки человека. Так прямой контакт электрода со свариваемым металлом приводит к режиму короткого замыкания, сопровождающемуся увеличением силы тока. Причин короткого замыкания может быть несколько, но почти все они «лечатся» схожими средствами. На определенных режимах возможна ситуация, когда капля с электрода в буквальном смысле зависает между электродом и металлом, соединяя их и, вызывая таким образом короткое замыкание. «Лечится» проблема кратковременным увеличением тока, усиливающим ее расплавление. Увеличение тока происходит по-любому – см диаграммы ВАХ выше. Но получается, что у аппарата со «штыковой» ВАХ ток возрастает не сильно. Зато у аппарата с полого падающей ВАХ – значительно. Это увеличение тока при коротком замыкании электрода на металл многие производители благородно называют «автоматической функцией форсажа дуги». Автоматическое – это всегда удобнее, правда? Неправда. При работе на определенных токах ток короткого замыкания аппарата с полого падающей ВАХ действительно может давать эффект вполне добросовестного форсажа дуги. Но, если его не корректировать, на других токах он может быть вреден и даже вызывать прожигание более тонкого металла. Все зависит от того, насколько ВАХ пологая, т.е. насколько ток короткого замыкания превышает номинальный ток аппарата. Естественно, производители аппаратов с «автоматической» функцией форсажа дуги никогда не указывают, на каких рабочих токах их «автоматика» помогает, а на каких вредит. Признаком наличия на аппарате настоящей функции форсирования дуги Arc-Force является ручка, регулирующая силу набрасываемого при срабатывании Arc-Force тока. Если же на панели управления в гордом одиночестве красуется лишь ручка регулировки силы тока, то Arc Force либо отсутствует (для аппаратов с круто падающей ВАХ), либо «автоматический» (см.выше) . Все то же самое в полной мере относится к функции горячего поджига Hot Start. Hot Start - та же функция Arc Force, только не при натягивании расплавленной капли, а при касании металла электродом для поджига дуги. Не древние, но мифы: об энергетической эффективности Мощность на выходе всех сварочных аппаратов при одинаковом сварочном токе одинакова: Pвых=Iсвар*Uсвар, Для сварочного тока 160А получается: Pвых=160А*(20+0,04*160)=4,24кВт Но это на выходе - после тепловых потерь. КПД современных сварочных инверторов в большинстве случаев лежит в диапазоне 0,8-0,9. Для разных токов и температуры окружающей среды КПД одного и того же аппарата будет немного отличаться. Можно взять среднее значение – 0,85. Также нужно учитывать, что сварочный инвертор перерабатывает в дугу не 100% потребляемого от сети тока. Подобно электродвигателям, часть тока он возвращает в сеть, не использовав. Т.е. его коэффициент мощности, он же «косинус фи», не равен 1, а лежит в диапазоне также 0,8-0,9. Среднее можно взять тоже 0,85. Формула расчета требуемой мощности источника питания для определенного значения сварочного тока: Pполн= Iсвар*Uсвар /0,85/0,85 Для сварочного тока 160А получается: Pполн=(160А*(20+0,04*160)/0,85)/0,85=5,85кВА Обратите внимание, что полная мощность измеряется в Вольт-Амперах (ВА), а не в Ваттах (Вт). Решив данное уравнение в обратном порядке, получим, что он от обычной 16-амперной розетки 230 вольт можно варить током до 110 ампер, что с некоторой натяжкой позволит работать электродом 3,0 мм. Хорошо, что «..варит от 100В!». Но насколько хорошо? Занижение нижнего порога напряжения питания распространено не столь широко, как завышение номинального тока. Этот параметр очевиден для любого потребителя, и его легко проверить. Скорее, имеет место умолчание второй части правды: какой номинальный ток аппарат выдает при пониженном входном напряжении. При уровне входного напряжения ниже расчетного, снижается потребляемая, а с ней и выходная мощность сварочного аппарата. Соответственно, существенно снижается его номинальный ток. Существует 2 пути инженерного решения проблемы пониженного напряжения питания. Первый: изменение схемы и параметров штатных компонентов аппарата. В первую очередь, коэффициента трансформации высокочастотного трансформатора. Второй способ – добавление блока корректировки входного питания. Наибольшее распространение получила установка т.н. блоков PFC (Power Factor Correction – в буквальном переводе «корректировки фактора мощности»). Второй способ заметнее сказывается на стоимости, зато позволяет работать от более низкого напряжения. Приобретая аппарат для эксплуатации в условиях заведомо пониженного напряжения, недостаточно сравнить уровень ожидаемого напряжения питания с заявленным производителем минимальным порогом напряжения питания аппарата. Нужно разобраться, какой максимальный ток будет при таком входном напряжении выдавать аппарат. Иначе может получиться, что аппарат от обещанного пониженного уровня работает, вот только сварочный ток выдает бесполезно малый. К сожалению, лишь единицы производителей указывают номинальный ток для своих аппаратов для различных уровней пониженного напряжения. Пользователям также нужно помнить, что на любом аппарате, даже оборудованном цифровым дисплеем, выставляемое значение силы сварочного тока – расчетное для стандартного напряжения 230 вольт. При пониженном напряжении реально выдаваемый ток будет ниже показываемого аппаратом значения. ПВ, он же ПН или Рабочий цикл – все согласно стандартов. Разных стандартов. Отношение времени, которое аппарат в течение контрольного периода выдает заданный ток, к этому самому контрольному периоду, называется рабочим циклом аппарата или, иначе, полезным временем (ПВ). Еще иногда – продолжительностью нагрузки (ПН). ПВ указывается в %. Обычно указывается сварочный ток, на котором аппарат имеет данный показатель ПВ. Например, «120А-90%» означает, что при работе током 120А данный аппарат может выдавать ток 90% времени, и только 10% остывать. Естественно, чем ближе ток к номиналу аппарата, тем быстрее аппарат греется. Т.е. тем ниже показатель ПВ. Если ПВ указан без упоминания силы тока, значит, данный ПВ соответствует режиму номинального тока аппарата. Так показатель ПВ «30%» для аппарата с диапазоном сварочного тока 10-160А означает, что при рабочем токе 160А данный аппарат будет варить 30% времени, а 70% остывать. Вроде бы все понятно. Но… Существуют различные методики измерения ПВ. И в отличие от единых для всего мира стандартов соответствия сварочного тока и сварочного напряжения дуги, методики измерения ПВ отличаются принципиально. Один и тот же аппарат по разным методикам получит совершенно разный процент ПВ! Знакомьтесь: самые распространенные методики измерения ПВ сварочного аппарата – европейская, китайская и советская. Европейская. Подразумеваются условия испытаний, описанные в европейском стандарте EN60974-1. При температуре окружающей среды 40С аппарат включают на заданный сварочный ток и засекают, сколько он непрерывно проработает до первого отключения. Полученный результат относят к 10-минутному отрезку времени. Если за эти 10 минут термозащита так и не сработала (и аппарат при этом не сгорел), значит, рабочий цикл аппарата на этом токе равен 100%. Методика фирмы Telwin. Ее же в наши дни можно с полным правом назвать китайской. Итальянский концерн Telwin оказал колоссальное влияние на развитие китайских производителей. Кроме схем аппаратов, в Китае по достоинству оценили и предложенную итальянским производителем методику измерения ПВ аппаратов. При температуре 20С аппарат не просто нагружают сварочным током, но жгут реальные электроды. При этом учитывается не непрерывное время работы до первого отключения, а суммарное рабочее время сварки за 10 минут. Естественно, показатель ПВ по методике TELWIN получается значительно (до 2 раз) выше, чем при следовании методике EN60974-1. Сама компания TELWIN при указании ПВ по своей методике уточняет это, добавляя «Telwin» после процентного показателя. Замеряющие ПВ по ее методике китайские производители таких подробностей не указывают. Российская, она же советская. ГОСТ претерпел ряд редакций, в частности - ГОСТ Р МЭК 60974-1-2004. Условием отечественной методики является обязательное доведение аппарата до режима срабатывания защиты перед началом измерений. Т.е. сначала вводят в режим интенсивной эксплуатации, и только потом производят замеры. Для аппаратов ручной дуговой сварки отечественная методика предусматривает измерения в течение 5 минут, а не 10. Характерно, что ГОСТ Р МЭК 60974-1-2004 в обязательном порядке относится лишь к сварочному оборудованию промышленного и профессионального назначения и – цитирую – «Стандарт не распространяется на источники питания для ручной дуговой сварки с ограниченным режимом эксплуатации, которые проектируются преимущественно для эксплуатации непрофессионалами». Вероятно, именно этим обстоятельством объясняется не только слабая распространенность отечественной методики, но и свобода трактовки показателя ПВ производителями и импортерами. И все-таки, какой цикл работы можно считать подходящим? По оценкам специалистов, опубликованных в открытых источниках, реальный цикл работы сварщика ручной дуговой сварки не превышает 20%. Причем эти 20% времени не являются непрерывным отрезком. Более 80% времени уходит на перемещения, контроль уложенного шва, сбив шлака, замену электрода и др. Так что даже ПВ 30%, замеренного по китайской методике, практически любому сварщику при не очень жаркой погоде будет достаточно – простаивать в ожидании охлаждения аппарата не придется. Если же данный показатель критичен, то лучше не сверять показатель ПВ аппаратов разных марок, а купить аппарат, рассчитанный на более высокий номинальный ток. У него ПВ на том же токе будет точно выше. А пока ценники реальных и виртуальных магазинов пестрят различными впечатляющими показателями ПВ. И чинные продавцы объясняют неопытным покупателям преимущества больших циферок над маленькими. АВТОР. Шкляревский Юрий полностью статья в журнале ПрофиТулИнфо (скачать статью) журналы ПрофиТулИнфо все выпуски profitoolinfo.ru Всем привет решил сделать небольшой обзор по доработке и стабилизации работы данного инвертора.И сделать видео более наглядным. На другом типе инвертора, я ранее уже пытался показать как можно доработать модифицированный синус чтобы он работал на свою заявленную мощность или выше. После разборки данного инвертора, я заметил что схема выполнена вполне достойно, но то что участки передачи высоких токов во входной цепи, были слабоваты чем нужно решил это исправить, ну и выходная цепь схемы тоже была слабовата чем может быть. В принципе в видео все наглядно постарался показать поэтому расписывать сильно не стану. Скажу одно что после доработке инвертор стал более чувствителен к напряжению, но и выходная мощность стала более стабильной. Теперь более мощные нагрузки стартуют полегче. Кстате производитель указывает не смотря на то что на инверторе написано 500/1200 , рабочую мощность всего в 400 пиковую в 800-900. А вот после переделки вы получаете в среднем случае то что указано на инверторе или чуть выше. Переделка не сложная, но потребует хорошего припоя и аккуратности работы с паяльником! Еще как вариант модно увеличить Ёмкость выходного электролита, тем самым мощные нагрузки будут получше стартовать. Ну и само видео : Технологии обмана покупателей: сварочные аппараты MMA. Как увеличить мощность сварочного инвертора
Доработка сварочного инвертора: рекомендации

Предпосылки к модернизации

Процесс выполнения работы


Несколько слов о самих деталях

Повышение экономичности: рекомендации

Как увеличить мощность аппарата дуговой сварки
Технологии обмана покупателей: сварочные аппараты MMA.
Увеличение мощности инвертора 500 ватт чистый синус, и делаем его стабильнее. | Пелинг Инфо солнечные батареи
Увеличение мощности инвертора 500 ватт чистый синус, и делаем его стабильнее.
Поделиться ссылкой:
Похожее
peling.ru
Мощный сварочный инвертор своими руками: схемы, материалы, инструкция
Собрать самодельный инверторный сварочный аппарат по силам даже домашнему мастеру, не обладающему глубокими познаниями в электротехнических процессах. Основным требованием является соблюдение технологии монтажа, соответствие схеме и понимание принципа работы устройства. Если своими руками создать инвертор, то его параметры и производительность не станут значительно разниться с заводскими моделями, но экономия может получиться приличная.
Простой самодельный аппарат инверторного типа позволит качественно осуществлять сварочные операции. Даже инвертор с простой схемой позволяет работать с электродом от 3 до 5 мм и дугой до 1 см.
Характеристики
Подобный сварочник для домашнего применения может обладать следующими параметрами:
- Уровень напряжения – 220 вольт.
- Входная сила тока – 32 ампера;
- Выходная сила тока – 250 ампер.
Для бытового применения подходит инвертор, который функционирует от бытовой электросети 220 В. Если есть необходимость, то возможно собрать более мощное устройство, работающее от 380 В. Он отличается более высокой производительностью по сравнению с однофазным сварочным инверторным аппаратом.
Особенности функционирования
Для начала необходимо разобраться, как функционирует инвертор. По сути, он является компьютерным блоком питания. В нем можно наблюдать преобразование электроэнергии в такой последовательности:
- Входное переменное напряжение трансформируется в постоянное.
- Потребляемый ток частотой 50 Гц преобразовывается в высокочастотный.
- Снижается выходное напряжение.
- Выходной ток выпрямляется, требуемая частота сохраняется.
Подобные преобразования необходимы для снижения массы оборудования и его габаритов.
Трансформаторные сварочные аппараты обладают чувствительным весом и размерами. За счет значительной силы тока в них можно осуществлять дуговое сваривание. Для повышения силы тока и понижения напряжения вторичная обмотка предполагает наличие меньшего количества витков, а сечение провода увеличивается. В итоге трансформаторный сварочник тяжел и габаритен.
Инверторный же принцип позволяет снизить эти показатели в разы. Схема подобного аппарата предполагает повышение частоты до 60-80 кГц, что способствует снижению его габаритов и веса. Чтобы реализовать подобное преобразование применяются силовые полевые транзисторы. Они сообщаются меж собой именно с этой частотой. Питает их постоянный ток, поступающий от выпрямляющего устройства, в качестве которого применяется диодный мост. Значение напряжения выравнивают конденсаторы.
После транзисторов ток передается к понижающему трансформатору. Он представляет собой небольшую катушку. Малые размеры трансформаторной катушки инвертора обеспечены частотой, многократно увеличенной полевыми транзисторами. В итоге получаются аналогичные с трансформаторным аппаратом характеристики, но со меньшим весом и размером.
Что необходимо для сборки
Чтобы создать подобную самоделку необходимо учитывать характеристики схемы, т. е. потребляемое напряжение и ток. Выходной силы тока в 250 ампер достаточно для создания прочного шва. Чтобы реализовать задумку потребуются следующие детали:
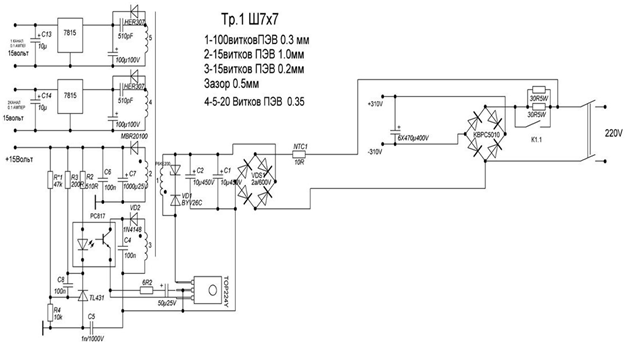
- Трансформатор.
- Первичная обмотка (100 витков с проводом ⌀ 0,3 мм).
- 3 обмотки. В наружной: 20 витков, ⌀ 0,35 мм. В средней: 15 и ⌀ 0,2. Во внутренней 15 и ⌀ 1 мм.
Помимо этого, до начала сборки инвертора необходимо приготовить инструменты и элементы для разработки электронных схем. Потребуются:
- Отвертки;
- Паяльник;
- Нож;
- Ножовка по металлу;
- Крепеж;
- Электронные элементы;
- Медные провода;
- Термобумага;
- Электротехническая сталь;
- Стеклоткань;
- Текстолит;
- Слюда.
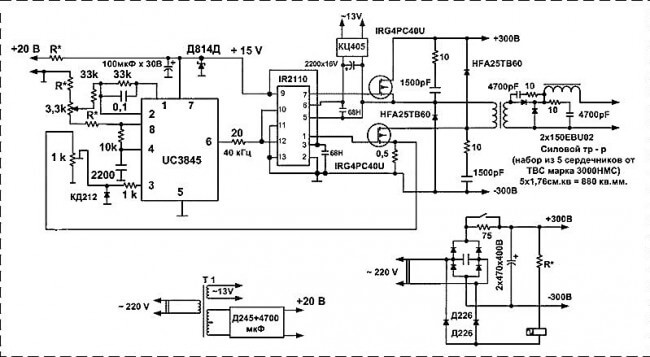
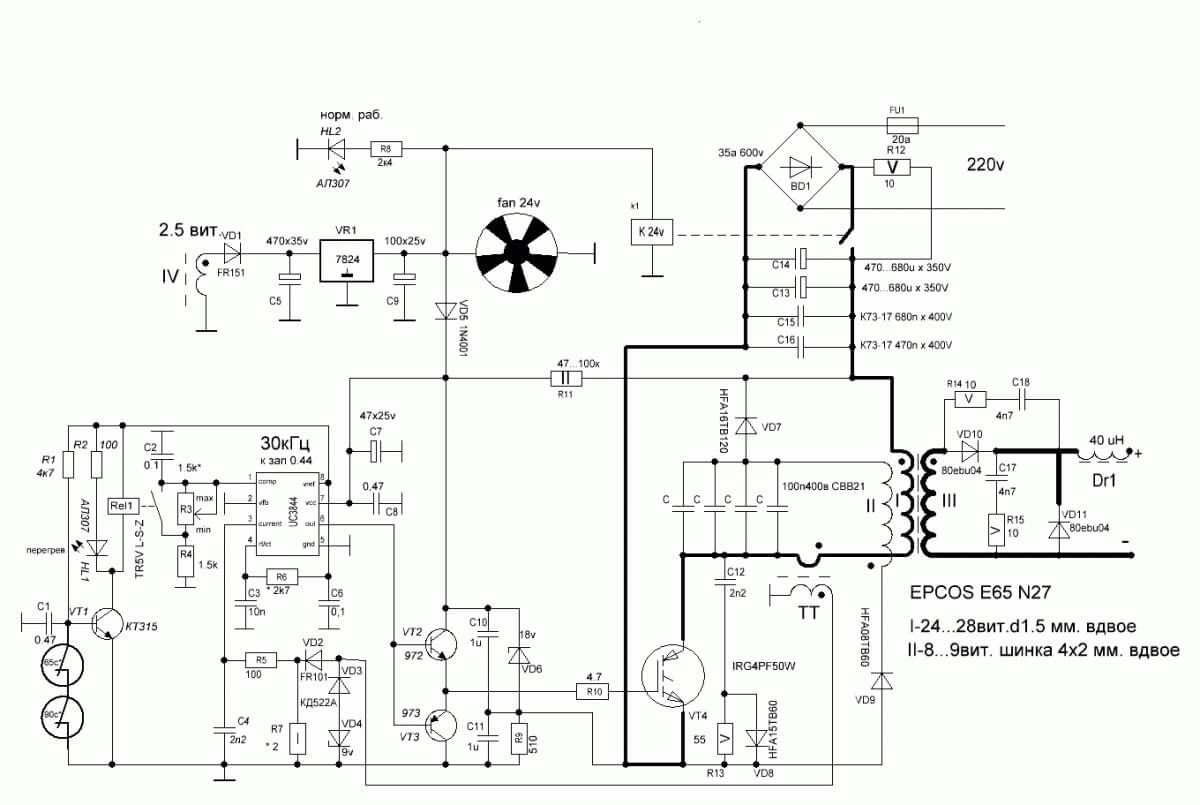
Схемы
Принципиальная электрическая схема инвертора – один из наиболее ответственных моментов при проектировании или ремонте инверторного аппарата. Поэтому рекомендуем сначала подробно изучить варианты, а потом приступать к их реализации.
Список радиоэлементов
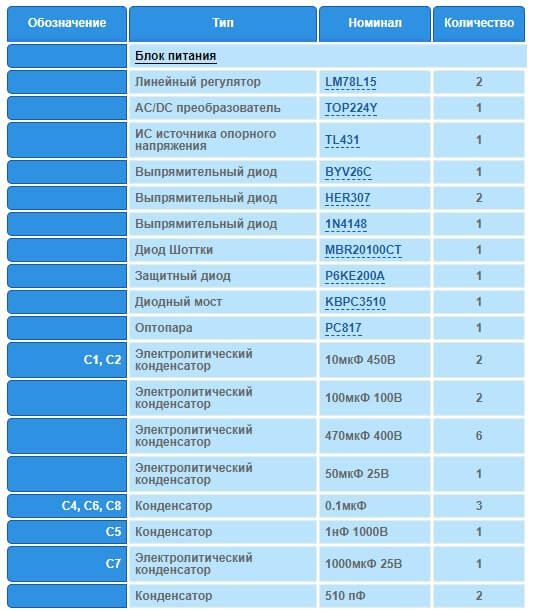
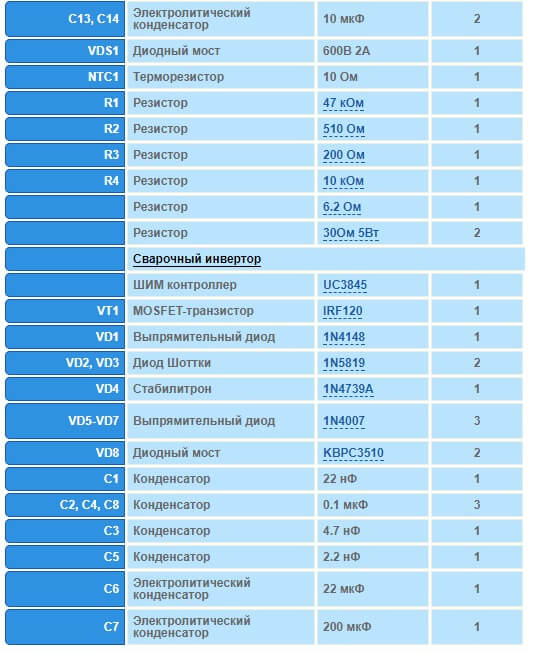
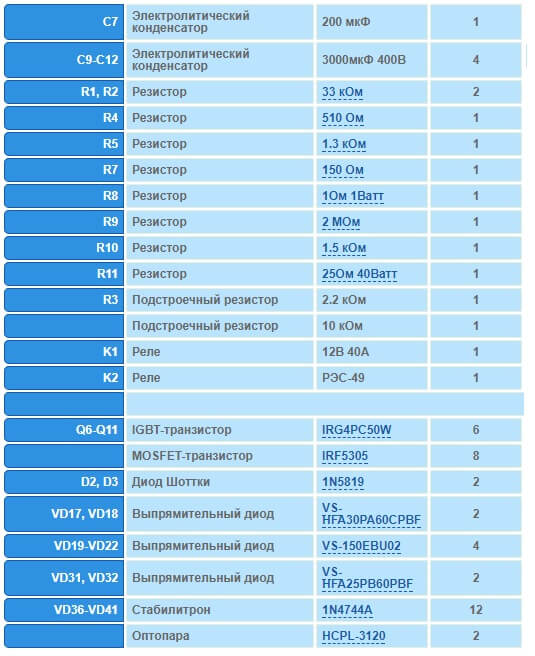
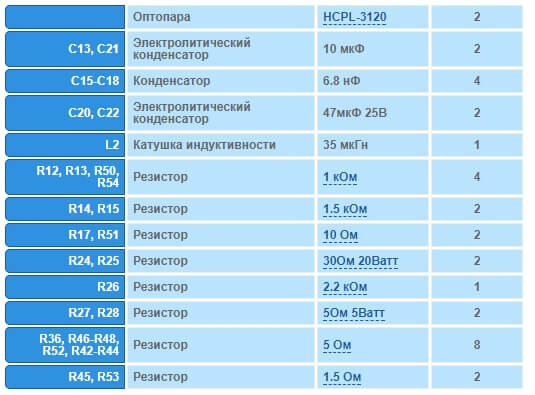
Силовая часть
Блоку питания отводится одна из ведущих ролей в инверторном аппарате. Он представляет собой трансформатор, который намотан на феррите. Он обеспечивает стабильное понижение напряжения и повышение значения тока. Необходимо 2 сердечника Ш20х208 2000 нм.
Для создания термоизоляции между обмотками инвертора применяется термобумага. Чтобы свести к минимуму отрицательное воздействие при постоянных перепадах напряжения в электросети, обмотка должна проводится по всей ширине сердечника.
Для обмотки трансформатора специалисты рекомендуют применение медной жести, имеющую ширину 40 мм и толщину 0,3 мм. Ее нужно обернуть в термобумагу 0,05 миллиметров (кассовая лента). Специалисты объясняют это тем, что во время сварки высокочастотный ток вытесняется на поверхность толстых проводов, а сердцевина не задействуется и выделяется много тепла. Поэтому обычные проводники не подходят. Исключить подобный эффект можно при помощи проводников со значительной поверхностной площадью.
Аналогом медной жести, который допускается использовать, является провод ПЭВ с сечением 0,5-0,7 мм. Он является многожильным с воздушными зазорами между жилами, что позволяет уменьшить нагревание.
Эту рекомендацию необходимо обязательно учитывать, так как нагреву подвержен не ферритовый стержень, а непосредственно провода обмотки. Именно по этой причине так важна вентиляция инвертора.
После создания первичного слоя в этом же направлении наматывается экранирующий провод со стеклотканью. Этот провод (подобного диаметра) обязан полностью перекрыть стеклоткань. Таким же образом необходимо действовать и с другими обмотками трансформатора. Их необходимо изолировать друг от друга при помощи указанных выше изоляторов.
Чтобы напряжение от трансформатора к реле было на уровне 20 – 25 вольт, необходимо правильно выбрать резисторы. Главной задачей питающего блока инвертора является изменение переменного тока в постоянный. Реализует это диодная мостовая схема типа «косой мост».
В работе диоды инверторного аппарата будут греться. Поэтому их необходимо размещать на радиаторе. Допускается применять радиаторы от компьютеров. Благо они сейчас широко распространены и недороги. Потребуется 2 радиатора. Верхний элемент моста фиксируется на одном, а нижняя – на втором. При этом при монтаже первого необходимо использовать прокладку из слюды, а во втором случае – термопасту.
Выход диодного моста – в том же направлении, что и выход транзисторов. Использовать провода длиной не более 15 см. Основа инверторного блока – транзисторы. Мост требуется отделять от блока питания листом металла, который впоследствии прикрепляется к корпусу.
Монтаж диодов на радиаторе
Инверторный блок
Основной задачей этого узла инвертора является трансформация выпрямленного тока в высокочастотную переменную составляющую. Исполнять эту функцию призваны силовые транзисторы, открывающиеся и закрывающиеся на высокой частоте.
Создавать преобразовывающий узел инверторного аппарата лучше не с одним транзистором помощнее, а с использованием нескольких более слабых. За счет этого стабилизируется частота тока и минимизируется шумовой эффект во время сварки.
В схеме инвертора должны присутствовать конденсаторы. Соединяются в последовательной цепи. Выполняют 2 основные задачи:
- Минимизируют резонансные выбросы блока питания.
- Снижают потери транзисторного блока, возникающие после включения. Объясняется это тем, что транзистор открывается скорее. Скорость закрытия заметно меньше. При этом происходит потеря тока и нагреваются ключи в транзисторном блоке.
Система охлаждения
Силовые элементы преобразователя во время сварки будут значительно нагреваться. Это может быть причиной поломки. Для исключения этого помимо упомянутых выше радиаторов следует применять вентилятор, исключающий перегрев и обеспечивающий стабильное охлаждение.
Одного вентилятора достаточной мощности может быть достаточно. Однако при использовании элементов старого ПК, то может потребоваться до 6 штук, 3 из которых необходимо размещать возле трансформатора.
Чтобы полностью защитить самодельный инвертор от перегрева можно задействовать датчик температуры. Его следует смонтировать на наиболее греющийся элемент с радиатором. Элемент сможет отключить питание при достижении определенной температуры, а индикация сигнализировать о критическом уровне.
Для эффективной и стабильной работы системы вентиляции инвертора необходимо обеспечить постоянный правильный забор воздуха. Для этого отверстия, по которым будет забираться воздух, не должны ничем перекрываться. В корпусе инвертора следует предусмотреть достаточное количество отверстий. При этом размещать их нужно на противоположных поверхностях корпуса.
Управление
При размещении электронных плат аппарата возможно применять фольгированный текстолит с толщиной 0,5 – 1 миллиметр.
Чтобы обеспечить автоматическое управление работой инверторной сварки следует купить и смонтировать ШИМ-контроллер. Он будет стабилизировать силу сварного тока и уровень напряжения. Для удобного управления в лицевой части размещаете все органы управления и точки подключения.
Корпус
После создания главных элементов инверторной сварки можно приступать к подготовке корпусных деталей. При планировании нужно учитывать ширину трансформатора, так как он должен беспрепятственно размещаться в корпусе. Исходя из этого размера следует добавить примерно 70% пространства для остальных деталей. Защитный кожух возможно сделать из листового железа, толщиной 0,5-1 миллиметра. Соединение элементов можно проводить при помощи сварки, болтов. Более изысканным вариантом будет цельная конструкция из выгнутых исходных материалов. Обязательны ручки и крепления для ремня, чтобы переносить аппарат.
При разработке инвертора нужно учесть возможность простой разборки для доступа к внутренним компонентам, чтобы их легко отремонтировать. Лицевая сторона также должна содержать:
- Переключатель силы тока;
- Кнопка, которой аппарат будет включаться/отключаться;
- Световые элементы индикации;
- Разъемы для подключения кабелей.
Заводские инверторы окрашиваются порошковым красителем. В быту можно использовать обычную краску. Нанести покрытие стоит для исключения появления ржавчины.
Подключение
Собранный сварочный аппарат нужно подключать в электросеть. При подключении к розетке следует предусмотреть наличие предохранителя или автоматического выключателя. Для защиты на входе в инвертор можно установить автоматический выключатель на 25 ампер.
Если точка подключения удалена, то можно использовать удлинитель.
Включение аппарат происходит по стандартной схеме – с помощью кнопки «вкл/откл». Должна загореться индикация, обычно для этого используется зеленый светодиод.
Производить подключение к сети необходимо проводом, имеющим сечение минимум 1,5 мм2. Однако оптимальным сечением будет провод 2,5 мм2.
Перед включением аппарата в электросеть следует проверить наличие изоляции всех высоковольтных элементов от корпусных деталей.

Проверка работоспособности
После проведения всех работ по сборке и отладке необходимо осуществить проверку работоспособности созданного инвертора.
По рекомендациям специалистов необходимо провести проверку силы тока и напряжения аппарата с использованием осциллографа. Нижняя петля по напряжению должна составлять до 500 вольт, не превышая значения в 550 В. Если все конструктивные требования соблюдены, то уровень напряжения будет составлять 330 – 350 вольт. Но этот метод доступен не всегда, ведь не у каждого дома имеется свой подобный измерительный прибор.
Зачастую проверка проводится в действии непосредственно сварщиком. Для этого проводится создание пробного шва с полным выгоранием электрода. По окончанию пробного сваривания нужно проверить температуру на трансформаторе. Если она зашкаливает, то в схеме имеются какие-то недоделки и следует все перепроверить.
Если температура силового блока в норме, то можно провести еще 2-3 пробных захода. После этого проверить температуру радиаторов. Они также могут перегреваться. Если после двух – трех минут они приходят в норму, то можно смело продолжать работу.
Настройка инвертора – полезные советы
Процедура сборки аппарата не отличается сложностью. Наиболее важным этапом является настройка инверторного аппарата. Может быть, что придется обратиться за помощью к специалисту.
1. Для начала нужно подключить 15 вольт к ШИМ с одновременным подключением одного конвектора. Так можно снизить нагрев и шумность во время работы.
2. Чтобы замыкать резистор нужно подключать реле. Оно подключается при окончании зарядки конденсаторов. За счет этого можно значительно снизить колебания напряжения во время подключения к электросети 220 вольт. Без резистора при прямом подключении возможен взрыв.
3. Проверить срабатывание реле замыкания резистора спустя пару секунд после подачи тока к плате ШИМ. Проконтролировать наличие на плате импульса прямоугольной формы, после отработки реле.
4. Подача питания 15 вольт на мост для проверки его работоспособности и правильности сборки. Сила тока должна быть не выше 100 мА на холостом ходу.
5. Проверка корректности размещения фаз. Применять осциллограф. На мостовую схему от конденсаторов через лампу подается 200 вольт с нагрузкой 200 Вт. На ШИМ выставляется частота 55 кГц. Подсоединяется осциллограф, проверяется форма сигнала и уровень напряжения (не более 350 вольт).
Для определения частоты аппарата следует медленно понижать частоту ШИМ до тех пор, пока на ключе IGBT не произойдет небольшой заворот. Полученное значение частоты нужно разделить на 2 и прибавить частоту перенасыщения. В итоге получится рабочее колебание частоты трансформатора.
Трансформатор аппарата не должен издавать никаких шумов. При их наличии необходимо проверять полярность. К диодному мосту можно подключать питание для теста через подходящую бытовую технику. К примеру, подойдет чайник, имеющий мощность 3000 Вт.
Идущие к ШИМ проводники нужно выполнять короткими. Их требуется скручивать и размещать дальше от источника помех.
6. Постепенно повышается ток при помощи резистора. При этом необходимо прислушиваться к инвертору и контролировать значения на осциллографе. На нижнем ключе не должно быть более 500 вольт. Среднее значение – 340. Если присутствуют шумы, то возможна поломка IGBT.
7. К свариванию приступать после 10 секунд. Проверяются радиаторы, если не нагрелись, то работу продлевать еще на секунд 20. После повторной проверки сваривание может продолжаться от одной минуты и дольше.
Безопасность
Все проводимые операции, за исключением проверки работоспособности, необходимо проводить исключительно на обесточенном оборудовании. Каждый элемент рекомендуется заранее проверить, чтобы после установки он не вышел из строя из-за перенапряжения. Основные правила электробезопасности также обязательны к выполнению.
Таким образом сделать самодельную инверторную сварку по силам практически каждому. Предложенное описание должно помочь разобраться во всех нюансах. Если изучить видео уроки и фото материалы, то собрать устройство не составит труда.
oxmetall.ru
Как сделать инверторный сварочный аппарат своими руками: схемы
Содержание статьи:
Инверторная сварка своими руками — это очень просто
Инверторная сварка — это современное устройство, которое пользуется широкой популярностью благодаря небольшому весу аппарата и его габаритов. Инверторный механизм основывается на применении полевых транзисторов и силовых переключателей. Чтобы стать обладателем сварочного аппарата, можно посетить любой магазин инструментов и обзавестись такой полезной вещью. Но есть способ намного экономнее, который обусловлен созданием инверторной сварки своими руками. Именно второму способу и уделим внимание в данном материале и рассмотрим, как сделать сварку в домашних условиях, что для этого понадобится и как выглядят схемы.
Особенности функционирования инвертора
Сварочный аппарат инверторного типа — это не что иное, как блок питания, тот, который сейчас применяется в современных компьютерах. На чем же основывается работа инвертора? В инверторе наблюдается следующая картина преобразования электрической энергии:
1) Напряжение, потребляемое из сети, преобразуется в постоянное.
2) Ток с постоянной синусоидой преобразовывается в переменный с высокой частотой.
3) Происходит снижение значения напряжения.
4) Происходит выпрямление тока с сохранением необходимой частоты.
Перечень таковых преобразований электрической цепи необходим для того, чтобы иметь возможность снизить массу аппарата и его габаритные размеры. Ведь, как известно, старые сварочные аппараты, принцип которых основывается на снижении величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. В результате благодаря высокому значению силы тока наблюдается возможность дугового сваривания металлов. Для того чтобы сила тока увеличивалась, а напряжение снижалось, на вторичной обмотке уменьшается число витков, но при этом увеличивается сечение проводника. В результате можно заметить, что сварочный аппарат трансформаторного типа не только имеет значительные габариты, но и приличный вес.
Для решения проблемы был предложен вариант реализации сварочного аппарата посредством инверторной схемы. Принцип инвертора основывается на увеличении частоты тока до 60 или даже 80 кГц, тем самым осуществляя снижение массы и габаритов самого устройства. Все что потребовалось для реализации инверторного сварочного аппарата — это увеличить частоту в тысячи раз, что стало возможным благодаря применению полевых транзисторов.
Транзисторы обеспечивают сообщение между собой с частотой около 60-80 кГц. На схему питания транзисторов приходит постоянное значение тока, что обеспечивается благодаря применению выпрямителя. В качестве выпрямителя используется диодный мост, а выравнивание значения напряжения обеспечивают конденсаторы.
Переменный ток, который передается после прохождения через транзисторы на понижающий трансформатор. Но при этом в качестве трансформатора используется в сотни раз уменьшенная катушка. Почему используется катушка, потому как частота тока, которая подается на трансформатор, уже увеличена в 1000 раз благодаря полевым транзисторам. В результате получаем аналогичные данные, как и при работе трансформаторной сварки, только с большой разницей в весе и габаритах.
Что нужно для сборки инвертора
Чтобы собрать самостоятельно инверторную сварку, нужно знать, что схема рассчитывается, прежде всего, на потребляющее напряжение величиной 220 Вольт и током на 32 Ампера. Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см. Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими:
1) Трансформатор, состоящий из ферритного сердечника.
2) Обмотка первичного трансформатора со 100 витками провода диаметром 0,3 мм.
3) Три вторичных обмотки:
— внутренняя: 15 витков и диаметром провода 1 мм;
— средняя: 15 витков и диаметром 0,2 мм;
— наружная: 20 оборотов и диаметром 0,35 мм.
Кроме того, чтобы собрать трансформатор, потребуются следующие элементы:
— медные провода;
— стеклоткань;
— текстолит;
— электротехническая сталь;
— хлопчатобумажный материал.
Как выглядит схема инверторной сварки
Для того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
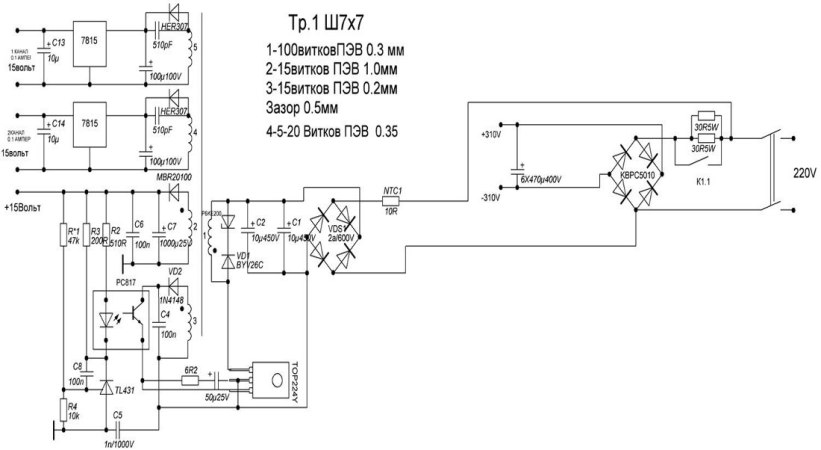
Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
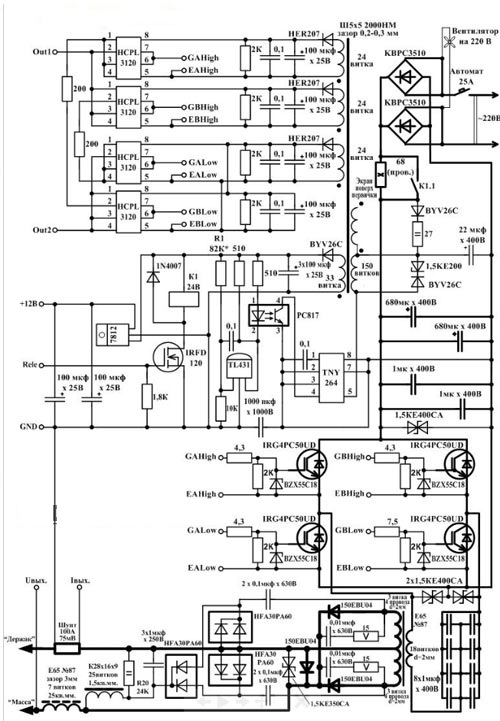
Схема силовой части инверторной сварки
Как собрать инверторную сварку: поэтапное описание + (Видео)
Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус. В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.

Трансформатор с первичной и вторичной обмотками для создания инверторной сварки
3) Силовая часть. В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.

Трансформаторы для вторичной обмотки от старых телевизоров
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок. Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:

Инвертор на алюминиевой пластине
4) Система охлаждения. На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.

Выпрямительный мост на радиаторе охлаждения
Рекомендуется воспользоваться таким вспомогательным элементом, как термодатчик.

Фото терморегулятора
Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.

Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы. После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
Устройство самодельного инвертора с описанием элементов
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.

Инверторная сварка в корпусе системного блока от компьютера
Проверка работоспособности устройства
После проведения всех сборочных и отладочных работ остается только провести проверку работоспособности получившегося сварочного аппарата. Для этого запитывается прибор от электросети 220 В, затем задается высокие показатели силы тока и по осциллографу осуществляется сверка показаний. В нижней петле напряжение должно быть в переделах 500 В, но не более 550 В. Если все выполнено правильно со строгим подбором электроники, тогда показатель напряжения не превысит значения в 350 В.
Итак, теперь можно проверить сварку в действии, для чего используем необходимые электроды и осуществляем раскраивание шва до полного выгорания электрода. После этого важно проконтроллировать температуру трансформатора. Если трансформатор попросту закипает, тогда схема имеет свои недочеты и лучше далее не продолжать рабочий процесс.
После раскраивания 2-3 швов радиаторы нагреются до высокой температуры, поэтому после этого важно дать возможность им остыть. Для этого достаточно 2-3 минутной паузы, в результате чего температура понизится до оптимального значения.

Проверка сварочного аппарата
Как пользоваться самодельным аппаратом
После включения в цепь самодельного аппарата, контроллер в автоматическом режиме задаст определенную силу тока. При напряжении провода менее 100 Вольт, то это говорит о неисправности устройства. Придется разобрать аппарат и снова повторно провести проверку правильности сборки.
С помощью такого вида сварочных аппаратов можно осуществлять спайку не только черных, но и цветных металлов. Для того чтобы собрать сварочный аппарат, потребуется не только владение основами электротехники, но и свободное время для реализации задумки.
Инверторная сварка — незаменимая вещь в гараже у любого хозяина, поэтому если вы еще не обзавелись таким инструментом, то вы можете сделать его самостоятельно.
instrument-blog.ru
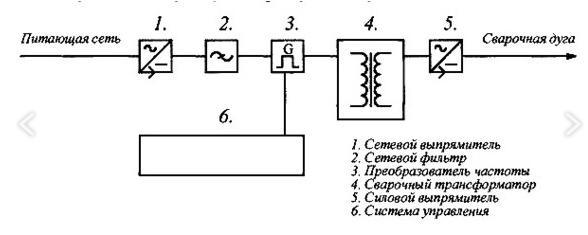
Принцип работы сварочного инвертора - схема и устройство
И сварщики профессионалы, и домашние мастера оценили принцип работы сварочного инвертора, поэтому эти приборы постепенно вытесняют с рынка традиционные сварочные трансформаторы и выпрямители. И скоро настанет то время, когда они будут царить на современном рынке сварочного оборудования. Что такое сварочный инвертор, почему они появились недавно? Необходимо отметить, что принцип инвертности, а соответственно и сам сварочный агрегат появились не вчера. Принципиальные схемы аппаратов были разработаны в 70-х годах прошлого века. Но в современном виде сварочные приборы появились недавно.
Устройство сварочного инвертора

До недавнего времени инверторный аппарат был достаточно простым по схеме работы. Со временем инженеры дополнили ее электроникой, что повысило функциональность агрегата. Самое интересное состоит в том, что от этого цена сварочного инвертора не стала выше. Как показывает тенденция продаж, она постепенно снижается, что всех и радует.
Внимание! Термин «инверторный» не относится к процессу сварки. Это не методика. Это источник питания аппарата.
В чем заключается принцип действия сварочного аппарата инверторного типа?
- Работает он от сети переменного тока напряжением 220 или 380 вольт и частотой тока 50 Гц. Включается в обычную розетку, если разговор ведем о бытовом сварочном инверторе.
- Поступивший в инвертор сварочный ток проходит через диодный мост, где он сглаживается и становится постоянным.
- Полученная электрическая энергия проходит через блок транзисторов (с большой частотой коммутации), в результате получается опять переменный ток только с большей частотой – 20-50 кГц.
- Далее, напряжение тока преобразуется, оно на выходе инвертора снижается до 70-90 вольт. По закону Ома снижение напряжение дает повышение силы тока. На выходе (на конце электрода) будет сила тока, равная 100-200 ампер. Это и есть сила тока сварки.
Именно высокая частота тока является главным техническим решением в инверторных сварочных аппаратах. Оно позволяет добиться максимальных преимуществ перед другими источниками питания электрической сварочной дуги. В инверторах необходимая для сварки сила тока достигается изменением высокочастотного напряжения. В обычных сварочных трансформаторах этот процесс происходит за счет изменения электродвижущей силы (ЭДС) катушки индукции, которая является основной частью трансформатора.
Именно предварительное преобразование электроэнергии позволяет использовать в инверторах трансформаторные блоки с небольшими размерами. Для сравнения можно привести такой пример. Если необходимо на выходе получить ток силой 160 ампер, то для этого в инверторе потребуется установить трансформатор весом 300 г. Такой же ток на выходе обычных сварочных трансформаторов получится, если в него будет вмонтирован трансформатор с медной проволокой (катушкой) весом 20 кг.
Почему так происходит? Основным элементов сварочного аппарата трансформаторного типа являлся сам силовой трансформатор с катушками первичной и вторичной обмотки. Именно катушка позволяла снижать переменное напряжение и получить на выходе из второй обмотки токи большой величины, пригодные для инверторной сварки металлов. Появляется зависимость от падения напряжения до увеличения силы тока. При этом длина медной проволоки на вторичной обмотке уменьшалась, но увеличивался его диаметр. Отсюда и большие габариты сварочного аппарата, и его большой вес.
Принципиальная электрическая схема инверторного аппарата

В сварочных аппаратах инверторного типа все наоборот, небольшие размеры и вес. Но как получить высокочастотное напряжение, если его частота в сети всего лишь 50 Гц? На помощь приходит принципиальная инверторная схема прибора, которая состоит из мощных транзисторов. Именно они могут переключаться с частотой напряжение 60-90 кГц.
Но чтобы транзисторы заработали, необходим постоянный ток. Его получают посредством использования выпрямителя. Этот блок представляет собой соединение двух элементов: диодный мост, который выпрямляет переменное напряжение сети, и фильтрующие конденсаторы, с помощью которых происходит сглаживание. На выходе выпрямителя получается постоянно напряжение величиною более 220 вольт. Это первый этап преобразования напряжения и силы тока.
Полученное напряжение является источником питания для работы всей схемы аппарата. А так как мощные ключевые транзисторы подключены к трансформатору (понижающему), то и переключаться они будут с высокой частотой. Соответственно и сам сварочный агрегат будет работать на такой высокой частоте. Чтобы все это работало (преобразовывалось), необходимо в схему установить большое количество дополнительных элементов.
Чтобы разобраться в принципиальной схеме сварочного инвертора, необходимо рассмотреть любую модель.
Силовой блок
Не будем повторяться и рассказывать, как работает инверторный сварочный аппарат. Пройдемся по нюансам и элементам прибора.
-
- Сетевой выпрямитель. Его задача – из переменного тока сделать постоянный.
- Помеховый фильтр. Его устанавливают специально для того, чтобы помехи высокочастотного типа, появляющиеся в процессе работы сварочного инвертора, не попали в питающую сеть.
- Инвертор (преобразователь). По сути, это блок из мощных ключевых транзисторов, которые чаще всего собираются по принципу косого моста. Обязателен в связке радиатор, с помощью которого отводится тепло от транзисторов. Они подключаются к высокочастотному трансформатору, где через его обмотку происходит коммутация напряжения. Обратите внимание, что в самом трансформаторе преобразование напряжения (постоянное в переменное) не происходит. Эта обязанность возложена на транзисторы. Основное назначение трансформатора – это понижение напряжения до 60-70 вольт. В нем в первичной обмотке течет ток с большим напряжением, но с малой силой тока. Во вторичной, наоборот, с малым напряжением, но с большой силой.
- Выходной выпрямитель. Это диодный мост, в котором установлены диоды быстрого действия. Они за мгновения могут открыться и закрыться. Свойства очень важное, потому что эти элементы выпрямляют переменный высокочастотный ток. Простые диоды, установленные в инвертор, не успевали бы закрываться и открываться. В результате произошел бы их перегрев, итог – выход из строя.
Внимание! Необходимо знать, что на конденсаторах, установленных в фильтр, напряжение будет больше, чем на выходе диодного моста. Величина – 1,4-1,5 раз. При стабильном напряжении в сети в 220 вольт, на конденсаторах будет напряжение 310 вольт. Если в сети будет скачок, к примеру, до 250 вольт, то внутри аппарата в конденсаторах напряжение поднимется до 350 вольт. Вот почему используются конденсаторы с номинальным напряжением 400 В.
Вот основные элементы силового блока устройства инверторного сварочного аппарата. Есть еще блок управления, но он влияет на удобство работы агрегата и на его настойку (ручная или автоматическая).
Теперь вы знаете, из каких частей состоит инверторный источник сварочного тока. Еще раз повторимся. Это выпрямитель, инвертор, собранный из транзисторов, трансформатор, который понижает напряжение, и установленный на выходе выпрямитель. Для начинающих сварочников эти элементы ни о чем не говорят. И вроде бы знать о них им нет необходимости. Ведь работать с инвертором одно удовольствие.
- Он легкий (спасибо маленькому трансформатору).
- Легко варит достаточно толстые металлические детали (спасибо высокому току и низкому напряжению).
- Электрод не прилипает к поверхности металла (спасибо функции «Arc Force»).
- Процесс поджига электрода упрощен за счет подачи на его конец в начале работы тока большой силы. Эта функция сварочного инвертора называется Hot Start.
- Если появляется короткое замыкание при залипании электрода, напряжение в аппарате резко снижается до минимума. Это оберегает его от выхода из строя.
Итак, мы разобрались в устройстве сварочного инвертора, в его принципиальной схеме, и как он работает. Необходимо отметить, что к работающему сварочному инвертору (принцип работы у всех моделей одинаковый) есть несколько требований, два из которых – это длина питающего кабеля не больше 15 м и частота проводимого обслуживания – не реже двух раз в год. В основном его надо почистить от пыли.
Поделись с друзьями
1
0
1
1
svarkalegko.com









Поделиться с друзьями: